一种内燃机机体加工通用夹具及装夹工艺的制作方法
- 国知局
- 2024-10-21 14:58:26
本发明涉及内燃机加工,尤其涉及一种内燃机机体加工通用夹具及装夹工艺。
背景技术:
1、公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
2、内燃机机体作为内燃机的基础骨架,是最核心的部件,其加工精度要求较高。特别是对于大型机体,由于其主油道、润滑喷油嘴孔的长孔深和高精度加工要求,决定了其只能在装备有喷吸钻的大型五面体龙门加工中心上进行加工。
3、有些型号的机床受工作台尺寸限制无法对大型机体进行装夹,加工范围受到限制,形成大型机体的产能瓶颈。大型机体重达数吨,对其在加工前装夹定位中的精度调整也是一大难题。
技术实现思路
1、针对现有技术存在的不足,本发明实施例的目的是提供一种内燃机机体加工通用夹具,以解决工作台限制加工能力以及难以对机体调整定位的问题。
2、为了实现上述目的,本发明实施例提供了如下技术方案:
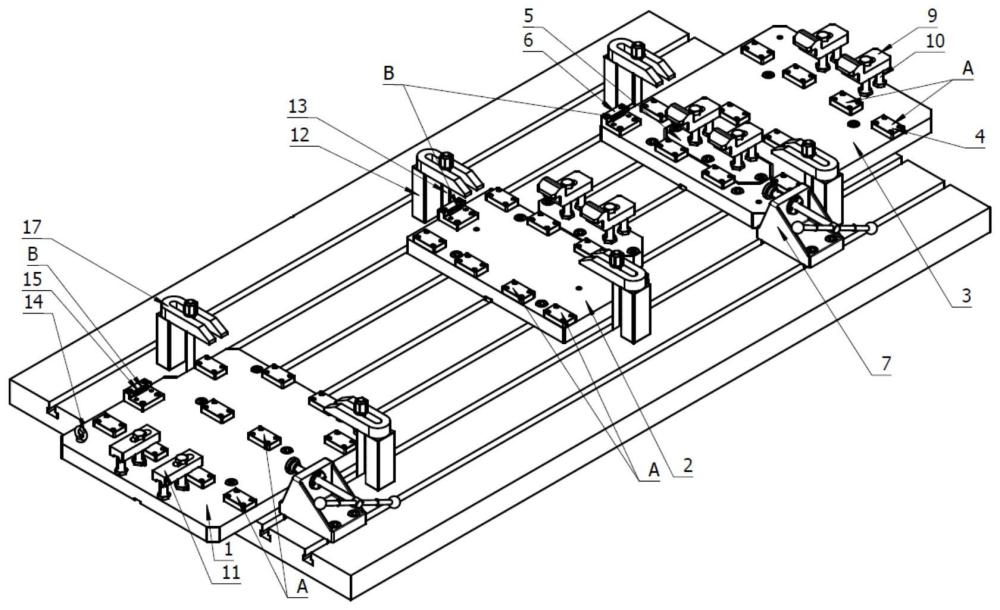
3、一种内燃机机体加工通用夹具,包括:垫板组件、侧定位组件、顶推组件和压紧组件;所述垫板组件包括依次安装在工作台上的第一端垫板、中部垫板和第二端垫板,所述第一端垫板和第二端垫板分别位于所述工作台的两端,且均探出所述工作台端面;所述侧定位组件安装在每个垫板上且位于垫板的第一侧,所述顶推组件安装在所述工作台上,且位于所述垫板的第二侧;所述压紧组件包括侧压组件和端压组件,所述侧压组件设置在所述垫板的两侧,所述端压组件设置在所述垫板和工作台上。
4、可选的,所述垫板组件通过螺栓和t型螺母安装在所述工作台的t型槽上,所述第一端垫板和第二端垫板对称布置在所述工作台的两端;每个垫板底部均设置有键槽,垫板的键槽和工作台的t型槽通过定位键配合,所述第一端垫板和第二端垫板底部可拆卸安装有挡块,第一端垫板和第二端垫板底部安装的挡块分别卡接在所述工作台的两个端面。
5、可选的,每个垫板上均设置有多个支撑块,所述支撑块可拆卸安装在所述垫板上,所有所述支撑块的上平面均位于同一水平基准面a上。
6、可选的,所述侧定位组件包括安装在每个垫板上的侧定位支座,所述侧定位支座为l形,包括横板和竖板,所述横板可拆卸安装在所述垫板上,所述竖板位于侧定位支座靠近垫板侧边的一侧。
7、可选的,所述侧定位支座的竖板朝向所述顶推组件的侧面上设置有支撑板,所述支撑板的硬度大于所述侧定位支座的硬度,所述垫板上具有水平基准面a,所有支撑板的外侧面位于同一基准面b上,所述基准面b与所述基准面a相垂直。
8、可选的,所述顶推组件包括固定座、丝杆、手柄和顶推帽,所述固定座安装在所述工作台的t型槽上,所述丝杆与所述固定座螺纹连接,所述手柄设置在丝杆远离所述垫板的一端,所述顶推帽设置在所述丝杆朝向所述垫板的一端。
9、可选的,所述侧压组件包括压块垫板、u形压板和t型螺栓,所述压块垫板设置在所述垫板的两侧,所述u形压板安装在所述压块垫板的顶部,u形压板中间具有开口槽,所述t型螺栓下端安装在所述工作台的t型槽内,上端穿过u形压板的开口槽并由螺母锁紧。
