一种降低竹筒填充空心板内应力的方法与流程
- 国知局
- 2024-09-19 14:39:43
本发明涉及人造板,具体为一种降低竹筒填充空心板内应力的方法。
背景技术:
1、发明专利cn102615679a公开了一种轻质抗压竹木复合板及其生产方法,为两层表层(1)和一层芯层(2)的三层结构,芯层(2)由平置的田字形木质档料(3)和档料之间竖置且相互紧贴的竹质填料(4)组成,每根档料(3)由两侧横向的长料(5)和夹在中间的竖向短料(6)侧拼成,每块填料(4)为原竹竹段质的穿通和不穿通的筒体。该生产方法:一是芯层档料及田字形板框的制作,二是芯层填料的制作,三是芯层的精加工,四是表层与芯层的复合。
2、实用新型专利cn213928090u公开了一种竹填充木门,包括门本体和厚度相等并且重量在15-40kg的竹芯,竹芯包括主竹筒和加强筒,加强筒的外径≤5cm;门本体包括木框、外侧板和内侧板,门本体内形成空腔,主竹筒均匀填充在空腔内,主竹筒的一端和加强筒的一端均与外侧板和/或内侧板固定连接;内径≥8cm的主竹筒内填充有加强筒。本实用新型提供的竹填充木门节约竹材、重量稳定,并且抗压强度佳。
3、实用新型专利cn219132610u公开了一种竹筒装配板,包括板坯和单板,所述板坯由若干轴向投影为正六边形的多边竹筒水平排列形成;所述单板覆盖于所述板坯的周面上形成长方体框架;还包括伸缩底座,所述伸缩底座设于所述竹筒装配板的底部,该竹筒密度低,自身强度高,相比竹片、竹刨花更不容易受霉菌侵袭,将竹筒切削成多边形的竹质单元,不仅可以使单元结构更加稳定从而提高整体板材或结构的稳定性,同时去除了竹青提高表面胶合面积,使得粘接性能大幅提高。
4、实用新型专利cn202788504u公开了一种竹门复合门,包括竹构架、竹筒、间隙、装饰层,其中,竹构架由两个立条和三个横条连接而成,间隙之间用碎料填充,竹筒为竖着垂直于装饰层,通过热压的方式粘帖于装饰层之间;装饰层为免漆板、竹皮、木皮。该实用新型提供的一种竹门复合门,利用竹材料作为框架和填充,减少了木材的使用量,整体门质量可靠、达到美观和装饰效果。
5、实用新型专利cn210622618u公开了一种竹制门芯门板,其包括门板本体,门板本体设有中空的内腔,门板本体的内腔中填充有芦竹门芯。该实用新型通过设置芦竹门芯填充在门板本体内腔,芦竹门芯两端抵触在门板本体正面以及背面,从而解决了现有技术中门板质量较重,承受外力强度小的问题。
6、以上多个专利通过竹筒的填充,成本低,减小了板材的重量,竹筒填充使板体抗压性能上有较大提高,充分发挥竹筒顺纹抗压的优点。
