一种基于激光和热氮气的胶水固化设备及方法与流程
- 国知局
- 2024-10-15 09:56:06
本发明涉及胶水固化,特别是涉及一种基于激光和热氮气的胶水固化设备及方法。
背景技术:
1、目前,在磁头或芯片贴片领域中,传统胶水固化设备多采用炬炉加热磁头或芯片等元器件上的胶水,这种加热方式通常具有以下问题:
2、1.加热节拍时间长、加热效率低;
3、2.传统胶水固化设备在加热时多采用料盘和物料(元器件)全部一起加热的方式,无法对小型器件的小胶点的胶水等局部进行精准固化,料盘和物料一起被大面积加热,上下料过程中易产生粉尘污染物料;
4、3.传统胶水固化设备大面积加热,在加热物料的同时,对料盘产生有害加热导致料盘变形,影响物料定位精度,同时加速料盘老化,影响料盘使用寿命,对料盘的加热是多余的且浪费能耗;
5、4.传统胶水固化设备夹具在上下料时,加热设备多为闲置状态,加热效率低下;
6、5.传统胶水固化设备多以技术人员经验判断加热位置,调试效率低下。
技术实现思路
1、本发明实施例的目的是提供一种基于激光和热氮气的胶水固化设备及方法,其能够解决传统胶水固化设备的至少一种技术问题。
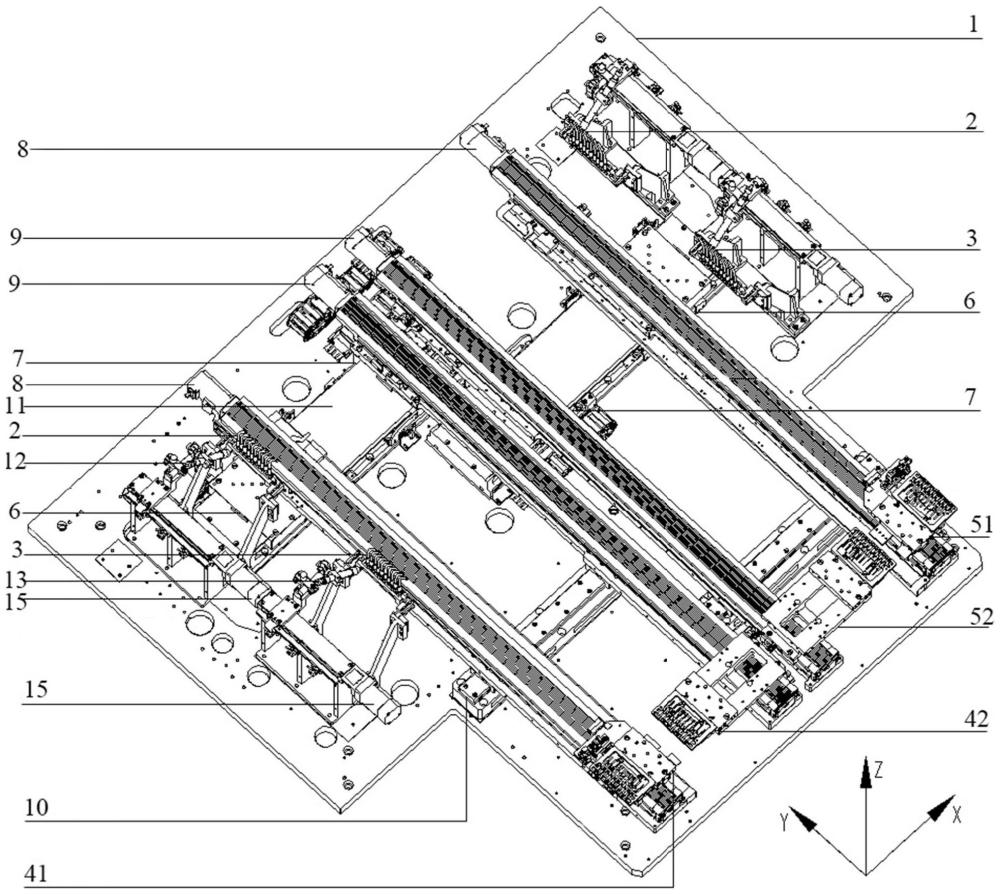
2、为了解决上述技术问题,本发明实施例提供一种基于激光和热氮气的胶水固化设备,包括至少一个胶水固化装置;所述胶水固化装置包括热氮气加热模块、激光照射加热模块、控制模块、驱动模块和两个物料固定模块;两个所述物料固定模块分别为第一物料固定模块和第二物料固定模块,所述第一物料固定模块和所述第二物料固定模块均用于固定涂覆有胶水的待固化物料;
3、所述控制模块用于控制所述驱动模块驱动所述第一物料固定模块和所述第二物料固定模块依次从各自的上下料位置移动至热氮气加热模块的加热位置,并依次从热氮气加热模块的加热位置移动至激光照射加热模块的加热位置,以对所述第一物料固定模块和所述第二物料固定模块上的待固化物料进行胶水加热固化操作,并返回各自的上下料位置。
4、作为优选方案,所述驱动模块包括第一x向驱动单元、第二x向驱动单元、第一y向驱动单元和第二y向驱动单元;
5、所述第一物料固定模块安装在所述第一y向驱动单元上,以使所述第一y向驱动单元带动所述第一物料固定模块在y方向移动;所述第二物料固定模块安装在所述第二y向驱动单元上,以使所述第二y向驱动单元带动所述第二物料固定模块在y方向移动;
6、所述第一y向驱动单元可移动地安装在所述第一x向驱动单元上,以带动所述第一物料固定模块在x方向移动;所述第二y向驱动单元可移动地安装在所述第二x向驱动单元上,以带动所述第二物料固定模块在x方向移动;
7、所述第一y向驱动单元与所述第二y向驱动单元平行设置,所述第一x向驱动单元与所述第一y向驱动单元垂直设置,所述第二x向驱动单元与所述第二y向驱动单元垂直设置,其中,所述x方向与所述y方向垂直。
8、作为优选方案,所述驱动模块还包括滑轨组件,所述第一y向驱动单元和所述第二y向驱动单元分别安装在所述滑轨组件上,所述滑轨组件与所述第一y向驱动单元和所述第二y向驱动单元垂直设置。
9、作为优选方案,所述第一x向驱动单元包括第一电机和第一滑块,所述第一y向驱动单元安装在所述第一滑块;所述第二x向驱动单元包括第二电机和第二滑块,所述第二y向驱动单元安装在所述第二滑块;
10、所述驱动模块还包括x向安装座,所述x向安装座沿所述x方向设置,所述第一滑块和所述第二滑块可移动地安装在所述x向安装座上,所述第一电机用于驱动所述第一滑块带动所述第一y向驱动单元沿所述x方向移动,所述第二电机用于驱动所述第二滑块带动所述第二y向驱动单元沿所述x方向移动。
