纸杯碗成型设备的间隙式送料机构的制作方法
- 国知局
- 2024-09-19 14:44:07
本技术涉及纸杯机领域,尤其涉及纸杯碗成型设备的间隙式送料机构。
背景技术:
1、纸杯成型或者纸碗成型都需要的扇形片,扇形片围绕成圈形成纸杯或者纸碗的侧壁,扇形片表面为淋膜涂层,片料叠放在料架上,需要有工作人员或者相应的送纸机构进行送纸,但是由于料架的入口是在上方的,每次片料进纸是一次性较多的片料送入料架内的。且片料从竖立状进入料架中呈翻倒状是需要引导的,较多的片料一次性进入料架会压到下方的片料,但是如果片料进入料架的片料少、频次高,则会不好协调进料和下方吸料的进程,进纸输送距离也不好控制,且这种方式的送料,片料进入料架不稳定,进纸量也不好把控。
2、因此需要一种可以间隙式送料机构,来保证送纸入料架的过程稳定,且可以即时补充料架的纸张,实现持续走料。
技术实现思路
1、本实用新型针对现有技术中进纸输送距离也不好控制、片料进入料架不稳定的缺点,提供纸杯碗成型设备的间隙式送料机构。
2、解决上述技术问题,本实用新型通过下述技术方案得以解决:
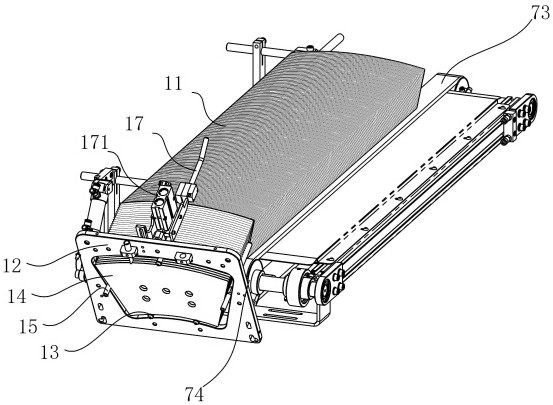
3、纸杯碗成型设备的间隙式送料机构,包括机架,机架上设有料架和走纸机构,料架包括供片料上下层叠的入料空间,走纸机构具有供片料竖立输送的输送空间,入料空间与输送空间相互衔接,料架底部具有入料承托面,走纸机构包括与竖立的片料底面接触的送纸承托面,入料承托面与送纸承托面之间的夹角为α,90°<α<180°。料架1上可以储一叠片料,假设料架1上的片料垂直入料承托面14叠放,走纸机构上的片料垂直送纸承托面71叠放,则料架1上的片料与走纸机构前端的片料之间的夹角与α是互补的,随着料架1底部的片料逐渐被取走,夹角会变大,但始终呈锐角,感应装置感应到料架1上的片料11少于设定值时,走纸机构向前送纸,走纸机构前端一部分的片料会进入料架1上,则料架1上的片料与走纸机构前端的片料之间的夹角又会变小,以此反复。解决了原先补料需要额外的机械手或人工的问题,无需人工参与自动补料,自动、规律性地进行补料,由于走纸机构与料架上的片料夹角角度小又有一定的夹角产生分界线供感应装置感应,可以保持片料进入料架的稳定性。通过改变料架与走纸机构的角度,使料架的片料与走纸机构的片料直接接触形成一定的缺料夹角,并采用感应装置低位控制,实现间隙式的连续供料。
4、作为优选,料架上设置有感应装置和主控装置,感应装置与主控装置连接,主控装置与走纸机构连接,感应装置感应位置正对着料架,感应装置感应到料架上的片料少于设定值时,感应装置缺料信号至主控装置,主控装置控制走纸机构送料。
5、料架的上方沿着片料的叠放方向设置有片料拍杆,片料拍杆连接有动力源用于拍打片料的上边缘,感应装置安装在片料拍杆上。动力源可以为电机或者气缸,用于片料拍杆的前后或上下摆动,便于纸张与纸张之间分离地更加彻底。
6、作为优选,走纸机构还包送料导杆,送料导杆位于送纸承托面上方的侧边,送料导杆向着走纸机构的送纸方向延伸。
7、作为优选,走纸机构包括输送带和传动轮,输送带套设在传动轮上,送纸承托面在输送带的上表面形成,入料空间与输送空间的衔接处的下方设置有其中一个传动轮。
8、作为优选,料架包括限位板,限位板的中央设置有供片料脱离的出料槽。
9、作为优选,出料槽的边缘处设置有用于对片料限位的限位凸起,各个限位凸起在出料槽槽壁的布置位置与片料外轮廓相匹配,入料承托面在各个限位凸起的上表面形成。
10、作为优选,料架的周围沿着片料的叠放方向设置有片料导向杆,至少底部的片料导向杆的底端设置有限位凸起。在没有受到外力时片料会卡在限位凸起的上方,所有片料导向杆设置的限位凸起形成入料承托面,片料在被吸附后,略微向内变形,从限位凸起的侧边拖出。
