带的输送状态检测装置及带的输送状态检测方法与流程
- 国知局
- 2024-10-21 14:19:25
本发明涉及用于判定带式输送机的带对输送物的输送状态,对带输送异常进行检测的技术。
背景技术:
1、在炼铁工艺中所需的作为主原料的铁矿石、煤,作为副原料的石灰石等被储藏于原料场地。并且,根据需要,铁矿石等被供给于烧结工厂、焦炭工厂、高炉等下一工序。在原料场地内,种类、品名不同的原料由多个带式输送机输送。
2、带式输送机通过环形带(endless belt)的循环来输送原料。但是,带式输送机由于原料的不均匀的装载状态、架设带的带轮的排列(malalignment)不良等,有时在带上发生输送异常。
3、在带上发生输送异常的情况下,有可能原料在输送时从带洒落而使原料堆积在未预想的地方。另外,在带上发生输送异常的情况下,带有可能损耗、破损。而且,这样的情况有时也会引起与设备停止相关的重大故障。
4、为了稳定地运转带式输送机设备,需要适当地监视输送输送物时的带。监视例如通过检测带输送状态来进行。
5、作为监视带式输送机的带的方法,例如有专利文献1~3中记载的方法。
6、在专利文献1中,通过限位开关对带的宽度方向的偏移进行检测。并且,专利文献1中记载了对与带的蛇行相关的输送异常的发生进行监视。
7、另外,专利文献2中记载了通过利用透过型的光电传感器检测带的边缘位置,对带的蛇行进行检测。
8、另外,专利文献3中记载了根据对带进行拍摄而得到的拍摄图像中的带的宽度方向中心与行(line)的宽度方向中心的偏移,依次判定蛇行量。
9、现有技术文献
10、专利文献
11、专利文献1:日本特开2012-6703号公报
12、专利文献2:日本特开2021-162515号公报
13、专利文献3:日本特开2018-115054号公报
技术实现思路
1、发明所要解决的课题
2、各专利文献中记载的方法以检测蛇行(meandering)为目的。因此,各专利文献中记载的方法不能对在输送时原料从带洒落这样的输送异常进行检测。另外,各专利文献中记载的方法不能检测由于原料向带的移载不良等引起的带输送异常。具体而言,在专利文献1~3记载的方法中,有可能不能掌握带上的输送物的有无。
3、另外,在原料场地这样的粉尘环境中,粉尘向光电传感器的投光部或受光部的堆积有可能变得显著。因此,专利文献1、专利文献2中记载的方法有可能在粉尘环境中增加误检测。
4、另外,在专利文献3记载的方法中,为了掌握输送物的有无,需要经由监视器目视拍摄图像。因此,在专利文献3记载的方法中,不能有效地对多个输送机的输送异常进行自动监视。
5、本发明是鉴于上述问题而完成的,其目的在于容易且高精度地判定带对输送物的输送状态。
6、用于解决课题的手段
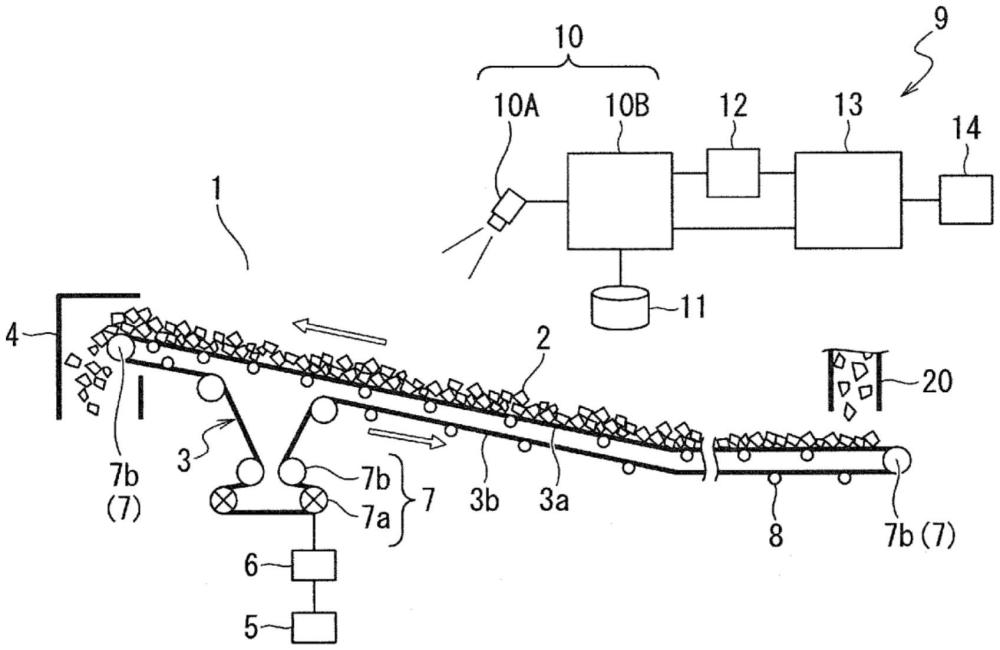
7、为了解决课题,本发明的一个方式的主旨为带的输送状态检测装置,其检测对输送物进行输送的带式输送机的带的输送状态,所述带的输送状态检测装置具备:端部位置检测部,其对俯视下的所述带的宽度方向两端部的宽度方向位置进行检测;表观宽度算出部,其根据所述端部位置检测部检测到的宽度方向位置求出表观宽度,所述表观宽度是俯视下的所述带的宽度;和状态检测部,其根据所算出的表观宽度,判定所述带对输送物的输送状态。