7、然而竹材在生长过程中存在内应力,因随着竹竿高度生长变化产生垂弯、坡度垂弯及风雨载荷等发生的形成竹竿受压不均而形成,其次,在竹筒的径向由于竹纤维分布梯度变化大,靠近竹青表面纤维束含量高,竹黄面含量少,其干缩湿胀差异较大,竹筒在干燥及竹筒整体填充胶合后,干缩湿胀的差异仍然存在,从单个竹筒来说,干燥时容易出现竹青面较先开裂的情况,竹筒原态填充会造成板材在后续的使用过程中产生不同的收缩缝隙,并作用于胶合面形成胶层内应力,当其超过胶层强度时,产生脱胶现象,影响竹筒填充空心板的性能和使用,对此,本发明根据理论分析和试验结果提供一种降低竹筒填充空心板内应力的方法。
技术实现思路
1、本发明提供一种降低竹筒填充空心板内应力的方法,旨在解决上述背景技术提出的问题。
2、一种降低竹筒填充空心板内应力的方法,包括如下步骤:
3、步骤一、芯层填料的制作:采用直径≤70mm的竹材,将原竹横截成相同长度(纤维方向)的竹筒,各竹筒长度公差控制在±0.30mm的范围内,将竹筒进行干燥、除虫,干燥采用二段式,第一阶段将含水率降至13%左右,第二阶段采用120~230℃的蒸汽去除竹筒中附带的虫害,高温处理后调整,最终含水率控制在7~13%。
4、步骤二、两层表板的制作:采用桉木、杨木、桦木等原木旋切成的原木单板或胶合板或中纤板作为竹筒填充空心板的表层。
5、步骤三、表层与芯层的复合:控制两层表板的含水率与竹筒芯层的含水率基本一致,并涂胶、组坯、胶合成型。
6、优选的,选择或调制柔性较好的胶黏剂,减缓胶合面上因径向纤维分布不均匀以及竹材结构差异导致的收缩(膨胀)不一致造成的胶层应力。
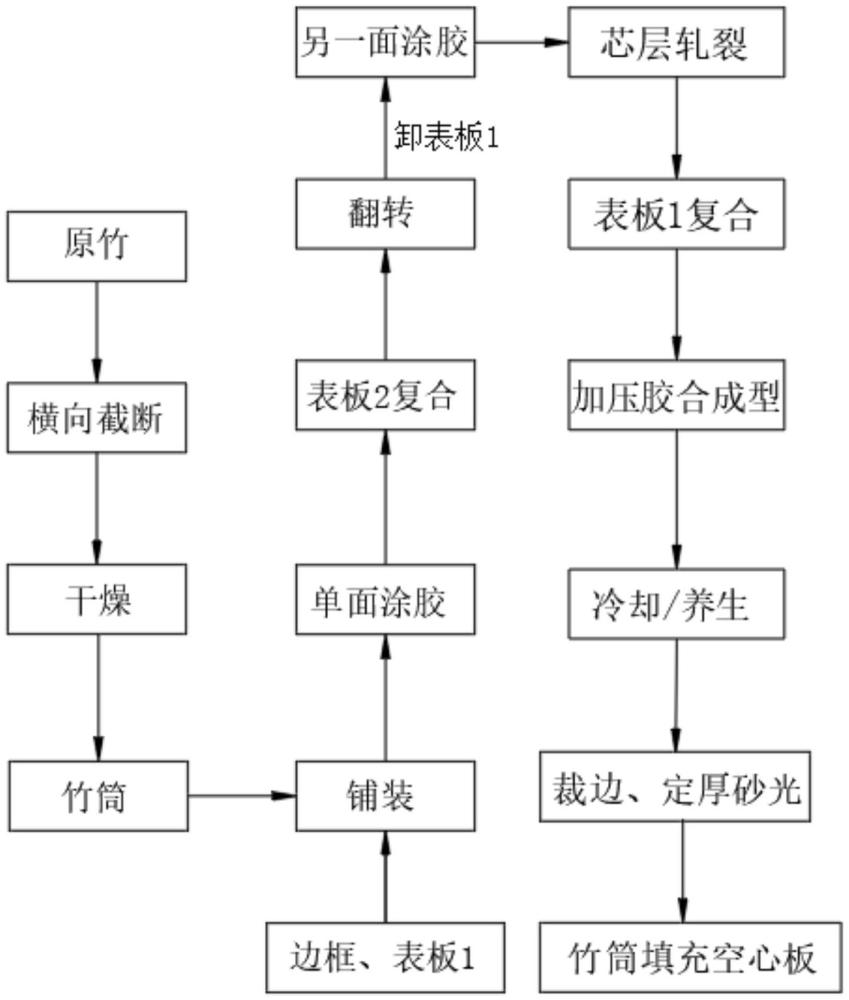
7、优选的,芯层在干燥完成之后,通过边框与第一表板进行竹筒定向随机填充铺装,完成铺装后直接通过涂胶机对芯层表面(竹筒断截面)进行涂胶,涂胶完成后将第二表板与涂胶后的芯层组坯并对其翻转,翻转后将第一表板拆卸,留下第二表板和边框对暴露在外的竹筒另一端(竹筒横断面)进行涂胶。涂胶完成后通过轧刀对竹筒进行顺纤维方向轧压,使直径大于轧刀间距的竹筒纵向裂开,裂透整个竹筒变成呈非连续整体状态的数片,竹筒裂片之后继而将第一表板与其组坯,完成与芯层组坯复合,组坯后施压,压力0.6~1.5mpa,胶合固化成型。卸压后冷却、养生制成竹筒填充空心板。
8、与现有技术相比,本发明的优点在于:
9、1、本发明中,在胶合成型前通过轧刀对整体式竹筒进行轧裂、并选用柔性胶黏剂以适应竹瓦在干缩湿胀过程中的形变,有效降低芯层与表层单板间胶层的内应力,保证该板材在后续使用中不会因为竹筒开裂以及形变,造成的胶层内应力过大而开胶,达到提高板材平整度及使用寿命。
10、2、本发明中,在铺装时使用边框与第一表板临时固定、并通过它对竹筒进行围护定位,从而方便涂胶机对竹筒横截面进行直接涂胶,此时涂胶机仅对竹筒的横截面(胶合面)进行涂胶,与现有技术相比,大大减少了施胶面积,降低胶黏剂使用量。
