硫系玻璃毛坯透镜的加工方法及硫系玻璃毛坯透镜与流程
- 国知局
- 2024-09-19 14:42:25
本申请涉及光学冷加工,尤其涉及一种硫系玻璃毛坯透镜的加工方法及硫系玻璃毛坯透镜。
背景技术:
1、硫系玻璃由于具备折射率高、红外透过窗口宽、化学及热学稳定性好等优点,已经成为制备红外光学透镜的新型材料。目前,硫系玻璃透镜可采用精密模压或光学冷加工的方式加工。其中,精密模压是指将硫系玻璃预形体放入模具中,并采用模压设备对模具进行模压操作,以将预形体压制为硫系玻璃透镜的加工方式。虽然精密模压具备生产效率高和重复性好的优点,但其设备成本和模具成本等技术成本均较高,不适用于非批量生产中。
2、光学冷加工为传统的透镜加工方式,具有生产灵活性高的优点,适用于定制化透镜、样品化透镜等非批量透镜生产中。在光学冷加工的加工过程中,先通过切割、粗磨制得硫系玻璃毛坯透镜,再对硫系玻璃毛坯透镜进行精磨和抛光,以得到满足应用需要的硫系玻璃透镜。然而,由于硫系玻璃的热膨胀系数较大,材料偏软,采用现有的光学冷加工方式制备得到的硫系玻璃毛坯透镜容易出现热裂、划痕和麻面等缺陷,存在良品率低的问题,增加了硫系玻璃毛坯透镜的生产成本。
技术实现思路
1、本申请的目的旨在至少能解决上述的技术缺陷之一,特别是现有技术中良品率低的技术缺陷。
2、第一方面,本申请实施例提供了一种硫系玻璃毛坯透镜的加工方法,包括:
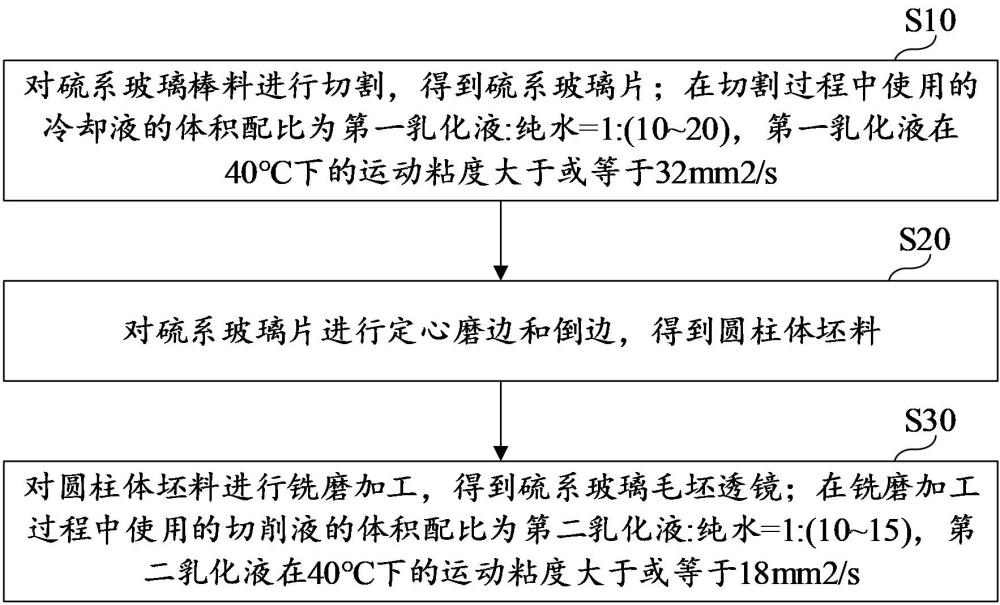
3、对硫系玻璃棒料进行切割,得到硫系玻璃片;在所述切割过程中使用的冷却液的体积配比为第一乳化液:纯水=1:(10~20),所述第一乳化液在40℃下的运动粘度大于或等于32mm2/s;
4、对所述硫系玻璃片进行定心磨边和倒边,得到圆柱体坯料;
5、对所述圆柱体坯料进行铣磨加工,得到硫系玻璃毛坯透镜;在所述铣磨加工过程中使用的切削液的体积配比为第二乳化液:纯水=1:(10~15),所述第二乳化液在40℃下的运动粘度大于或等于18mm2/s。
6、在其中一个实施例中,在所述切割过程中使用的冷却液的体积配比为第一乳化液:纯水=1:(10~15)。
7、在其中一个实施例中,所述对所述圆柱体坯料进行铣磨加工,得到硫系玻璃毛坯透镜,包括:
8、提供坯料夹具,所述坯料夹具形成有内径为d1的圆柱形容纳腔,dmin1≤d1≤dmax,dmin1=d2+0.02mm,dmax=d2+0.05mm,d2为所述圆柱体坯料的直径;
9、将所述圆柱体坯料放置在所述圆柱形容纳腔中,以使所述坯料夹具夹持所述圆柱体坯料;
10、将夹持有所述圆柱体坯料的所述坯料夹具置于铣床上,并通过所述铣床对所述圆柱体坯料进行铣磨加工,得到所述硫系玻璃毛坯透镜。
11、在其中一个实施例中,dmin2≤d1≤dmax,dmin2=d2+0.03mm。
12、在其中一个实施例中,所述坯料夹具形成收缩缝;当0mm<d2≤60mm时,所述收缩缝的缝宽为1.5mm;当60mm<d2≤130mm时,所述收缩缝的缝宽为2mm。
13、在其中一个实施例中,所述对硫系玻璃棒料进行切割,得到硫系玻璃片,包括:
14、采用隔离粘接法,将所述硫系玻璃棒料与内圆切割机的粘接工装进行粘接;
15、利用所述内圆切割机对所述硫系玻璃棒料进行切割,得到所述硫系玻璃片。
16、在其中一个实施例中,在所述切割过程中,所述内圆切割机的主轴转速2800r/min,切削进给2mm/min~8mm/min。
17、在其中一个实施例中,所述对所述硫系玻璃片进行定心磨边和倒边,得到圆柱体坯料,包括:
18、利用定心磨边机对所述硫系玻璃片进行直径滚圆,得到滚圆坯料;
19、在倒角机的承载板粘贴pet膜;
