一种强化大件型壳体强度的铸件工艺的制作方法
- 国知局
- 2024-10-15 09:27:15
本发明涉及精密铸造,特别涉及一种强化大件型壳体强度的铸件工艺。
背景技术:
1、在阀门铸造领域中,铸件的制壳工序至关重要,传统的型壳采用浆料和造型材料组合而成,型壳在浇注之前要进行高温焙烧,型壳结构会产生形变,特别是制作大型阀体铸件,对型壳的强度要求较高,焙烧后使得型壳内部产生微裂纹,在钢水1600℃的高温冲击下,钢水会顺着裂纹部位渗透出来,影响产品成型,整个铸件产品都会报废。
2、为了解决上述难题,传统的解决方式是采用铁丝夹紧型壳的方式加固型壳,但是在实际生产过程中,由于型壳与铁丝的线收缩率差别较大,其加固效果不明显,最终还是会产生裂纹,产品报废率较高。
技术实现思路
1、为了克服背景技术的不足,本发明所采用的技术方案是:一种强化大件型壳体强度的铸件工艺,其特征在于:包括如下步骤:
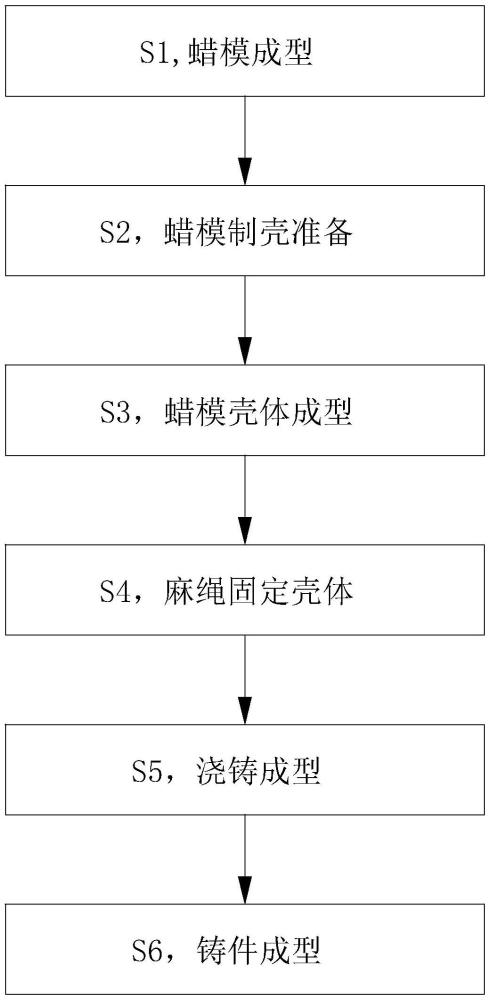
2、s1,蜡模成型:通过制模机制成蜡模件,并在蜡模件上设置浇口棒;
3、s2,蜡模制壳准备:将蜡模件均匀粘连浆料并粘附造型材料;
4、s3,蜡模壳体成型:蜡模件粘附造型材料后进行干燥,重复s2步骤,制成多层外壳;
5、s4,麻绳固定壳体:在s3制成的外壳基础上捆绑麻绳,并将包括麻绳在内的外壳再次涂浆并干燥,将蜡模进行脱蜡处理,焙烧后形成总型壳;
6、s5,浇铸成型:将熔炼完成的金属液从总型壳的浇口处倒入,浇铸后等至工件冷却。
7、s6,铸件成型:去除总型壳,从而得到带有浇铸口的工件胚型。
8、采用上述技术方案,在传统铸造壳体基础上通过麻绳捆绑,并用浆料及造型材料涂覆,形成内部带筋的总型壳,从而提高原有的壳体强度,所采用的配件为常见的材料,其生产成本较低,在焙烧过程中,由于麻绳与壳体造型材料的焙烧线收缩率相近,有效地避免总型壳在成型过程中出现开裂的现象,从而提高铸造产品的合格率,节约资源。
9、本发明进一步设置为,所述总型壳共有五层外壳,在蜡模件的表面重复上述s2步骤,并形成前四层外壳,在第四层外壳的基础上捆绑麻绳,再次涂浆形成第五层外壳。
10、采用上述技术方案,蜡模件表面多次均匀附着造型材料并干燥,降低外壳在干燥收缩时对产品精度的影响,保证总型壳的密实性。
11、本发明进一步设置为,所述总型壳设有主体部,以及设于主体部两端的连接部,所述麻绳通过缠绕连接部呈圆周分布于主体部。
12、进一步的,所述主体部与连接部之间设有凹槽部,所述麻绳位于凹槽部处设有定位绳,麻绳通过定位绳的作用朝着凹槽部的方向向内收缩。
13、采用上述技术方案,主体部用于阀体主体外形的浇铸成型,连接部用于阀体两端的法兰部浇铸成型,将麻绳以总型壳两侧的连接部为交叉点,横向捆绑于总型壳并首尾打结固定,并通过定位绳收紧麻绳以防止麻绳相对于总型壳松动,从而加固总型壳应力集中部位。
