U型卡具冲压一次性成型模具的制作方法
- 国知局
- 2024-09-23 15:00:21
本技术属于模具,具体涉及u型卡具冲压一次性成型模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种工具。模具一般为单件,小批生产。凹模是成型产品外形的主要部件。其结构特点﹕随产品的结构和模具的加工方法而变化;
2、目前常见的模具多仅为两部分,即为公知的上模和下模,但上模和下模一体化的结构使得当需要进行换模时,需将上模和下模都进行拆卸,上模相对较轻,但是下模较重,所以换模时较为费力,效率低下。
技术实现思路
1、针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供u型卡具冲压一次性成型模具。
2、为实现上述技术目的,本实用新型采用的技术方案如下:
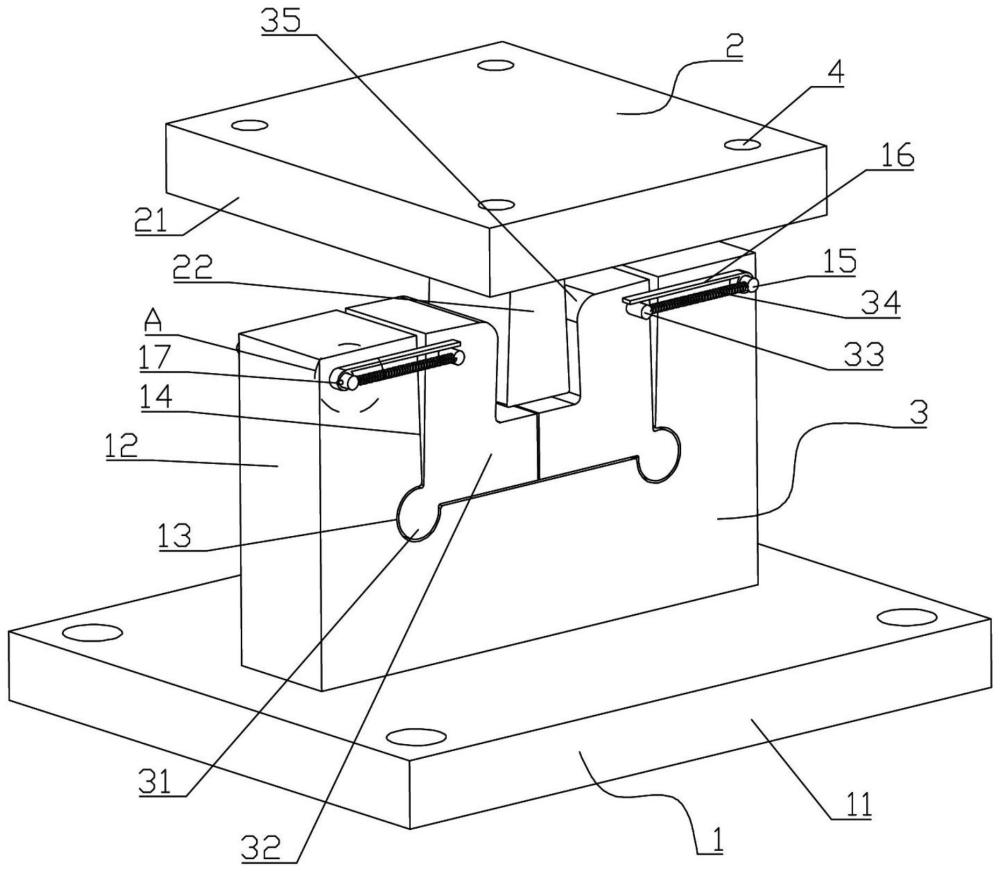
3、u型卡具冲压一次性成型模具,包括下模座和上模座,所述下模座安装有模件;
4、所述下模座包括下安装板,所述下安装板安装有基座,所述基座对称设有两个柱形槽,所述基座设有与两个所述柱形槽连通的工作槽,所述基座两侧对称安装有圆柱,所述圆柱套设式安装有挡条,所述圆柱安装有插销;
5、所述上模座包括上安装板,所述上安装板和所述下安装板均设有安装孔,所述上安装板安装有压件;
6、所述模件有两块,两块所述模件规格尺寸相同,两块所述模件相对安装,所述模件包括尺寸匹配所述柱形槽的转柱,所述转柱一体连接有位于所述工作槽内的塑形块,所述塑形块侧面连接有配合柱。
7、进一步限定,所述配合柱和所述圆柱之间连接有弹簧,这样的设计,给与塑形块向着中间位置移动的力,则底部不会上翘,保证冲压成型时能与上模座的完美配合。
8、进一步限定,所述塑形块的接触面设有圆角,这样的设计,与上模座的配合效果好的同时,减小冲压时对工件的损伤。
9、进一步限定,所述柱形槽为四分之三柱形槽,这样的设计,对转柱的卡位效果好,转柱不易脱出柱形槽。
10、进一步限定,所述安装孔为沉头孔,这样的设计,隐蔽式安装,不易造成干涉。
11、采用本实用新型的有益效果:
12、采用本实用新型的结构设计,在换模时,无需对下模座进行拆卸更换,仅需对应更换模件即可,减轻了换模耗费的力气,节约了拆卸和安装下模座的时间,提高了换模效率;
13、采用本实用新型的结构设计,仅需生产不同规格的模件就能适配不同规格的零件的生产,节约了生产下模座的经济成本。
技术特征:1.u型卡具冲压一次性成型模具,包括下模座(1)和上模座(2),其特征在于:所述下模座(1)安装有模件(3);
2.根据权利要求1所述的u型卡具冲压一次性成型模具,其特征在于:所述配合柱(33)和所述圆柱(15)之间连接有弹簧(34)。
3.根据权利要求2所述的u型卡具冲压一次性成型模具,其特征在于:所述塑形块(32)的接触面设有圆角(35)。
4.根据权利要求3所述的u型卡具冲压一次性成型模具,其特征在于:所述柱形槽(13)为四分之三柱形槽。
5.根据权利要求4所述的u型卡具冲压一次性成型模具,其特征在于:所述安装孔(4)为沉头孔。
技术总结本技术属于模具技术领域,公开了U型卡具冲压一次性成型模具,包括下模座和上模座,所述下模座安装有模件;所述下模座包括下安装板,所述下安装板安装有基座,所述基座对称设有两个柱形槽,所述基座设有与两个所述柱形槽连通的工作槽,所述基座两侧对称安装有圆柱,所述圆柱套设式安装有挡条,所述圆柱安装有插销;所述上模座包括上安装板,所述上安装板和所述下安装板均设有安装孔,所述上安装板安装有压件;所述模件有两块,两块所述模件规格尺寸相同,两块所述模件相对安装,所述模件包括尺寸匹配所述柱形槽的转柱,所述转柱一体连接有位于所述工作槽内的塑形块,所述塑形块侧面连接有配合柱。技术研发人员:孔祥贞,陈竞,裴令龙,刘运成,安洪涛,孔华,孔健,刘文利,孔凡义受保护的技术使用者:山东鲁强电缆(集团)股份有限公司技术研发日:20240126技术公布日:2024/9/19本文地址:https://www.jishuxx.com/zhuanli/20240923/305181.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表