一种喷粉装置、喷粉式干法电极制造装备及方法与流程
- 国知局
- 2024-09-11 14:52:42
本技术属于电池制造,尤其涉及一种喷粉装置、喷粉式干法电极制造装备及方法。
背景技术:
1、锂离子电池因其高能量密度、优秀的循环性能以及长使用寿命等特点,已经在手机、电脑等便携式电子产品,以及电动汽车等领域得到了广泛的应用。这些优点使得锂离子电池成为了这些设备的理想电力来源,满足了现代社会对于高效能、环保和便携性的需求。
2、传统的锂离子电池在量产时,往往是使用湿法电极制造工艺制造电极。在制造过程中,需要使用n-甲基吡咯烷酮溶剂进行匀浆,然后再烘干。n-甲基吡咯烷酮溶剂带有毒性、腐蚀性,存在对人体健康造成影响的风险。烘干该溶剂时会消耗大量能量,增加电极制造成本。
3、而且,锂离子电池在使用硫化物固态电解质时,由于硫化物固态电解质对于水和极性有机溶剂敏感,在制造时,受到会溶剂影响,而导致晶体结构破坏,引起锂离子电导率降低。而且,烘干过程中,粘结剂和导电剂会漂浮在表面,并由于毛细作用和扩散作用发生团聚,可能会导致活性材料析出,从而引发电极分层,这种分层现象会使电极容易开裂,降低其结构的稳定性。
4、目前,存在一些干法电极制造工艺,通过使用静电喷涂将电极粉末材料(包括粘结剂、导电剂和活性材料)喷涂至集流体表面,然后进行加热辊压,得到电极。通过使用干法电极制造工艺,可以解决湿法电极制造工艺中使用溶剂所带来的问题。
5、但是,使用静电喷涂工艺时,由于材料的形貌、粒径大小、静电响应等差异会使制备出的电极的各处均一性有所差异,难以获得期望的厚度和电池性能。因此,急需一种可以制造成分均一、厚度一致、电池性能稳定的粉末喷涂设备。
技术实现思路
1、本技术实施例提供了一种喷粉装置、喷粉式干法电极制造装备及方法,可以在静电喷涂后,进一步对集流体上喷涂的电极材料粉末进行预固化铺粉,使其厚度均一,制造得到的电极成分均一、厚度一致、电池性能稳定、可以快速批量生产。
2、第一方面,本技术实施例提供了一种喷粉装置,包括:静电喷涂设备和预固化铺粉设备;静电喷涂设备包括负压控制组件、喷涂平台、至少一个静电喷涂组件、移动组件、回收组件以及支撑组件;负压控制组件包括负压箱以及吸风单元,喷涂平台设置于负压箱底部中心,静电喷涂组件与移动组件连接后,设于负压箱顶部,静电喷涂组件与喷涂平台相对设置,喷涂平台用于承载集流体;静电喷涂组件用于向集流体上喷涂电极粉末材料,静电喷涂组件包括粉末供料桶、吸粉管路、静电喷粉枪、空压机以及控制器;粉末供料桶通过吸粉管路与静电喷粉枪连接,静电喷粉枪通过气管与空压机连接,控制器与静电喷粉枪和空压机电连接;移动组件包括水平移动单元和竖直移动单元,水平移动单元用于带动静电喷涂组件在水平方向移动,竖直移动单元用于带动静电喷涂组件在竖直方向移动;负压箱设于支撑组件上,回收组件设于支撑组件内,回收组件与负压箱底部连通,吸风单元设于连通处;预固化铺粉设备、喷涂设备依次连接,预固化铺粉设备用于对已喷涂电极粉末材料的集流体进行辊压铺平。
3、一些可能的实现方式中,水平移动单元包括水平导轨、水平滑块、水平电机,竖直移动单元包括竖直电机、竖直滑块、竖直导轨,静电喷涂组件与竖直滑块连接,竖直滑块与竖直导轨滑动连接;竖直导轨与水平滑块连接后,与水平导轨滑动连接,水平电机与水平滑块动力连接,竖直电机与竖直滑块动力连接。
4、一些可能的实现方式中,静电喷枪的雾化喷嘴为扇形喷嘴;或者,静电喷枪的雾化喷嘴为至少两个并排排列的圆形喷嘴。
5、一些可能的实现方式中,喷涂平台为金属材质,且喷涂平台接地。
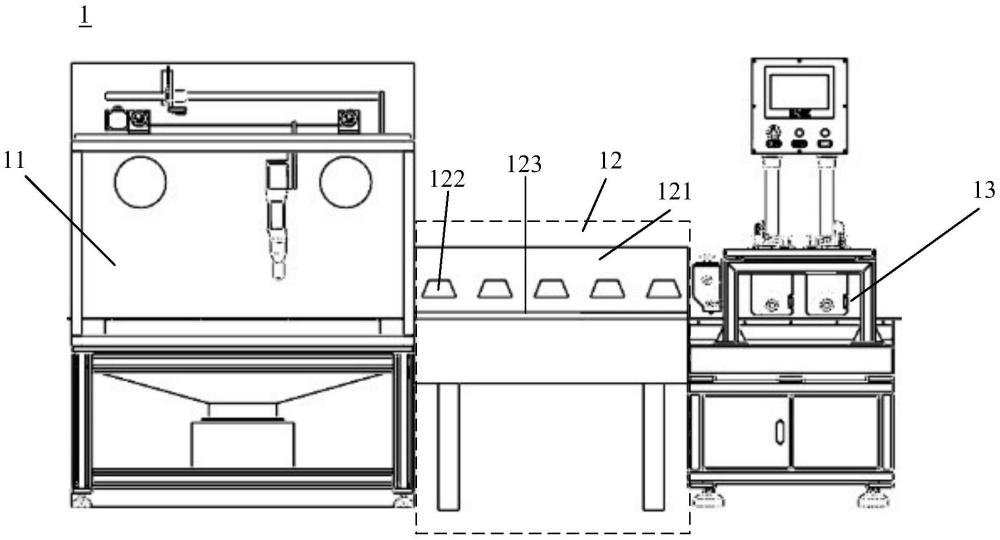
