用于轨道的铝热焊接的模具的制作方法
- 国知局
- 2024-10-09 15:05:53
本发明涉及一种用于轨道的铝热焊接的模具。
背景技术:
1、已知通过铝热焊接来焊接两个连续的轨道以形成列车导轨。为了进行这种焊接,典型地包括两个或三个部件的由耐火材料制成的模具被放置在待焊接的轨道的端部周围,所述端部被英语术语中称为“spacer”或“gap”的距离分隔开。模具的部件与轨道的所述端部一起限定了模腔。然后将包含铝热负载的坩埚放置在所述模具上,并触发铝热反应。所述反应产生熔融金属,该熔融金属从坩埚流入模具中并充注模腔。金属在冷却时硬化,并且模具可以被移除或破坏,然后可以执行精加工步骤,比如对多余的金属进行研磨和对焊接区域进行抛光。一旦铝热焊接完成后,通过非破坏性方法、特别是通过焊接的超声波检查进行质量控制。
2、典型地,铝热焊接通过中心浇注来进行(英语术语中称为“central pouring”),其中,熔融金属从坩埚流到放置在轨道上方的模具的两个部分之间的止动件上。金属被止动件分成两股液流,从顶部到底部直接流入模腔中,然后在侧排放口处上升。金属射流在模具的底部上产生单次冲击,该单次冲击相对于间隔在纵向方向(轨道的长度方向)和横向方向(轨道的宽度方向)上居中。
3、另一种可能性是自底部向上的浇注(在英语术语中也称为“rising pouring”,或“bottom-up pouring”),其中,熔融金属从坩埚流到放置在轨道上方的模具的两个部分之间的止动件上。因此,金属在止动件的两侧上被分成两股液流,流向终止于轨道的脚部区域的相应的侧向充注管。与中心浇注相反,模腔从充注管的出口孔自底部向顶部充注。此外,在模具的底部,两股金属射流产生两次冲击,这两次冲击仅在纵向方向上相对于间隔居中。
4、专利fr2966172描述了一种用于进行自底部向上浇注的铝热焊接的模具。
5、鉴于与轨道焊接的质量相关的标准的发展变得越来越严格,过多的缺陷通常在中心浇注和自底部向上浇注的过程中变得明显。这些缺陷尤其可能影响焊接区域的抗弯强度。
技术实现思路
1、本发明的目的是提供一种用于轨道的铝热焊接的模具,该模具优化了焊接的冶金质量,并相应地降低了铁路的维护成本。
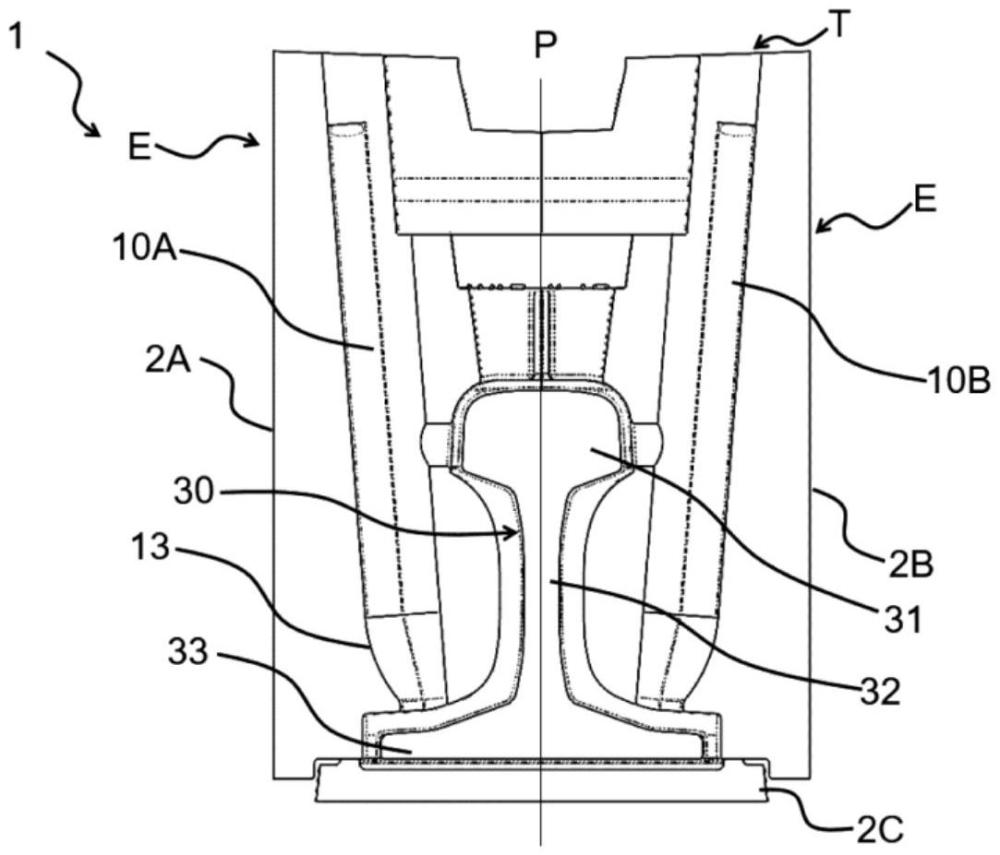
2、为此目的,本发明提出了一种用于两个轨道的铝热焊接的模具,所述模具包括由耐火材料制成的至少两个侧向部件,所述侧向部件被配置成彼此相对地临时安装在待焊接轨道的端部的两侧上,以在轨道的所述端部之间限定模腔,每个侧向部件包括至少一个充注管,所述至少一个充注管被配置成将熔融金属从模具的上部部分输送向位于轨道脚部区域中的模腔区域,其特征在于,每个充注管具有与相应管中的熔融金属的流动轴线垂直的截面,该截面具有变窄部分,以在与待焊接的两个轨道共有的平均纵向平面相反的方向上逐渐减小所述截面的宽度。
3、模具的这种几何形状增加了浇注期间的熔融金属的速度,并且因此减少了熔融金属与模具的热交换。因此,进入模腔的金属的温度非常高,这有助于轨道在适于产生良好的焊接冶金质量的范围上的熔化。良好的冶金质量经由减少甚至消除焊缝内的缺陷以及提高焊缝的抗弯强度来体现。
4、有利地,每个充注管在变窄区域中具有两个基本上平坦的壁。所述壁形成40°至90°之间的角度。
5、优选地,每个充注管的截面还具有圆弧形式的凹入部分,该凹入部分朝向与待焊接的两个轨道共有的平均纵向平面定向。
6、有利地,每个充注管的水平横截面从模具的顶部到底部连续地减小。每个充注管在下部开口区域中的水平横截面小于所述充注管在上部开口区域中的水平横截面的40%至80%。
