一种铸铁件加工用的开孔装置的制作方法
- 国知局
- 2024-10-09 16:10:20
本发明涉及铸铁件镗削加工,尤其涉及一种铸铁件加工用的开孔装置。
背景技术:
1、在现代工业生产中,铸铁件因其良好的铸造性能、耐磨性、减震性以及成本相对较低等优势,被广泛应用于机械制造、汽车、建筑等众多领域。铸铁是一种以铁、碳和硅为主要成分的合金材料,其种类繁多,包括灰铸铁、球墨铸铁、可锻铸铁等。不同类型的铸铁在性能和用途上有所差异,但在钻孔加工方面都面临着一些共同的挑战。在对铸铁件进行钻孔加工时,首先需要考虑铸铁的硬度和强度。虽然铸铁的硬度相对较低,但其中可能存在的硬质颗粒或杂质会对钻头造成磨损,降低钻头的使用寿命。同时,铸铁的脆性较大,在钻孔过程中容易产生裂纹和破碎,影响加工质量和工件的完整性。钻孔加工的精度要求也是一个重要方面。在许多应用场景中,铸铁件上的孔需要具有较高的尺寸精度、位置精度和表面粗糙度。例如,在汽车发动机缸体等关键部件中,孔的精度直接关系到发动机的性能和可靠性。
2、现有技术中,如图8所示,对于刚脱模的柱状铸铁件由于表面凹凸不平,首先需要对其外表进行车削,然后再更换钻孔车床进行钻孔操作;然而对柱状铸铁件外部车削后,更换钻孔车床需要新的夹具夹持铸铁件,然而新的夹具由于夹持位置改变很容易使柱状铸铁件轴心偏离,进而形成如图8中实线所示的钻孔(其中,实线的钻孔为新夹具夹持后偏离轴心的钻孔,虚线的钻孔为目标钻孔),因此更换夹具后钻孔过程中孔的轴心难以与外部轴心对齐,残次率较高。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
2、为此,本发明的目的在于提供一种铸铁件加工用的开孔装置,使钻孔后的铸铁件外表与钻孔为同心同轴,减少钻孔的偏移量,减少钻孔残次率。
3、为达到上述目的,本发明提出了一种铸铁件加工用的开孔装置,包括底座,以及设置在所述底座上的电动导轨驱动机构、钻孔机构和侧壁车削机构,其中,所述电动导轨驱动机构用于驱动钻孔机构和侧壁车削机构上下移动车削,所述电动导轨驱动机构包括主电动导轨和副电动导轨,其中,所述主电动导轨设置在所述底座上,所述主电动导轨上设置有第一驱动滑块,所述副电动导轨与第一驱动滑块连接,所述副电动导轨上设置有第二驱动滑块,所述侧壁车削机构设置在所述第二驱动滑块上,所述侧壁车削机构用于对铸铁件的侧壁进行车削处理,所述钻孔机构设置在副电动导轨上,所述钻孔机构包括钻孔刀头和液压杆,其中,所述液压杆设置在副电动导轨上,所述钻孔刀头与所述液压杆的动力轴连接,所述底座上设置用于驱动铸铁件转动的夹具机构。
4、进一步地,所述副电动导轨上滑动设置有端盖,所述端盖的内侧转动设置有端部夹持座,所述端部夹持座用于固定铸铁件的钻孔端面,所述钻孔刀头设置在端部夹持座内侧。
5、进一步地,所述副电动导轨上固定设置有横杆,所述横杆上设置有电动推杆,所述电动推杆的动力轴与所述端盖连接,所述液压杆贯穿所述横杆与端盖连接。
6、进一步地,所述端盖与端部夹持座之间设置有磁吸定位组件,所述磁吸定位组件用于锁定端部夹持座,所述磁吸定位组件包括电磁铁推杆和卡槽,其中,所述电磁铁推杆设置在端盖的底部,所述卡槽设置有多个,多个卡槽等间距地设置在端部夹持座的上表面,所述电磁铁推杆的动力轴上设置有卡杆,所述卡杆与卡槽相适配。