20、将所述滚圆坯料置于所述pet膜上,利用所述倒角机对所述滚圆坯料进行倒边,得到所述圆柱体坯料。
21、在其中一个实施例中,在所述直径滚圆过程中使用的冷却液的体积配比为磨边液:纯水=1:15,所述定心磨边机的砂轮转速为3000r/min,主轴转速为2.8r/min ~28r/min。
22、在本申请一些实施例提供的硫系玻璃毛坯透镜的加工方法中,棒料切割过程使用的冷却液按照第一乳化液:纯水=1:(10~20)的比例配置,且第一乳化液在40℃下的运动粘度大于或等于32mm2/s。铣磨加工过程使用的切削液按照第二乳化液:纯水=1:(10~15)的比例配置,且第二乳化液在40℃下的运动粘度大于或等于18mm2/s。如此,可确保切割过程和铣磨加工过程都具备足够的润滑度,从而可降低由润滑度不够导致的热裂缺陷和麻面缺陷,进而可提高硫系玻璃毛坯透镜的表面质量,并提高良品率。此外,还可降低后续精磨和抛光的磨削量。
23、第二方面,本申请实施例提供了一种硫系玻璃毛坯透镜,采用上述任一实施例所述硫系玻璃毛坯透镜的加工方法加工得到。
技术特征:1.一种硫系玻璃毛坯透镜的加工方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,在所述切割过程中使用的冷却液的体积配比为第一乳化液:纯水=1:(10~15)。
3.根据权利要求1所述的方法,其特征在于,所述对所述圆柱体坯料进行铣磨加工,得到硫系玻璃毛坯透镜,包括:
4.根据权利要求3所述的方法,其特征在于,dmin2≤d1≤dmax,dmin2=d2+0.03mm。
5.根据权利要求3或4所述的方法,其特征在于,所述坯料夹具形成收缩缝;当0mm<d2≤60mm时,所述收缩缝的缝宽为1.5mm;当60mm<d2≤130mm时,所述收缩缝的缝宽为2mm。
6.根据权利要求1至4任一项所述的方法,其特征在于,所述对硫系玻璃棒料进行切割,得到硫系玻璃片,包括:
7.根据权利要求6所述的方法,其特征在于,在所述切割过程中,所述内圆切割机的主轴转速2800r/min,切削进给2mm/min~8mm/min。
8.根据权利要求1至4任一项所述的方法,其特征在于,所述对所述硫系玻璃片进行定心磨边和倒边,得到圆柱体坯料,包括:
9.根据权利要求8所述的方法,其特征在于,在所述直径滚圆过程中使用的冷却液的体积配比为磨边液:纯水=1:15,所述定心磨边机的砂轮转速为3000r/min,主轴转速为2.8r/min ~28r/min。
10.一种硫系玻璃毛坯透镜,其特征在于,采用如权利要求1至9任一项所述硫系玻璃毛坯透镜的加工方法加工得到。
技术总结本申请提供了一种硫系玻璃毛坯透镜的加工方法及硫系玻璃毛坯透镜。其中,棒料切割过程使用的冷却液按照第一乳化液:纯水=1:(10~20)的比例配置,且第一乳化液在40℃下的运动粘度大于或等于32mm<supgt;2</supgt;/s。铣磨加工过程使用的切削液按照第二乳化液:纯水=1:(10~15)的比例配置,且第二乳化液在40℃下的运动粘度大于或等于18mm<supgt;2</supgt;/s。如此,可确保切割过程和铣磨加工过程都具备足够的润滑度,从而可降低由润滑度不够导致的热裂缺陷和麻面缺陷,进而可提高硫系玻璃毛坯透镜的表面质量,并提高良品率。此外,还可降低后续精磨和抛光的磨削量。技术研发人员:潘澍明,王芝琳,罗航,王芝成,尹士平,孙超,王艺娜,梁永生,苏华运受保护的技术使用者:安徽光智科技有限公司技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299743.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表