主动式熔池观测装置、焊接与观测系统与熔池观测方法与流程
- 国知局
- 2024-10-15 10:18:59
本申请涉及焊接,具体而言,涉及一种主动式熔池观测装置、焊接与观测系统与熔池观测方法。
背景技术:
1、焊接过程中的熔池观测主要包含主动式观测和被动式观测两种类型,主动式观测主要依靠外加光源对焊接产生的弧光进行压制,实现焊接过程可视化的目的;被动式观测主要依靠焊接过程中产生的弧光进行焊接过程信息采集,针对不同材料、不同焊接工艺进行焊接光谱分析,选择合适波段的滤光镜,在保证观测效果的前提下实现高清观测电弧。
2、目前的主动式观测中由于光源、滤光片以及相机的适配效果较差导致观测效果容易受到焊接弧光的影响。
技术实现思路
1、本申请的主要目的在于提供一种主动式熔池观测装置、焊接与观测系统与熔池观测方法,以解决现有技术中目前的主动式观测中由于光源、滤光片以及相机的适配效果较差导致观测效果容易受到焊接弧光的影响的问题。
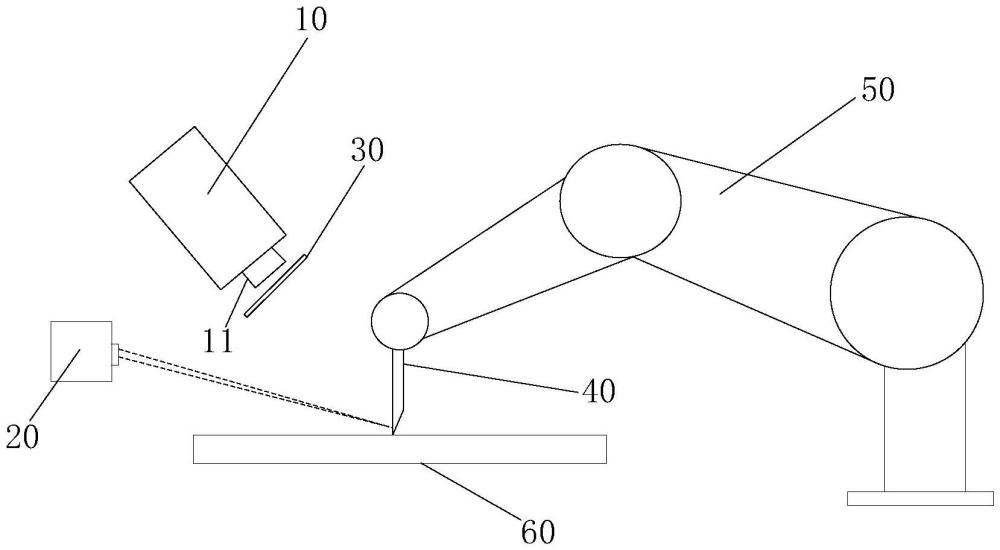
2、为了实现上述目的,根据本申请的一个方面,提供了一种主动式熔池观测装置,包括:高速高帧率相机、激光脉冲光源、极窄波段滤光片、控制器,所述控制器分别与所述高速高帧率相机和所述激光脉冲光源电连接,所述高速高帧率相机的镜头正对焊枪,且所述极窄波段滤光片设置在所述镜头和所述焊枪之间,其中,所述控制器协同触发所述高速高帧率相机的曝光时间和所述激光脉冲光源的频闪时间,以对待观测熔池的图像进行捕获,且在所述高速高帧率相机的曝光时间内激光瞬时峰值信号强度高于弧光强度。
3、可选地,所述装置还包括相机支架,所述高速高帧率相机固定安装在所述相机支架上;和/或,所述装置还包括光纤和光纤接头,所述光纤的第一端连接所述激光脉冲光源,所述光纤的第二端连接所述光纤接头,所述激光脉冲光源发出的所述激光脉冲经过所述光纤和所述光纤接头后相交于所述焊枪的焊丝尖端。
4、可选地,所述激光脉冲光源的波段为近红外光波段。
5、可选地,所述高速高帧率相机的曝光时间对应的弧光为预设波段的弧光,所述预设波段为多个波段中平均弧光强度最小的波段。
6、根据本申请的另一方面,提供了一种焊接与观测系统,包括:任意一种所述的主动式熔池观测装置;焊枪、以及夹持且控制所述焊枪运动的焊接机器人。
7、根据本申请的又一个方面,提供了一种应用于焊接与观测系统的熔池观测方法,包括:发送开启焊接指令至焊接机器人,以触发焊接;在焊接的过程中协同触发高速高帧率相机的曝光时间和激光脉冲光源的频闪时间,以对待观测熔池的图像进行捕获,得到观测图像。
8、可选地,在焊接的过程中协同触发高速高帧率相机的曝光时间和激光脉冲光源的频闪时间,以对待观测熔池的图像进行捕获,得到观测图像,包括:在焊接的过程中感测到预设波段的弧光的同时,协同触发所述高速高帧率相机的曝光时间和所述激光脉冲光源的频闪时间,以对所述待观测熔池的图像进行捕获,得到所述观测图像,其中,所述预设波段为多个波段中平均弧光强度最小的波段。
9、可选地,所述高速高帧率相机和所述激光脉冲光源均具有外部触发功能,在焊接的过程中协同触发高速高帧率相机的曝光时间和激光脉冲光源的频闪时间,包括:控制器生成同步信号;将所述同步信号同时发送至所述高速高帧率相机的外部触发接口和所述激光脉冲光源的外部触发接口,以协同触发所述高速高帧率相机的曝光时间和所述激光脉冲光源的频闪时间。
