管片模具合模宽度测量装置、方法、介质及程序产品与流程
- 国知局
- 2024-09-14 15:02:04
本技术涉及管片模具合模宽度测量,尤其涉及一种管片模具合模宽度测量装置、方法、介质及程序产品。
背景技术:
1、我国基础建设取得的成就举世瞩目,盾构隧道建设是其中的重要板块,而预制管片作为盾构隧道的重要组成部分,为了满足拼装要求,其宽度尺寸精度要求越来越高。而管片钢模作为影响其尺寸精度的重要工装,其在流水线上开模后合模(组装误差)的宽度尺寸检测至关重要。管片合模宽度一般在1m~2m之间,管片合模宽度的梅检测精度要求为±0.08mm以内。所以其属于大尺寸高精度测量。
2、传统的检测方法分两种,一种是合模日常检测:主要是通过人工采用内径千分尺进行,但是一致性差,受人员熟练度影响结果参差不齐,存在质量隐患。另一种是出厂或定期检测:通过激光跟踪仪、靶球进行人工测量,该测量精度是目前已知的大尺寸测量场的最高精度的测量方式,可以达到在该尺寸范围内±0.02m以内的检测精度,但是该方式对人员要求比较高,需要培训仪器与软件,同时人工检测需要半小时以上才能得到数据,作为日常检测时,检测效率极低,也会有人员缺乏的情况,同时由于大量程激光跟踪仪的价格较贵,所以测量成本也高。
技术实现思路
1、本技术提供一种管片模具合模宽度测量装置、方法、介质及程序产品,用以解决上述背景技术中的问题。
2、第一方面,本技术提供一种管片模具合模宽度测量装置,包括:工业机器人、第一测量仪、第二测量仪、测量杆;
3、所述测量杆可置于管片模具内腔且与第一侧板、第二侧板垂直,所述第一侧板和所述第二侧板为所述管片模具在长度方向上相对的两侧板;
4、所述工业机器人机械手臂的末端水平安装所述测量杆,所述测量杆的第一端安装所述第一测量仪,第二端安装所述第二测量仪,所述第一测量仪和所述第二测量仪的出射端朝向所述测量杆端部的外侧,所述第一测量仪和所述第二测量仪为激光测量仪且量程小于管片模具合模宽度;
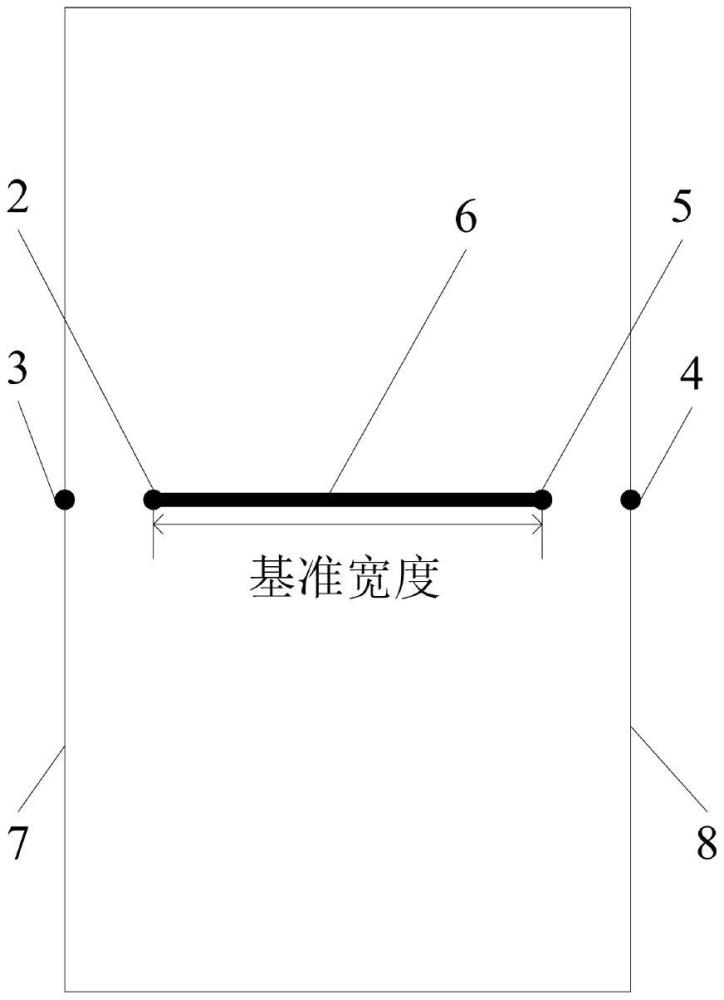
5、所述第一测量仪的量程大于第一距离,所述第一距离为所述测量杆的第一端距所述第一侧板内侧壁之间的距离,所述第二测量仪的量程大于第二距离,所述第二距离为所述测量杆的第二端距所述第二侧板内侧壁之间的距离。
6、可选地,所述第一测量仪和所述第二测量仪为线激光扫描仪或激光测距仪。
7、可选地,测量装置还包括计算机设备,所述计算机设备的硬件结构包括处理器,软件结构包括安装在所述计算机设备上的程序产品,所述处理器用于运行所述程序产品,以基于所述第一测量仪测量得到的值,以及第二测量仪测量得到的值计算管片模具的合模宽度。
8、可选地,所述计算机设备的硬件结构还包括存储器和显示装置,所述存储器与所述处理器通讯连接,用于接收并存储所述处理器发送来的数据,所述显示装置与所述处理器通讯连接,用于接收并显示所述处理器发来的数据。
9、可选地,所述测量装置还包括第三测量仪,所述第三测量仪的量程大于所述合模宽度,用于测量所述管片模具的标定宽度。
10、可选地,所述第三测量仪为激光跟踪仪。
11、第二方面,本技术实施例提供了一种管片模具合模宽度测量方法,包括:
12、获取基准宽度,所述基准宽度为测量杆的长度,所述测量杆可置于管片模具内腔且与第一侧板、第二侧板垂直,所述第一侧板和所述第二侧板为管片模具在长度方向上相对的两侧板;
13、获取第一距离和第二距离;所述第一距离为合上所述第一侧板后,所述测量杆的第一端距所述第一侧板内侧壁的距离;所述第二距离为合上所述第二侧板后,所述测量杆的第二端距所述第二侧板内侧壁的距离;其中,所述第一端为所述测量杆的两端中,更接近所述第一侧板内侧壁的第一端,所述第二端为所述测量杆的两端中,更接近所述第二侧板内侧壁的第一端;