8、另外,本发明的方式的主旨为带的输送状态检测方法,其检测对输送物进行输送的带式输送机的带的输送状态,所述带的输送状态检测方法根据相对于所述带的宽度的实际尺寸长度而言的表观宽度的长度,判定所述带对输送物的输送状态,所述表观宽度是在俯视下观察到的所述带的宽度。
9、发明效果
10、根据本发明的方式,能够根据带的表观宽度的变化,容易且高精度地判定带对输送物的输送状态。带对输送物的输送状态根据带上的输送物的有无等而不同。
11、其结果,根据本发明的方式,能够在发生严重的设备故障前采取操作条件的变更、设备的点检、修补等对策。
技术特征:1.带的输送状态检测装置,其检测对输送物进行输送的带式输送机的带的输送状态,所述带的输送状态检测装置具备:
2.如权利要求1所述的带的输送状态检测装置,其中,所述状态检测部根据相对于所述带的宽度的实际尺寸长度而言的所算出的表观宽度的长度,对所述带上的输送物的有无、及输送物的装载量之中的至少输送物的有无进行判定。
3.如权利要求2所述的带的输送状态检测装置,其中,在所算出的表观宽度的长度小于预先设定的阈值的情况下,所述状态检测部判定为在所述带上有输送物,所述预先设定的阈值是比所述带的宽度的实际尺寸长度短的值。
4.如权利要求2或3所述的带的输送状态检测装置,其中,所述状态检测部还根据所述检测到的带的宽度方向两端部的宽度方向位置,对所述带的侧偏量进行判定。
5.如权利要求4所述的带的输送状态检测装置,其具备报告部,在由所述状态检测部判定为在所述带上有输送物并且判定为所述带较大地侧偏的情况下,所述报告部报告所述带的输送异常的信息。
6.如权利要求1~5中任一项所述的带的输送状态检测装置,其中,所述端部位置检测部具备:
7.如权利要求6所述的带的输送状态检测装置,其中,所述图像处理部根据投影变换后的拍摄图像,对所述带的宽度方向两端部的宽度方向位置进行检测。
8.如权利要求6或7所述的带的输送状态检测装置,其中,所述图像处理部使用学习完毕模型,根据所述拍摄装置拍摄的拍摄图像,对所述带的宽度方向两端部的宽度方向位置进行检测,所述学习完毕模型是使用包含预先拍摄的拍摄图像与该拍摄图像中的带宽度方向端部位置的信息的组的学习数据进行机器学习而成的、对图像上的带端部位置进行确定的模型。
9.带的输送状态检测方法,其检测对输送物进行输送的带式输送机的带的输送状态,所述带的输送状态检测方法根据相对于所述带的宽度的实际尺寸长度而言的表观宽度的长度,判定所述带对输送物的输送状态,所述表观宽度是在俯视下观察到的所述带的宽度。
技术总结容易且高精度地判定带对输送物的输送状态。带的输送状态检测装置(9),其检测对输送物进行输送的带式输送机(1)的带(3)的输送状态,具备:端部位置检测部(10),其对俯视下的上述带(3)的宽度方向两端部的宽度方向位置进行检测;表观宽度算出部(12),其根据上述端部位置检测部(10)检测到的宽度方向位置,求出表观宽度(WX),上述表观宽度(WX)是俯视下的上述带(3)的宽度;和状态检测部(13),其根据所算出的表观宽度(WX),判定上述带(3)对输送物的输送状态。技术研发人员:石垣雄亮,西名庆晃受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/317716.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。