一种利用3d打印于预拉伸织物的塑形方法和3d打印织物产品
- 国知局
- 2024-09-19 14:40:02
本发明涉及功能面料塑形技术,特别涉及一种利用3d打印于预拉伸织物的塑形方法和3d打印织物产品。
背景技术:
1、3d打印技术自其诞生以来,已经在多个领域得到了广泛应用,从制造业、医疗、建筑到时尚设计等。传统的3d打印通常采用熔融沉积建模(fdm)、立体光刻(sla)、选择性激光烧结(sls)等方式,主要用于制造硬质材料的三维对象。这些技术因其高精度和灵活性在生产原型、定制化零件和小批量生产中表现出色。然而,3d打印技术在柔性材料尤其是织物上的应用相对较少。
2、现有的3d打印织物技术通常以直接逐层沉积方式构建对象,例如通过熔融沉积建模(fdmtm),如中国专利cn202311150780.3所描述,它通过打印硬质片状物在柔性织物基底上实现布料的装饰和功能性。尽管这种方法因其简易性而广受欢迎,但它存在诸多缺陷,例如无法进行织物的形态塑造和控制,仅通过附着于织物表面装饰。织物的灵活性和硬质3d打印材料(pla塑料)的结合能产生丰富的形态和功能性,尤其适用于鞋类、服装及其他需要结构性塑形织物的产品的设计与制造。
3、如下为现有技术的列举:
4、(1)形状记忆聚合物(smp)技术:
5、方法:使用形状记忆聚合物作为打印材料,通过外部刺激(如温度、光线、湿度)引发材料发生形态变化。smp材料在打印后可以被编程为特定的形状,遇到刺激后会恢复到原始形态。
6、(2)形状记忆合金(sma)技术:
7、方法:使用形状记忆合金(如镍钛合金)作为打印材料,通过温度变化引发合金发生形态变化。sma材料在低温下可以被变形,加热到特定温度后会恢复到预设形状。
8、(3)水凝胶材料技术:
9、方法:使用具有吸水特性的水凝胶材料,通过吸收或失去水分引发材料膨胀或收缩,形成特定的形态变化。水凝胶材料可以通过调节水分含量实现可控的形态变化。
10、(4)双材料打印技术:
11、方法:使用两种不同特性的材料进行打印,通过不同材料的热膨胀系数或其他物理特性的差异,引发打印对象在外部刺激下发生形态变化。典型方法包括将一种材料嵌入到另一种材料中,实现可控的形态变化。
12、(5)生物打印技术:
13、方法:使用生物材料和细胞进行打印,通过细胞的生长和组织重组,实现生物结构的自我组装和形态变化。生物打印技术能够模拟生物体的自然生长过程,实现复杂的生物结构。
14、(6)温度响应材料技术:
15、方法:使用温度响应材料,通过温度变化引发材料的形态变化。例如,利用温变聚合物材料在特定温度下变软或变硬,实现自适应结构的变形。
16、(7)空心管道穿绳技术:
17、方法:通过3d打印技术制造带有空心管道的结构,在打印过程中预埋拉绳或其他可控材料。完成打印后,通过拉动或控制这些预埋材料,实现结构的形态变化。
18、如下为现有打印技术的缺点列举:
19、(1)形态控制精度:许多4d打印技术在形态变化的精度和可重复性方面存在一定的限制,难以实现高精度的控制。
20、(2)材料特性限制:现有的智能材料在机械强度、耐久性和响应速度方面存在一定的局限,影响了4d打印对象的性能。
21、(3)工艺复杂性:4d打印技术通常需要复杂的设备和工艺,成本较高,不适合大规模生产。
22、(4)外部刺激条件:许多4d打印技术需要特定的外部刺激条件(如温度、湿度、光线),在实际应用中受到一定的限制。