10、可选的,所述端压组件包括第一端压组件和第二端压组件,所述第一端压组件设置在所述第一端垫板远离所述第二端垫板的一端,第一端压组件包括调节支撑杆和移动压板,所述调节支撑杆螺纹安装在所述第一端垫板上,所述移动压板安装在所述调节支撑杆上,移动压板上开设有腰型槽。
11、可选的,所述第二端压组件包括压板固定板、弯头压板和调节支撑杆,所述第二端垫板上开设有安装槽,所述压板固定板具有两个,一个压板固定板安装在所述工作台上且位于所述中部垫板远离所述第一端垫板的一端,另一个压板固定板嵌入所述第二端垫板的安装槽内,调节支撑杆安装在所述压板固定板或第二端垫板上,所述弯头压板安装在所述调节支撑杆上。
12、本发明实施例还提供了一种利用如上所述的内燃机机体加工通用夹具的装夹工艺,用于对内燃机机体的顶面和底面进行加工,包括:将装配好的垫板组件定位安装在工作台上,其中,第一端垫板和第二端垫板分别探出工作台预定长度;将机体顶面安装在垫板组件上,利用端压组件压紧机体两端的凹槽,对机体底面进行加工;翻转机体,将机体底面安装在垫板组件上,利用顶推组件推动机体紧贴在侧定位组件上完成定位,利用侧压组件压紧机体两侧观察盖孔,对机体顶面进行加工。
13、本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
14、本发明的通用夹具通过三个分体垫板作为机体的底部支撑,顶推组件侧向推动机体紧靠在侧定位组件上完成定位,然后分别利用侧压组件和端压组件实现机体底部和顶部的夹紧,进而完成整个机体的加工。拓展了龙门加工中心机床工作台装夹尺寸范围,扩大机床加工能力,在一定范围内提升高价值机床的加工性能指标。而且可实现对多品种不同长度机体的快速定位装夹,只需更换一些简单的组件就能实现对多型号机体的多工序加工,提高了工作效率,提高了生产系统的柔性化。
15、本发明附加方面的优点将在下面的描述中给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.一种内燃机机体加工通用夹具,其特征在于,包括:垫板组件、侧定位组件、顶推组件和压紧组件;
2.如权利要求1所述的内燃机机体加工通用夹具,其特征在于,所述垫板组件通过螺栓和t型螺母安装在所述工作台的t型槽上,所述第一端垫板和第二端垫板对称布置在所述工作台的两端;每个垫板底部均设置有键槽,垫板的键槽和工作台的t型槽通过定位键配合,所述第一端垫板和第二端垫板底部可拆卸安装有挡块,第一端垫板和第二端垫板底部安装的挡块分别卡接在所述工作台的两个端面。
3.如权利要求2所述的内燃机机体加工通用夹具,其特征在于,每个垫板上均设置有多个支撑块,所述支撑块可拆卸安装在所述垫板上,所有所述支撑块的上平面均位于同一水平基准面a上。
4.如权利要求3所述的内燃机机体加工通用夹具,其特征在于,所述侧定位组件包括安装在每个垫板上的侧定位支座,所述侧定位支座为l形,包括横板和竖板,所述横板可拆卸安装在所述垫板上,所述竖板位于侧定位支座靠近垫板侧边的一侧。