11、作为优选方案,所述第一y向驱动单元为丝杆机构,所述第二y向驱动单元为丝杆机构。
12、作为优选方案,所述基于激光和热氮气的胶水固化设备还包括两个拍摄装置,两个所述拍摄装置分别为第一拍摄装置和第二拍摄装置,所述第一拍摄装置用于拍摄所述热氮气加热模块对所述物料固定模块上的物料的加热固化情况,所述第二拍摄装置用于拍摄所述激光照射加热模块对所述物料固定模块上的物料的加热固化情况;
13、所述拍摄装置包括相机和相机驱动模块,所述相机与所述控制模块电连接,所述相机安装在所述相机驱动模块上,所述控制模块还用于驱动所述相机驱动模块带动所述相机沿所述y方向移动,以分别拍摄所述物料固定模块上的各个物料。
14、作为优选方案,所述基于激光和热氮气的胶水固化设备还包括至少一个测温感应器,所述测温感应器与所述控制模块电连接,至少一个所述测温感应器安装在两个所述物料固定模块中的至少一个上。
15、作为优选方案,所述物料固定模块包括料盘、至少一个定位销和至少一个凸台,所述定位销和所述凸台均连接在所述料盘上,所述定位销的尺寸与物料的安装孔相适配,所述凸台用于抵靠在物料上。
16、作为优选方案,所述基于激光和热氮气的胶水固化设备还包括底板,所述胶水固化装置的数量为两个,两个所述胶水固化装置安装在所述胶水固化装置的同一板面上。
17、为了解决相同的技术问题,本发明实施例还提供一种基于激光和热氮气的胶水固化方法,所述方法所述的基于激光和热氮气的胶水固化设备,所述方法包括:
18、所述控制模块控制所述驱动模块驱动所述第一物料固定模块从其上下料位置移动至热氮气加热模块的加热位置,以对所述第一物料固定模块上的物料进行加热固化;
19、所述控制模块控制所述驱动模块驱动所述第一物料固定模块从热氮气加热模块的加热位置移动至激光照射加热模块的加热位置,以对所述第一物料固定模块上的物料进行加热固化;
20、所述控制模块控制所述驱动模块驱动所述第二物料固定模块从其上下料位置移动至热氮气加热模块的加热位置,以对所述第二物料固定模块上的物料进行加热固化;
21、所述控制模块控制所述驱动模块驱动所述第一物料固定模块返回其上下料位置;
22、所述控制模块控制所述驱动模块驱动所述第二物料固定模块从热氮气加热模块的加热位置移动至激光照射加热模块的加热位置,以对所述第一物料固定模块上的物料进行加热固化;
23、所述控制模块控制所述驱动模块驱动所述第二物料固定模块返回其上下料位置。
24、相比于现有技术,本发明实施例的有益效果在于:
25、1.本发明实施例采用激光小光斑照射和热氮气微型喷气孔喷射方式局部加热小型元器件,实现微小激光光斑精准控制照射方向和热氮气精准控制喷射方向而定位加热被黏贴的例如磁头或芯片等元器件,从而实现局部小面积元器件底部黏贴胶水快速均匀受热固化,黏贴强度牢固,同时因只加热元器件本身,不加热料盘等其他地方,料盘不会被加热,解决了料盘有害加热老化变形问题;
26、2.本发明实施例因大大减少了加热面积,提高了加热效率,同时降低了设备热能的能耗;
27、3.本发明实施例的激光属于清洁能源无污染,热氮气有吹气和抽气系统循环,整个加热固化过程清洁无污染,解决了传统胶水固化设备粉尘污染问题;
28、4.本发明实施例的两个物料固定模块相当于两个夹具,采用双夹具循环进出,当一个夹具在做货时,另外一个夹具在上下料,可大大提高热氮气加热模块和激光照射加热模块的使用效率。
本文地址:https://www.jishuxx.com/zhuanli/20241015/315802.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表