7、有利地,在每个充注管的下端部具有在与待焊接的两个轨道共有的平均纵向平面的方向上的弯曲部分。以这种方式,每个充注管被布置成使得将熔融金属输送到轨道的脚部区域中的单独冲击区域上。
8、在一些实施例中,模具还包括第三部件,该第三部件适于与待焊接的轨道脚部的下表面接触,并限定模腔的基座。
9、优选地,每个充注管在平均平面的方向上从模具的顶部到底部倾斜。
技术特征:1.一种用于两个轨道(30)的铝热焊接的模具(1),所述模具(1)包括由耐火材料制成的至少两个侧向部件(2a,2b),所述至少两个侧向部件被配置成彼此相对地临时安装在待焊接的轨道(30)的端部的两侧上,以在轨道(30)的所述端部之间限定模腔,
2.根据权利要求1所述的模具,其中,每个充注管(10a,10b)在变窄部分的区域中具有两个基本上平坦的壁。
3.根据权利要求2所述的模具,其中,所述壁形成40°至90°之间的角度(α)。
4.根据前述权利要求中的任一项所述的模具,其中,每个充注管(10a,10b)的所述截面(110,120)还具有圆弧形式的凹入部分(114,124),所述凹入部分朝向与待焊接的所述两个轨道(30)共有的平均纵向平面(p)定向。
5.根据前述权利要求中的任一项所述的模具,其中,每个充注管(10a,10b)的所述水平横截面(110,120)从所述模具的顶部到底部连续地减小。
6.根据权利要求5所述的模具,其中,每个充注管(10a,10b)在所述下部开口(11a,11b)区域中的水平横截面(110,120)小于所述充注管(10a,10b)在所述上部开口(12a,12b)区域中的水平横截面的40%至80%。
7.根据前述权利要求中的任一项所述的模具,其中,每个充注管(10a,10b)在其下端部具有在与待焊接的所述两个轨道(30)共有的平均纵向平面(p)的方向上的弯曲部分。
8.根据前述权利要求中的任一项所述的模具,其中,每个充注管(10a,10b)被布置成以将熔融金属输送到所述轨道的脚部区域中的单独冲击区域(i)上。
9.根据前述权利要求中的任一项所述的模具,还包括第三部件(2c),所述第三部件适于与待焊接的所述轨道(30)的脚部(33)的下表面接触,并限定所述模腔的基座。
10.根据前述权利要求中的任一项所述的模具,其中,每个充注管(10a,10b)在所述平均平面(p)的方向上从所述模具(1)的顶部向底部倾斜。
技术总结本发明涉及一种用于两个轨道(30)的铝热焊接的模具(1),所述模具(1)包括由耐火材料制成的至少两个侧向部件(2A,2B),所述至少两个侧向部件被配置成彼此相对地临时安装在待焊接的轨道(30)的端部的两侧上,以便在轨道(30)端部之间限定模腔,每个侧向部件(2A,2B)包括至少一个充注管(10A,10B),所述至少一个充注管被配置成将熔融金属从模具的上部部分引导至位于轨道的基座(33)处的模腔区域,其特征在于,每个充注管(10A,10B)具有与管(10A,10B)中的熔融金属的流动轴线垂直的截面(110,120),该截面具有变窄部分,以在与待焊接的两个轨道共有的平均纵向平面(P)相反的方向上逐渐减小所述截面(110,120)的宽度。技术研发人员:克莱芒·梅雷斯,彼埃尔·博尔德里,利昂内尔·维尼亚尔受保护的技术使用者:潘得路公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/307608.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表