6、一些可能的实现方式中,静电喷涂设备和预固化铺粉设备之间设置有加热设备;加热设备包括:烘烤箱、烘烤平台;烘烤箱包括外壳和至少一个烤灯,烘烤平台穿过烘烤箱的外壳,集流体铺设于烘烤平台上,至少一个烤灯设置于外壳内侧,用于加热集流体上的电极粉末材料。
7、一些可能的实施方式中,加热设备的烤灯数量为5-10个,5-10个烤灯在加热设备的外壳内均匀分布。
8、一些可能的实施方式中,加热设备的每个烤灯的温度为100℃-150℃。
9、一些可能的实现方式中,预固化铺粉设备包括至少一个预固化铺粉组件和铺粉平台;至少一个预固化铺粉组件设与铺粉平台相对设置;预固化铺粉组件包括预固化铺粉辊和预固化铺粉电机,预固化铺粉辊和预固化铺粉电机动力连接。
10、一些可能的实现方式中,预固化铺粉设备还包括调节组件,调节组件用于调节预固化铺粉组件与铺粉平台之间的距离。
11、一些可能的实现方式中,预固化铺粉辊与铺粉平台之间的距离为200-500μm。
12、一些可能的实现方式中,当预固化铺粉组件为两个时,两个预固化铺粉组件面按照辊压方向依次排列;排列靠前的预固化铺粉组件的预固化铺粉辊为花辊,排列靠后的预固化铺粉组件的预固化铺粉辊为光辊。
13、在第一方面中,通过在进行静电喷涂后,使用预固化铺粉设备对已喷涂电极粉末材料的集流体进行辊压,使得集流体上的电极粉末材料成分均一、厚度一致,进而保证电池性能稳定。
14、第二方面,本技术实施例提供了一种喷粉式干法电极制造装备,第一方面提供的喷粉装置、收放卷装置、预热装置、热辊压装置;收放卷装置包括放卷组件和收卷组件,放卷组件、静电喷涂设备、加热设备、预固化铺粉设备、预热装置、热辊压装置以及收卷组件依次连接;放卷组件包括放料辊、放卷导向辊和放卷张力控制辊,收卷组件包括收卷辊、收卷导向辊和收卷张力控制辊;集流体放置在放料辊上,集流体经过放卷导向辊、放卷张力控制辊、静电喷涂设备、加热设备、预固化铺粉设备、预热装置、热辊压装置、收卷导向辊、收卷张力控制辊后,与收卷辊连接;静电喷涂设备用于当集流体经过时,将电极粉末材料喷涂于集流体上;预固化铺粉设备用于当集流体经过时对铺设于集流体上的电极粉末材料进行辊压;加热设备和预热装置用于当集流体经过时,对铺设于集流体上的电极粉末材料进行加热;热辊压装置用于当集流体经过时对铺设于集流体上的电极粉末材料进行热辊压。
15、一些可能的实施方式中,该装备还包括混料装置;混料装置包括密封舱和混料组件;密封舱上设置有舱门和气缸,气缸与舱门动力连接,用于控制舱门的开关状态;密封舱还包括真空泵,真空泵与密封舱通过气管连接;混料组件包括运动架、运动电机以及至少一个转动料罐;转动料罐设置于运动架上,运动电机与运动架动力连接,用于带动运动架摇摆转动;转动料罐包括料罐和转动电机,转动电机用于带动料罐按照运动架转动的相反方向转动。
16、一些可能的实施方式中,预热装置包括:烘烤箱、烘烤平台;烘烤箱包括外壳和至少一个烤灯,烘烤平台穿过烘烤箱的外壳,集流体铺设于烘烤平台上,至少一个烤灯设置于外壳内侧,用于烘烤集流体上的电极粉末材料。
17、一些可能的实施方式中,预热装置的烤灯数量为5-10个,5-10个烤灯在预热装置的外壳内均匀分布。
18、一些可能的实施方式中,预热装置的每个烤灯的温度为150℃-180℃。
19、一些可能的实现方式中,热辊压装置包括:至少一个辊压组件;辊压组件包括导辊、引导板、差速对辊机、辊温控制器、辊缝调节器、辊速调节器;辊温控制器、辊缝调节器、辊速调节器设于差速对辊机上,辊温控制器用于控制差速对辊机的辊轮面温度,辊缝调节器用于控制差速对辊机两个辊轮之间的辊缝,辊速调节器用于控制差速对辊机两个辊轮各自的转速;导辊、引导板设于差速对辊机之前,集流体通过导辊和引导板后,进入差速对辊机的两个辊轮之间。