11、本实用新型由于采用了以上技术方案,具有显著的技术效果:由于料架与送料架面板存在一定夹角,片料由走纸机构的输送空间送至料架的入料空间,这种角度的设置可以让走纸机构的片料在进入入料空间时只转过很小的角度;当料架上片料减少后,感应装置在感应片料产生缺料信号,主控装置接收缺料信号,发送信号驱动输送带送料,实现间隙式的连续供料,保证了走纸机构与料架之间送料的稳定性。
技术特征:1.纸杯碗成型设备的间隙式送料机构,包括机架(6),机架(6)上设有料架(1)和走纸机构,料架(1)包括供片料(11)上下层叠的入料空间,走纸机构具有供片料(11)竖立输送的输送空间,其特征在于:入料空间与输送空间相互衔接,料架(1)底部具有入料承托面(14),走纸机构包括与竖立的片料(11)底面接触的送纸承托面(71),入料承托面(14)与送纸承托面(71)之间的夹角为α,90°<α<180°。
2.根据权利要求1所述的纸杯碗成型设备的间隙式送料机构,其特征在于:料架(1)上设置有感应装置(16)和主控装置,感应装置(16)与主控装置连接,主控装置与走纸机构连接,感应装置(16)感应位置正对着料架(1),感应装置(16)感应到料架(1)上的片料(11),感应料架(1)上的片料(11)少于设定值时,感应装置(16)缺料信号至主控装置,主控装置控制走纸机构送料。
3.根据权利要求2所述的纸杯碗成型设备的间隙式送料机构,其特征在于:料架(1)的上方沿着片料(11)的叠放方向设置有片料拍杆(17),片料拍杆(17)连接有动力源(171)用于拍打片料(11)的上边缘,感应装置(16)安装在片料拍杆(17)上。
4.根据权利要求1所述的纸杯碗成型设备的间隙式送料机构,其特征在于:走纸机构还包送料导杆(72),送料导杆(72)位于送纸承托面(71)上方的侧边,送料导杆(72)向着走纸机构的送纸方向延伸。
5.根据权利要求1所述的纸杯碗成型设备的间隙式送料机构,其特征在于:走纸机构包括输送带(73)和传动轮(74),输送带(73)套设在传动轮(74)上,送纸承托面(71)在输送带(73)的上表面形成,入料空间与输送空间的衔接处的下方设置有其中一个传动轮(74)。
6.根据权利要求1所述的纸杯碗成型设备的间隙式送料机构,其特征在于:料架(1)包括限位板(12),限位板(12)的中央设置有供片料(11)脱离的出料槽。
7.根据权利要求6所述的纸杯碗成型设备的间隙式送料机构,其特征在于:出料槽的边缘处设置有用于对片料(11)限位的限位凸起(13),各个限位凸起(13)在出料槽槽壁的布置位置与片料(11)外轮廓相匹配,入料承托面(14)在各个限位凸起(13)的上表面形成。
8.根据权利要求7所述的纸杯碗成型设备的间隙式送料机构,其特征在于:料架(1)的周围沿着片料(11)的叠放方向设置有片料导向杆(15),至少底部的片料导向杆(15)的底端设置有限位凸起(13)。
技术总结本技术涉及纸杯机领域,公开纸杯碗成型设备的间隙式送料机构,包括机架,机架上设有料架和走纸机构,料架包括供片料上下层叠的入料空间,走纸机构具有供片料竖立输送的输送空间,入料空间与输送空间相互衔接,料架底部具有入料承托面,走纸机构包括与竖立的片料底面接触的送纸承托面,入料承托面与送纸承托面之间的夹角为α,90°<α<180°。本技术由于料架与送料架面板存在一定夹角,片料由走纸机构的输送空间送至料架的入料空间,这种角度的设置可以让走纸机构的片料在进入入料空间时只转过很小的角度。技术研发人员:陈强,贺亮,张辉受保护的技术使用者:浙江新德宝机械有限公司技术研发日:20231212技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299915.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。