7、进一步地,所述端部夹持座的侧壁底部开设有废料导出槽,所述端部夹持座的下表面设置有打磨面。
8、进一步地,所述侧壁车削机构包括设置在所述第二驱动滑块上的车削刀头,所述端盖与所述车削刀头之间设置有可弹性伸缩的保护罩。
9、进一步地,所述底座上设置有对车削废料进行清除的废料清理机构,所述废料清理机构包括车削液泵、喷射杆和废料托,其中,所述喷射杆设置在所述夹具机构的一侧,所述喷射杆与车削液泵通过导流管连接,所述废料托设置在底座的上表面。
10、进一步地,所述液压杆的动力轴与钻孔刀头之间设置有刀头推杆,所述刀头推杆为中空结构,所述刀头推杆通过导流管与车削液泵连接,所述刀头推杆的底部开设有第一出液口,所述钻孔刀头的底部开设有第二出液口,所述第二出液口与刀头推杆内部连通。
11、进一步地,所述刀头推杆外部套设有导向滑套,所述导向滑套用于限制钻孔刀头沿垂直方向滑动。
12、进一步地,所述夹具机构包括电动夹具和夹具驱动电机,其中,所述夹具驱动电机设置在底座上,所述夹具驱动电机的动力轴与电动夹具连接,所述电动夹具底部设置有镂空的漏槽,所述废料托位于漏槽的正下方。
13、有益效果:本发明通过夹具机构带动铸铁件转动,侧壁车削机构对铸铁件外表进行车削,钻孔刀头对铸铁件进行钻孔;由于侧壁车削机构与钻孔刀头一同进给,侧壁车削机构与钻孔刀头相对位置不变,因此钻孔后外表距离钻孔的间距始终相等,继而铸铁件外表与钻孔为同心同轴,减少钻孔的偏移量,减少钻孔残次率。
14、本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
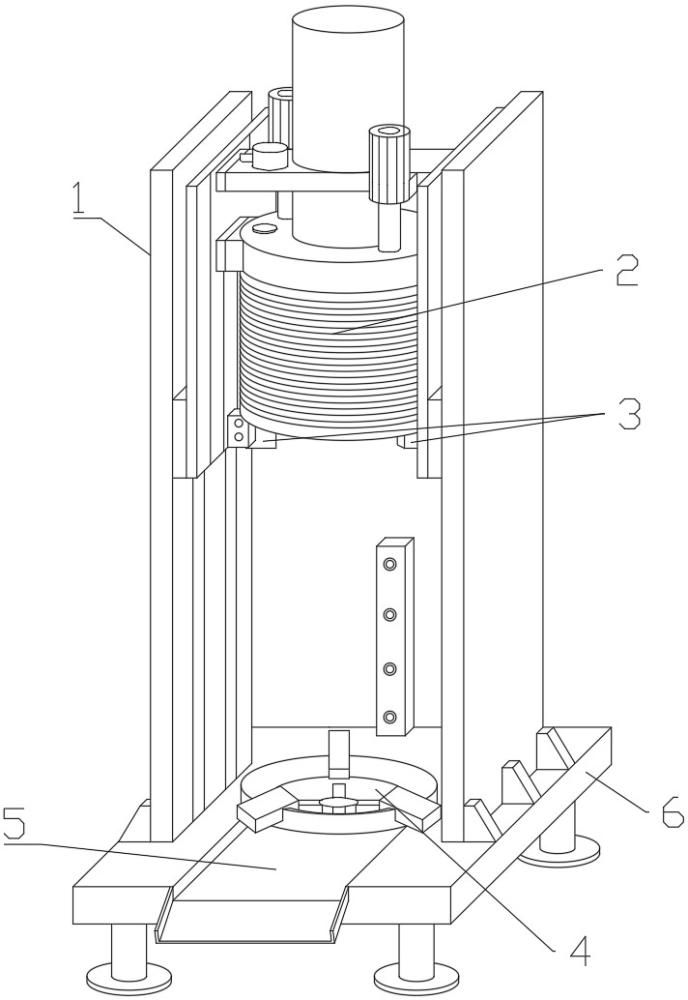
技术特征:1.一种铸铁件加工用的开孔装置,其特征在于,包括底座(6),以及设置在所述底座(6)上的电动导轨驱动机构(1)、钻孔机构(2)和侧壁车削机构(3),其中,所述电动导轨驱动机构(1)用于驱动钻孔机构(2)和侧壁车削机构(3)上下移动车削;
2.根据权利要求1所述的铸铁件加工用的开孔装置,其特征在于,所述副电动导轨(12)上滑动设置有端盖(23),所述端盖(23)的内侧转动设置有端部夹持座(25),所述端部夹持座(25)用于固定铸铁件的钻孔端面,所述钻孔刀头(28)设置在端部夹持座(25)内侧。
3.根据权利要求2所述的铸铁件加工用的开孔装置,其特征在于,所述副电动导轨(12)上固定设置有横杆(27),所述横杆(27)上设置有电动推杆(22),所述电动推杆(22)的动力轴与所述端盖(23)连接,所述液压杆(21)贯穿所述横杆(27)与端盖(23)连接。
4.根据权利要求2所述的铸铁件加工用的开孔装置,其特征在于,所述端盖(23)与端部夹持座(25)之间设置有磁吸定位组件(26),所述磁吸定位组件(26)用于锁定端部夹持座(25),所述磁吸定位组件(26)包括电磁铁推杆(261)和卡槽(263),其中,所述电磁铁推杆(261)设置在端盖(23)的底部,所述卡槽(263)设置有多个,多个卡槽(263)等间距地设置在端部夹持座(25)的上表面,所述电磁铁推杆(261)的动力轴上设置有卡杆(262),所述卡杆(262)与卡槽(263)相适配。