23、(5)结构设计复杂性:空心管道穿绳技术和双材料打印技术在结构设计和制造过程中需要精确控制,增加了设计和制造的复杂性。
24、因此,需要一种更加简易快速的方法能够结合织物的灵活性和硬质材料的结构性,实现复杂和多样的形态设计;提高3d打印织物产品的设计和制造水平,适用于鞋类、服装及其他需要结构性塑形的产品设计与制造。
技术实现思路
1、发明目的:本发明目的是提供具良好塑形功能与灵活性的一种快速利用3d打印于预拉伸织物的塑形方法和3d打印织物产品。
2、技术方案:本发明一方面提供所述利用3d打印于预拉伸织物的塑形方法,根据产品预期造型表面上各点的高斯曲率值,将预期造型的表面区域按曲率进行分类,并据此规划相应的三维打印路径,将三维打印路径展平为二维平面路径,在三维建模软件中处理得到3d打印实体。
3、进一步地,包括如下步骤:
4、(1)高斯曲率分析:首先进行模型表面的高斯曲率分析,计算模型表面上各点的高斯曲率值;
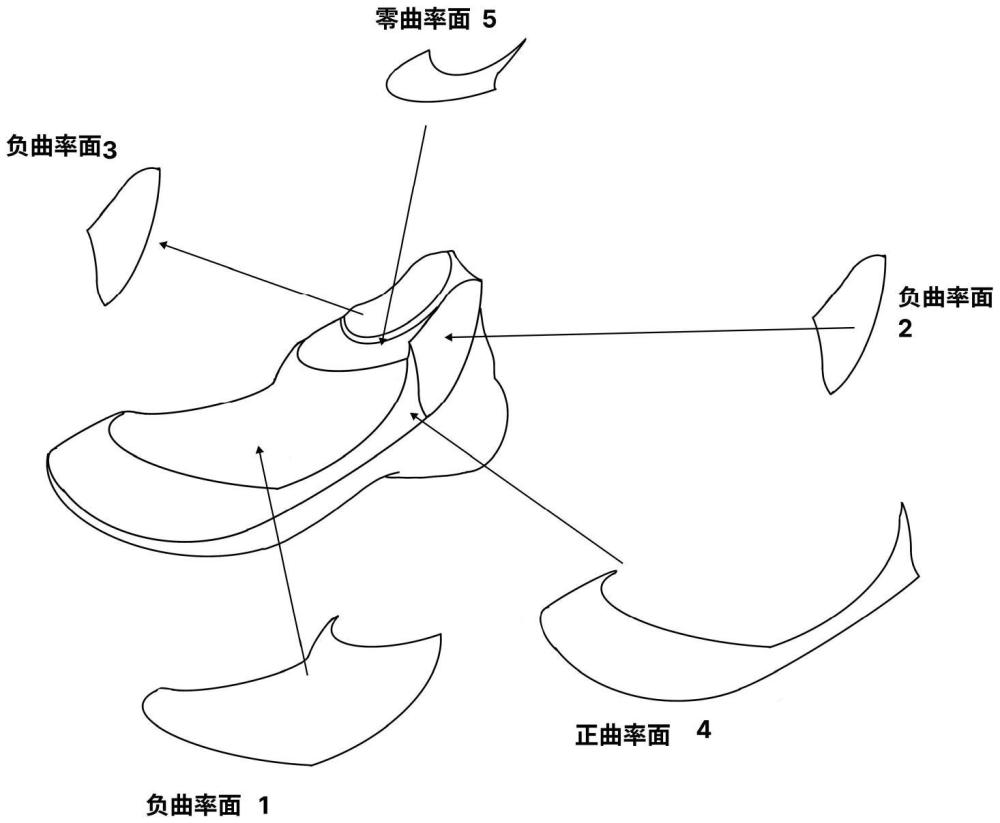
5、(2)曲率分类:将曲率值与预设阈值ε比较,划分为正曲率面、负曲率面和零曲率面;
6、(3)打印路径规划:获得三维打印路径;
7、(4)二维展平:将三维打印路径展平为二维平面路径,并在三维建模软件中处理得到3d打印实体;
8、(5)实际打印:利用夹具将预拉伸织物装载于打印台上,调整打印参数并使用pla打印材料进行制造;
9、(6)塑形:打印完成后,通过裁剪和织物的自然收缩完成产品塑形。
10、进一步地,所述步骤(3)的打印路径规划方法为:
11、a:负曲率面:在高斯曲率值最大的点沿主曲率方向绘制曲线,生成打印路径;
12、b:正曲率面,采用两种方式:
13、以高斯曲率最大点为中心,半径按照曲率值变化的六边形图案,
14、沿曲率方向的曲线打断,通过不同长度的短线相互间隔排布;
15、c:零曲率面:根据设计需求绘制自由曲线或保留为空白区域。
16、进一步地,所述正曲率面划分依据为:区域各点上高斯曲率数值均大于正阈值ε的称作正曲率面。
17、进一步地,所述负曲率面划分依据为:区域各点上高斯曲率数值均小于负阈值-ε的称作负曲率面。
18、进一步地,所述零曲率面划分依据为:区域各点上高斯曲率值在-ε和ε之间的称作零曲率面。
19、进一步地,针对鞋类三维模型和自由表达类三维模型。
20、进一步地,当针对鞋类三维模型时,分别对正曲率、负曲率、零曲率面进行3d打印路径规划。
21、进一步地,当针对鞋类三维模型时,分别对正曲率、负曲率进行3d打印路径规划。
22、本发明另一方面提供所述的方法制备得到的3d打印织物产品。
23、与现有技术相比,本发明的有益效果在于:
24、1、生产快速,在2h内即可完成从计算到实际生产全过程;
25、2、材料环保,仅需织物+6minpla打印路径即可成型;
26、3、结合织物的灵活性和硬质材料的结构性,实现复杂和多样的形态设计;
27、4、提高3d打印织物产品的设计和制造水平,适用于鞋类、服装及其他需要结构性塑形的产品;
28、5、有效整合几何分析和制造过程,提高生产效率和打印质量,优化材料使用和产品性能。
本文地址:https://www.jishuxx.com/zhuanli/20240919/299494.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表