技术特征:1.一种降低竹筒填充空心板内应力的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种降低竹筒填充空心板内应力的方法,其特征在于:所述步骤一中采用直径≤70mm的竹材,将原竹横截成相同的竹筒,公差控制在±0.30mm的范围内,将竹筒干燥除虫,干燥采用二段式,第一阶段含水率至15%,第二阶段采用120~230℃的蒸汽去除竹筒中附带的虫害,最终含水率控制在7~13%。
3.根据权利要求2所述的一种降低竹筒填充空心板内应力的方法,其特征在于:所述步骤二中用桉木、杨木、桦木中一种或多种原木旋切成的原木单板、胶合板或中纤板作为竹材填充空心板的表层。
4.根据权利要求3所述的一种降低竹筒填充空心板内应力的方法,其特征在于:所述两层表板的含水率与竹筒芯层的含水率保持一致。
5.根据权利要求4所述的一种降低竹筒填充空心板内应力的方法,其特征在于:所述步骤三中,芯层在干燥完成之后,通过边框与第一表板进行铺装,完成铺装后直接通过涂胶机对芯层表面进行涂胶,涂胶完成后将第二表板与涂胶后的芯层组坯并对其翻转,同时将边框与第一表板拆卸,对暴露在外的竹筒另一端进行涂胶,涂胶完成后通过轧刀对芯层进行轧压,使竹筒纵向裂成瓦片,竹筒断面之后,将第一表板与组坯完成后的芯层进行复合,完成组坯后施压,压力0.6~1.5mpa固化成型,卸压后冷却、养生制成竹筒填充空心板。
6.根据权利要求5所述的一种降低竹筒填充空心板内应力的方法,其特征在于:所述涂胶机选择柔性好的胶黏剂,减缓胶合面上因径向纤维分布不均匀以及竹材结构差异导致的干缩湿胀不一致造成的胶层应。
技术总结一种降低竹筒填充空心板内应力的方法,包括如下步骤:步骤一、芯层填料的制作:采用直径≤70mm的竹材,将原竹横截成相同长度(纤维方向)的竹筒,各竹筒长度公差控制在±0.30mm的范围内,将竹筒进行干燥、除虫,干燥采用二段式,第一阶段将含水率降至15%左右,第二阶段采用120~230℃的蒸汽去除竹筒中附带的虫害,高温处理后调整,最终含水率控制在7~13%;步骤二、两层表板的制作:采用桉木、杨木、桦木等原木旋切成的原木单板或胶合板或中纤板作为竹筒填充空心板的表层;步骤三、表层与芯层的复合:控制两层表板的含水率与竹筒芯层的含水率基本一致,并涂胶、组坯、胶合成型;胶合成型前通过轧刀对整体式竹筒进行轧裂、并选用柔性胶黏剂以适应竹瓦在干缩湿胀过程中的形变,有效降低芯层与表层单板间胶层的内应力,保证该板材在后续使用中不会因为竹筒开裂以及形变,造成的胶层内应力过大而开胶,达到提高板材平整度及使用寿命。技术研发人员:吴水根,沈钰程,李想军,王梦宇,张相云,张辉,刘志坤受保护的技术使用者:江山欧派门业股份有限公司技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299463.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表