10、可选地,控制器生成同步信号,包括:在所述控制器中构建一个软件定时器,其中,所述软件定时器采用中断的方式实现定时功能;采用所述软件定时器生成所述同步信号。
11、可选地,在得到所述观测图像之后,所述方法还包括:对所述观测图像进行相关处理,得到处理结果,所述相关处理包括图像滤波处理、边缘检测处理、特征提取处理;根据所述处理结果对熔池的形状特性、尺寸特性和温度特征中的至少之一进行评估,得到评估结果。
12、应用本申请的技术方案,在对焊件进行焊接的过程中,通过协同触发所述高速高帧率相机的曝光时间和所述激光脉冲光源的频闪时间,在高速高帧率相机的曝光时间内激光瞬时峰值信号强度远高于弧光强度,实现激光对弧光的压制,其他时间信号不在该范围内而被有效滤除,不会被捕获;且结构上选用高速高帧率相机实现对不同光亮区域的焊接信息捕捉,激光脉冲光源具有能量大、穿透能力强的优势,极窄波段滤光片实现极窄波段的透过,激光脉冲光源和极窄波段滤光片的配合使用实现较为合适的焊接波段的选择,如上,通过硬件的合适的选择以及协同触发的设计,实现较好的主动式熔池观测。
技术特征:1.一种主动式熔池观测装置,其特征在于,包括:高速高帧率相机、激光脉冲光源、极窄波段滤光片、控制器,所述控制器分别与所述高速高帧率相机和所述激光脉冲光源电连接,所述高速高帧率相机的镜头正对焊枪,且所述极窄波段滤光片设置在所述镜头和所述焊枪之间,
2.根据权利要求1所述的主动式熔池观测装置,其特征在于,
3.根据权利要求1所述的主动式熔池观测装置,其特征在于,所述激光脉冲光源的波段为近红外光波段。
4.根据权利要求1所述的主动式熔池观测装置,其特征在于,所述高速高帧率相机的曝光时间对应的弧光为预设波段的弧光,所述预设波段为多个波段中平均弧光强度最小的波段。
5.一种焊接与观测系统,其特征在于,包括:
6.一种应用于权利要求5中的焊接与观测系统的熔池观测方法,其特征在于,包括:
7.根据权利要求6所述的熔池观测方法,其特征在于,在焊接的过程中协同触发高速高帧率相机的曝光时间和激光脉冲光源的频闪时间,以对待观测熔池的图像进行捕获,得到观测图像,包括:
8.根据权利要求6所述的熔池观测方法,其特征在于,所述高速高帧率相机和所述激光脉冲光源均具有外部触发功能,在焊接的过程中协同触发高速高帧率相机的曝光时间和激光脉冲光源的频闪时间,包括:
9.根据权利要求8所述的熔池观测方法,其特征在于,控制器生成同步信号,包括:
10.根据权利要求6至9中任一项所述的熔池观测方法,其特征在于,在得到所述观测图像之后,所述方法还包括:
技术总结本申请提供了一种主动式熔池观测装置、焊接与观测系统与熔池观测方法。该装置包括:高速高帧率相机、激光脉冲光源、极窄波段滤光片、控制器,控制器分别与高速高帧率相机和激光脉冲光源电连接,高速高帧率相机的镜头正对焊枪,且极窄波段滤光片设置在镜头和焊枪之间,其中,控制器协同触发高速高帧率相机的曝光时间和激光脉冲光源的频闪时间,以对待观测熔池的图像进行捕获,且在高速高帧率相机的曝光时间内激光瞬时峰值信号强度高于弧光强度。解决了现有技术中主动式观测中由于光源、滤光片以及相机的适配效果较差导致观测效果容易受到焊接弧光的影响的问题。技术研发人员:冯消冰,刘爱平,陈艳北受保护的技术使用者:北京博清科技有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241014/317225.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表