14、计算所述第一距离、所述第二距离、所述基准宽度的和,将计算得到的和值确定为管片模具的合模宽度。
15、可选地,所述基准宽度通过如下方法事先确定:
16、获取标定宽度,所述标定宽度为通过第三测量仪测量得到的管片模具的合模宽度,所述第三测量仪为量程大于所述合模宽度的测量仪;
17、获取第一测量值和第二测量值;所述第一测量值为标定合模宽度后,未打开过所述第一侧板时,所述测量杆的第一端距所述第一侧板内侧壁的距离;所述第二测量值为标定合模宽度后,未打开过所述第二侧板时,所述测量杆的第二端距所述第二侧板内侧壁的距离;
18、计算所述标定宽度与所述第一测量值、所述第二测量值的连差值,将所述连差值确定为所述基准宽度。
19、第三方面,本技术实施例提供了一种机器人可读存储介质,其上存储有程序,程序用于实现上述第二方面的方法。
20、第四方面,本技术实施例提供了一种程序产品,包括程序,该程序被处理器执行时实现上述第二方面的方法。
21、本技术实施例提供的管片模具合模宽度测量装置,包括了工业机器人、测量杆、第一测量仪和第二测量仪,可通过该测量装置随时测量管片模具合模后的合模宽度,当合模宽度不符合要求时,可以将模具的侧板打开重新合上,以达到符合要求的合模宽度,从而提高测量合模宽度的及时性和方便也,也提高了管片制作精度;而且本技术加入了测量杆,以测量杆的长度作为基准宽度,合模宽度为是基准宽度、第一距离和第二距离的和,由于测量杆的存在,因此第一距离和第二距离可以使用第一测量仪和第二测量仪这种小量程、高精度的测量仪测量,第一测量仪和第二测量仪对于短距离不仅测量准确,而且价位相较于大量程、高精度的测量仪较低。而对于现有技术,只能通过大量程测量仪测量合模宽度,测量时还需要工作人员进入到管片模具的腔体内,不仅费时费力,测量不方便,而且大量程高精度的测量仪,比第一测量仪、第二测量仪昂贵,因此现有技术的测量成本高;因此相较于现有技术,本技术提供的测量装置,在模具每次开合后,都可以及时的进行测量,提高测量的方便性,也不需要使用较贵的大量程测量仪,省时省力,测量方便,还降低了测量成本。
22、另外,本技术中,管片模具在长度方向上相对的两侧板可称为第一侧板和第二侧板。第一侧板和第二侧板合上后,二者之间的距离为管片模具的合模宽度。在本技术实施例中,并没有采用大量程测量仪直接对合上后的第一侧板和第二侧板之间的距离进行测量,而是将测量杆置于管片模具内腔且与第一侧板、第二侧板垂直,并第一侧板、第二侧板是能够开合的的,也即测量杆小于合模宽度;此时,第一侧板、第二侧板之间的距离(也即合模宽度)与下述三者之和相等:测量杆的长度、测量杆第一端与第一侧板内侧壁的距离(第一距离),以及,测量杆第二端与第二侧板内侧壁的距离(第二距离)。
23、由于测量杆的长度已知,则只需要确定出上述第一距离和第二距离,即可确定出合模宽度。因此,对合模宽度的测量可转化为对第一距离和第二距离的测量。而第一距离、第二距离毫无疑义是小于合模宽度的,因此依据本发明实施例所提供的技术方案,在获取第一距离和第二距离时,可采用小量程、高精度的测量仪,对于短距离不仅测量准确,而且价位相较于大量程、高精度的测量仪也较低。反观现有技术,只能通过大量程测量仪测量合模宽度,比小量程、高精度的测量仪昂贵,因此,与现有技术相比,可降低测量成本。
本文地址:https://www.jishuxx.com/zhuanli/20240914/296717.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。