5.如权利要求4所述的内燃机机体加工通用夹具,其特征在于,所述侧定位支座的竖板朝向所述顶推组件的侧面上设置有支撑板,所述支撑板的硬度大于所述侧定位支座的硬度,所述垫板上具有水平基准面a,所有支撑板的外侧面位于同一基准面b上,所述基准面b与所述基准面a相垂直。
6.如权利要求1所述的内燃机机体加工通用夹具,其特征在于,所述顶推组件包括固定座、丝杆、手柄和顶推帽,所述固定座安装在所述工作台的t型槽上,所述丝杆与所述固定座螺纹连接,所述手柄设置在丝杆远离所述垫板的一端,所述顶推帽设置在所述丝杆朝向所述垫板的一端。
7.如权利要求1所述的内燃机机体加工通用夹具,其特征在于,所述侧压组件包括压块垫板、u形压板和t型螺栓,所述压块垫板设置在所述垫板的两侧,所述u形压板安装在所述压块垫板的顶部,u形压板中间具有开口槽,所述t型螺栓下端安装在所述工作台的t型槽内,上端穿过u形压板的开口槽并由螺母锁紧。
8.如权利要求1所述的内燃机机体加工通用夹具,其特征在于,所述端压组件包括第一端压组件和第二端压组件,所述第一端压组件设置在所述第一端垫板远离所述第二端垫板的一端,第一端压组件包括调节支撑杆和移动压板,所述调节支撑杆螺纹安装在所述第一端垫板上,所述移动压板安装在所述调节支撑杆上,移动压板上开设有腰型槽。
9.如权利要求8所述的内燃机机体加工通用夹具,其特征在于,所述第二端压组件包括压板固定板、弯头压板和调节支撑杆,所述第二端垫板上开设有安装槽,所述压板固定板具有两个,一个压板固定板安装在所述工作台上且位于所述中部垫板远离所述第一端垫板的一端,另一个压板固定板嵌入所述第二端垫板的安装槽内,调节支撑杆安装在所述压板固定板或第二端垫板上,所述弯头压板安装在所述调节支撑杆上。
10.一种利用如权利要求1-9任一项所述的内燃机机体加工通用夹具的装夹工艺,用于对内燃机机体的顶面和底面进行加工,其特征在于,包括:
技术总结本发明涉及内燃机加工技术领域,尤其涉及一种内燃机机体加工通用夹具及装夹工艺。通用夹具包括:垫板组件、侧定位组件、顶推组件和压紧组件;所述垫板组件包括依次安装在工作台上的第一端垫板、中部垫板和第二端垫板,所述第一端垫板和第二端垫板分别位于所述工作台的两端,且均探出所述工作台端面;所述侧定位组件安装在每个垫板上且位于垫板的第一侧,所述顶推组件安装在所述工作台上,且位于所述垫板的第二侧;所述压紧组件包括侧压组件和端压组件,所述侧压组件设置在所述垫板的两侧,所述端压组件设置在所述垫板和工作台上。通过本发明解决了工作台限制加工能力以及难以对机体调整定位的问题。技术研发人员:薛庆恩,张传勇,于海勃,高光波,桑德全,张平彦,付祥龙,纪有君,韩常勇,杨冬梅,邢黎霞,张媛,李志闯,杨鑫成受保护的技术使用者:中国石油天然气集团有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/320025.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表