20、一些可能的实现方式中,当辊压组件为多个时,最后一个辊压组件还包括:液压组件;液压组件设于差速对辊机上,用于对差速对辊机两个辊轮施加压力,最后一个辊压组件的差速对辊机的差速比为1:1。
21、一些可能的实施方式中,热辊压装置包括6个辊压组件;第一个辊压组件的差速对辊机的差速比为1:4-1:9,两个辊轮之间的辊缝为150至300μm,辊压压力为2t至4t,辊压速度1米至3米每分钟,辊轮的辊面温度为170℃至190℃;第二个辊压组件的差速对辊机的差速比为1:3至1:7,两个辊轮之间的辊缝为100至250μm,辊压压力为3t至6t,辊压速度1米至3米每分钟,辊轮的辊面温度为170℃至190℃;第三个辊压组件的差速对辊机的差速比为1:2.5至1:5,两个辊轮之间的辊缝为80至120μm,辊压压力为4t至8t,辊压速度1米至3米每分钟,辊轮的辊面温度为170℃至190℃;第四个辊压组件的差速对辊机的差速比为1:1.5至1:3,两个辊轮之间的辊缝为60-100μm,辊压压力为5t至10t,辊压速度1米至3米每分钟,辊轮的辊面温度为170℃至190℃;第五个辊压组件的差速对辊机的差速比为1:1.1至1:1.5,两个辊轮之间的辊缝为30至60μm,辊压压力为6t至12t,辊压速度1米至3米每分钟,辊轮的辊面温度为170℃至190℃;第六个辊压组件的差速对辊机的差速比为1:1,两个辊轮之间的辊缝为30至50μm,辊压压力为15t至25t,辊压速度1米至3米每分钟,辊轮的辊面温度为170℃至190℃。
22、一些可能的实施方式中,热辊压装置和收卷组件之间还设置有厚度测量装置。
23、在第二方面中,通过混料、喷涂、加热、铺粉、预热、热辊压、测厚等工序,先将活性材料、粘结剂和导电剂搅拌混合均匀得到粒径分布均匀的电极粉末材料。通过静电喷涂枪将电极粉末材料喷涂到集流体上,电极粉末材料依靠静电吸附在集流体上,然后通过加热、辊压的方式将电极粉末材料铺设均匀。接着,通过高温烘烤箱对电极粉末材料进行预热,并通过热辊压装置以加热、加压的方式将电极粉末材料固化。最后,通过多级热辊压装置对固化的电极粉末材料多次辊压、减薄,获得高密实的目标极片,目标极片上的电极成分均一、厚度一致,能够保证电池性能稳定。且能够通过喷粉式干法电极制造工艺快速批量生产电极。
24、第三方面,本技术实施例提供了一种喷粉式干法电极制造方法,应用于第二方面提供的喷粉式干法电极制造装备,包括:通过控制收放卷装置,使集流体从收卷组件向放卷组件以1至15米每分钟的速度移动,移动时集流体的张力范围为5n至15n;在通过喷涂设备时,静电喷枪喷射电极粉末材料的气压范围为0.01至0.3mpa,调节雾化气压范围为0.01至0.1mpa,调节静电电压为20至60kv,电流为80-160ma,控制电极粉末材料带负电荷;静电喷枪与喷涂平台之间的距离为100-200mm;喷枪水平移动的速度为20-40米每分钟;通过加热设备对所述电极粉末材料加热,使所述电极粉末材料的温度达到100℃至150℃;通过预固化铺粉设备,将在集流体上喷涂的电极粉末材料平铺至厚度为200μm至500μm;通过预热装置,对电极粉末材料加热,使电极粉末材料的温度达到150℃至180℃;通过热辊压装置,在170℃至190℃下,对集流体上铺设的电极粉末材料进行加压辊压,得到目标极片。
25、一些可能的实施方式中,当热辊压装置包括多个辊压组件时,在170℃至190℃下,将集流体上铺设的电极粉末材料依次通过每个辊压组件进行加压辊压,得到目标极片。
26、可以理解的是,第三方面的有益效果可以参见上述第二方面中的相关描述,在此不再赘述。
本文地址:https://www.jishuxx.com/zhuanli/20240911/292435.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表