5.根据权利要求2所述的铸铁件加工用的开孔装置,其特征在于,所述端部夹持座(25)的侧壁底部开设有废料导出槽(251),所述端部夹持座(25)的下表面设置有打磨面。
6.根据权利要求5所述的铸铁件加工用的开孔装置,其特征在于,所述侧壁车削机构(3)包括设置在所述第二驱动滑块(31)上的车削刀头(32),所述端盖(23)与所述车削刀头(32)之间设置有可弹性伸缩的保护罩(24)。
7.根据权利要求1所述的铸铁件加工用的开孔装置,其特征在于,所述底座(6)上设置有对车削废料进行清除的废料清理机构(5),所述废料清理机构(5)包括车削液泵(51)、喷射杆(52)和废料托(53),其中,所述喷射杆(52)设置在所述夹具机构(4)的一侧,所述喷射杆(52)与车削液泵(51)通过导流管(511)连接,所述废料托(53)设置在底座(6)的上表面。
8.根据权利要求7所述的铸铁件加工用的开孔装置,其特征在于,所述液压杆(21)的动力轴与钻孔刀头(28)之间设置有刀头推杆(281),所述刀头推杆(281)为中空结构,所述刀头推杆(281)通过导流管(511)与车削液泵(51)连接,所述刀头推杆(281)的底部开设有第一出液口(282),所述钻孔刀头(28)的底部开设有第二出液口(284),所述第二出液口(284)与刀头推杆(281)内部连通。
9.根据权利要求8所述的铸铁件加工用的开孔装置,其特征在于,所述刀头推杆(281)外部套设有导向滑套(283),所述导向滑套(283)用于限制钻孔刀头(28)沿垂直方向滑动。
10.根据权利要求7所述的铸铁件加工用的开孔装置,其特征在于,所述夹具机构(4)包括电动夹具(41)和夹具驱动电机(43),其中,所述夹具驱动电机(43)设置在底座(6)上,所述夹具驱动电机(43)的动力轴与电动夹具(41)连接,所述电动夹具(41)底部设置有镂空的漏槽(42),所述废料托(53)位于漏槽(42)的正下方。
技术总结一种铸铁件加工用的开孔装置,涉及铸铁件镗削加工领域,包括底座,以及设置在底座上的电动导轨驱动机构、钻孔机构和侧壁车削机构,电动导轨驱动机构用于驱动钻孔机构和侧壁车削机构上下移动车削,电动导轨驱动机构包括主电动导轨和副电动导轨,侧壁车削机构用于对铸铁件的侧壁进行车削处理,钻孔机构设置在副电动导轨上,钻孔机构包括钻孔刀头和液压杆。本发明的铸铁件加工用的开孔装置,通过侧壁车削机构对铸铁件外表车削,钻孔刀头对铸铁件钻孔,由于侧壁车削机构与钻孔刀头一同进给,侧壁车削机构与钻孔刀头相对位置不变,因此钻孔后外表距离钻孔的间距始终相等,继而铸铁件外表与钻孔为同心同轴,减少钻孔的偏移量,减少钻孔残次率。技术研发人员:刘尊礼,王伟,杜守春受保护的技术使用者:徐州万佳机电设备制造有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/311995.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表