14、本发明进一步设置为,所述总型壳位于主体部、连接部的正上方均设有浇口部,且浇口部与凹槽部组合形成通槽,所述定位绳穿过通槽首尾相接呈环状。
15、采用上述技术方案,总型壳的正上方对称分布有四个缩径浇口,其浇口设计合理,避免铸件内部出现气孔、缩松等铸造缺陷。
16、与现有技术相比较,本发明的有益效果是:
17、1.在传统铸造壳体基础上通过麻绳捆绑,并用浆料及造型材料涂覆,形成内部带筋的总型壳,从而提高原有的壳体强度;
18、2.在焙烧过程中,由于麻绳与壳体造型材料的焙烧线收缩率相近,避免总型壳在成型过程中出现开裂的现象,从而提高铸造产品的合格率。
19、3.所采用的配件为常见的材料,其生产成本较低。
20、下面结合附图对本发明实施例作进一步说明。
技术特征:1.一种强化大件型壳体强度的铸件工艺,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种强化大件型壳体强度的铸件工艺,其特征在于:所述总型壳共有五层外壳,在蜡模件的表面重复上述s2步骤,并形成前四层外壳,在第四层外壳的基础上捆绑麻绳,再次涂浆形成第五层外壳。
3.根据权利要求1所述的一种强化大件型壳体强度的铸件工艺,其特征在于:所述总型壳设有主体部,以及设于主体部两端的连接部,所述麻绳通过缠绕连接部呈圆周分布于主体部。
4.根据权利要求3所述的一种强化大件型壳体强度的铸件工艺,其特征在于:所述主体部与连接部之间设有凹槽部,所述麻绳位于凹槽部处设有定位绳,麻绳通过定位绳的作用朝着凹槽部的方向向内收缩。
5.根据权利要求4所述的一种强化大件型壳体强度的铸件工艺,其特征在于:所述总型壳位于主体部、连接部的正上方均设有浇口部,且浇口部与凹槽部组合形成通槽,所述定位绳穿过通槽首尾相接呈环状。
技术总结本发明涉及一种强化大件型壳体强度的铸件工艺,包括蜡模成型、蜡模制壳准备、蜡模壳体成型、麻绳固定壳体、浇铸成型和铸件成型;本发明的目的在于在传统铸造壳体基础上通过麻绳捆绑,并用浆料及造型材料涂覆,形成内部带筋的总型壳,从而提高原有的壳体强度;在焙烧过程中,由于麻绳与壳体造型材料的焙烧线收缩率相近,避免总型壳在成型过程中出现开裂的现象,从而提高铸造产品的合格率。技术研发人员:冯勇,于建国,邱忠鸟,曹海泽,单崇义,梅建忠受保护的技术使用者:浙江天宏特钢有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/314182.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表