一种基于多功能一体光源的检测装置及检测方法与流程
- 国知局
- 2024-10-15 10:11:41
本技术涉及印刷产品质量检测的,具体而言,涉及一种基于多功能一体光源的检测装置及检测方法。
背景技术:
1、在全球的印刷行业中,中国的印刷行业拥有一流的设计水平和高质量的印刷服务。精美的设计(如烫金、镭射等)、复杂的工艺、严格的质量要求,给印刷厂的生产带来巨大的挑战,同时用户对印刷质量的要求也越来越高,从而使得印刷厂对印刷质量的检测要求不断提高,提升对印刷产品的检测能力、优化检测方式也变得日益重要。
2、传统印刷产品质量检测主要分为表面类缺陷检测与印刷类缺陷检测,其中,表面类缺陷包括划伤、凹凸、偏位等,这类缺陷通常如下方法进行缺陷检测:采用入射光照射产品,并使用表面探测器接收反射光以获取包含表面信息的图像,对获取的图像进行处理,最终检测出其中的缺陷;印刷类缺陷包括色差、漏印、刀丝等,这类缺陷通常如下方法进行缺陷检测:采用漫射光照射产品表面,并使用探测器接收漫射光信息获取包含印刷信息的图像,对获取的图像进行处理,最终检测出其中的缺陷。由于两种类型缺陷的图像信息获取方式不同,所使用的检测方式也不同,对于一类缺陷的检测装置来说,难以兼容多种缺陷类型,无法满足多场景应用。传统印刷品进行检测时通常会同时使用到两套检测装置,采用两套检测装置分别对表面类缺陷和印刷类缺陷进行质量判定,而这种检测模式所需的空间较大,且投入成本也较高。
技术实现思路
1、本技术的目的在于:采用一体光源的检测装置实现包括表面缺陷和印刷类缺陷在内的两种缺陷的检测,通过对一体光源中两种照明光源进行亮度比例调节,得到不同的检测效果,简化检测装置,更加方便地实现印刷产品的实时检测与缺陷分类。
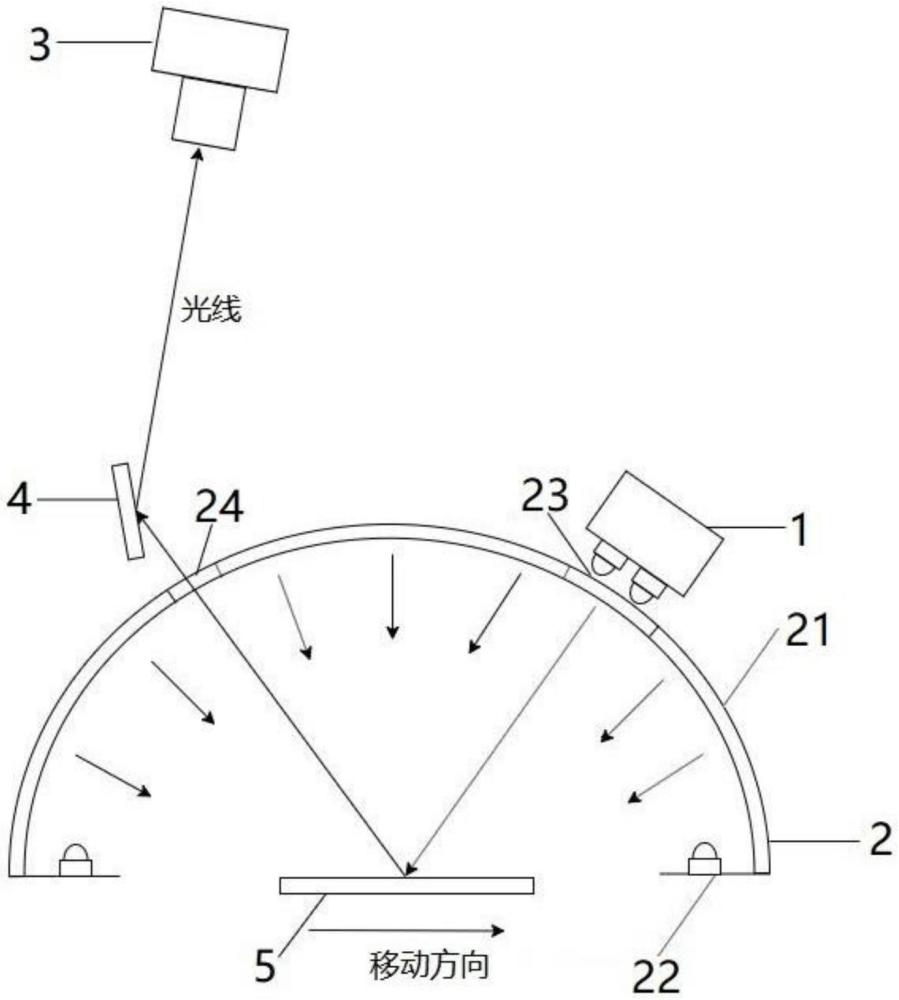
2、本技术的技术方案是:提供了一种基于多功能一体光源的检测装置,该装置包括:第一照明光源、第二照明光源和采集系统;
3、第二照明光源包括隧道形漫射板和灯珠,灯珠设置在隧道形漫射板内侧靠近其边缘的位置,灯珠的光线由隧道形漫射板反射至第二照明光源正下方检测区域,隧道形漫射板的两侧对称设置入光口和出光口;
4、第一照明光源设置在入光口上,第一照明光源的光线通过入光口射向第二照明光源正下方的检测区域,检测区域用于放置目标产品;
5、采集系统设置在出光口外侧,采集系统位于第一照明光源的光线照射目标产品后的反射路径上,用于接收由出光口出射的光线并采集目标产品的图像。
6、进一步地,检测区域位于第二照明光源正下方的中央位置,第二照明光源设置在传送装置的正上方,其隧道形漫射板的中心轴线垂直于传送装置的上表面,第二照明光源的两侧边缘靠近传送装置,检测区域的中心位于传送装置的中央线上。
7、进一步地,入光口的中心与检测区域的中心所在的直线与水平方向的夹角为30°至50°,出光口的中心与检测区域的中心所在的直线与水平方向的夹角为30°至50°,入光口的中心与出光口的中心关于检测区域中心位置的法线对称。
8、进一步地,基于多功能一体光源的检测装置还包括反射镜,反射镜设置在出光口外侧,反射镜位于第一照明光源的光线照射目标产品后的反射路径上,反射镜用于通过镜面收集由出光口出射的光线,并将该出射的光线反射至采集系统。
9、进一步地,灯珠的发光端竖直朝向隧道形漫射板内侧,其所发射的光线经隧道形漫射板反射后照射至检测区域中的目标产品。
10、进一步地,第一照明光源包括平面形漫射板和内部光源,平面形漫射板与内部光源平行设置,内部光源的光线经过平面形漫射板漫射后照射至检测区域中的目标产品。
11、本技术还提供了一种基于多功能一体光源的检测方法,该方法用于基于多功能一体光源的检测装置,其特征在于,检测方法包括:
12、步骤1,在传送装置上设置检测装置,调节第二照明光源使其隧道形漫射板的中心轴线与传送装置的中央线垂直相交,调节第一照明光源,使其光线通过第二照明光源一侧的入光口射向第二照明光源正下方中央位置的检测区域;
13、步骤2,对传送装置上的目标产品进行识别并反馈给控制模块,同时控制模块接收外部用于指定缺陷类型的检测指令,根据目标产品的类型和检测指令调节第一照明光源和第二照明光源的亮度,当检测目标产品的表面类缺陷时,执行步骤3,当检测目标产品的印刷类缺陷时,执行步骤4,当同时检测目标产品的表面类缺陷和印刷类缺陷时,执行步骤5;
14、步骤3,将第一照明光源与第二照明光源的亮度比例调至该类型产品对应的第一阈值范围,使用采集系统对检测区域的目标产品进行拍摄,其中,第一阈值范围为能够清晰拍摄出目标产品的表面类缺陷的亮度比例范围;
15、步骤4,将第一照明光源与第二照明光源的亮度比例调至该类型产品对应的第二阈值范围,使用采集系统对检测区域的目标产品进行拍摄,其中,第二阈值范围为能够清晰拍摄出目标产品的印刷类缺陷的亮度比例范围;
16、步骤5,将第一照明光源与第二照明光源的亮度比例调至该类型产品对应的第三阈值范围,使用采集系统对检测区域的目标产品进行拍摄,其中,第三阈值范围为能够同时拍摄出目标产品的表面类缺陷及印刷类缺陷的亮度比例范围。
17、进一步地,步骤1还包括:在第二照明光源上出光口的外侧设置反射镜,调节反射镜的位置使其镜面能够收集到由出光口出射的光线,并将该光线的反射光线反射至采集系统。
18、进一步地,检测方法还包括:控制模块计算目标产品到达检测区域的时间,并生成采集指令,采集系统接收该采集指令并在目标产品到达检测区域后进行拍摄,得到目标产品的图像。
19、进一步地,检测方法还包括:生成各种类型产品的亮度比例阈值范围数据库,其中任意一类产品均包括检测表面类缺陷对应的第一阈值范围、检测印刷类缺陷对应的第二阈值范围及同时检测表面类缺陷和印刷类缺陷对应的第三阈值范围;
20、控制模块根据目标产品的类型从数据库中匹配出对应产品,并根据外部检测指令指定的缺陷类型确定检测该产品所需要的亮度比例阈值范围,根据确定的亮度比例阈值范围对第一照明光源与第二照明光源的亮度比例进行调节。
21、本技术的有益效果是:
22、第一、本技术中的技术方案将面形光源和隧道形的漫射光源组合为一体光源,通过调节两种光源的亮度配比实现不同的检测效果,包括调节所采集图像中缺陷的对比度大小,使图像背景更加均匀。检测过程中不同类型缺陷对光源的要求不同,现有技术中常使用不同的检测装置分别对产品的表面类缺陷和印刷类缺陷进行检测,这种检测方法涉及到多套检测装置,投入成本大,过程也较为繁琐。而本技术中的技术方案使用一套检测装置同时实现了两种类型缺陷的检测,检测时能够通过调节两种光源的亮度配比单独突出一种类型缺陷,或者同时突出表面类及印刷类两种类型缺陷,以完成一种类型缺陷的检测或者两种类型缺陷的检测。由于不同产品的反射特性不同,通过调节两种光源的亮度配比还能够适应多种类型产品的检测,如适应纸质产品及强光柱镭射产品。
23、本技术中的技术方案与现有技术中使用两套检测装置分别对表面类和印刷类缺陷进行质量判定的方法相比,只需使用一套装置进行检测,既能适应多种缺陷的检测,又能够对多种类型产品进行检测,集成度高、投入成本低,具有多功能的特点,应用的范围更加广泛。
24、第二、本技术中的技术方案在一体光源和采集系统的基础上设置了反射镜,该反射镜能够将目标产品的反射光反射至采集系统,通过旋转反射镜能够实现采集系统的位置调节,避免了因空间不足而无法安装本技术检测装置的情况,能够适应多种检测场景,占用空间小。
本文地址:https://www.jishuxx.com/zhuanli/20241015/316734.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表