一种热磨木纤维制备工艺的制作方法
- 国知局
- 2024-10-21 14:58:32
本发明涉及木纤维制备,尤其涉及一种热磨木纤维制备工艺。
背景技术:
1、木纤维采用桉树、松木为原料,通过特殊工艺精制而成。松木中的软木特质及其生长周期较长,决定了木纤维中所含甲级纤维素的数量最高,直接造就了其超级柔软性能。近年来,没有外废原料,国内废纸需求量大成本高,原料成本的变高导致了成纸盈利甚小甚至亏损;外购木纤维粗大纤维束多,用量低,后续的磨浆处理困难,添加到纸内与废纸纤维之间的结合很差,影响成纸强度和抗水性。因而为寻求自身发展针对木纤维制备的热磨机研究也更为深入,现有专利“cn211682641u”提出的木纤维热磨机,该热磨机具有磨齿生产工艺相对简单,研磨均匀的特点,通过凸起的流线型设计,对于小尺寸纤维的流动影响较小,对于小木片则会产生一个轴向的分流,从而使分隔带在可以松散破碎区流出的物料同时,减少小木片堆积的问题,从而提高热磨机对木纤维的研磨效果。但是现有专利提出的热磨机在实际的排料中还存在一定的缺陷,不能对残留在凸起隐藏边缘的杂质彻底辅助清除,长期会造成杂质的堆积,影响后期木纤维在热磨机盘磨中的研磨效果;为了提高木纤维的制备效果,提高制备效率,本发明提出一种具有木纤维彻底排出功能的热磨木纤维制备工艺。
技术实现思路
1、本发明的目的是针对背景技术中存在的问题,提出一种具有木纤维彻底排出功能的热磨木纤维制备工艺。
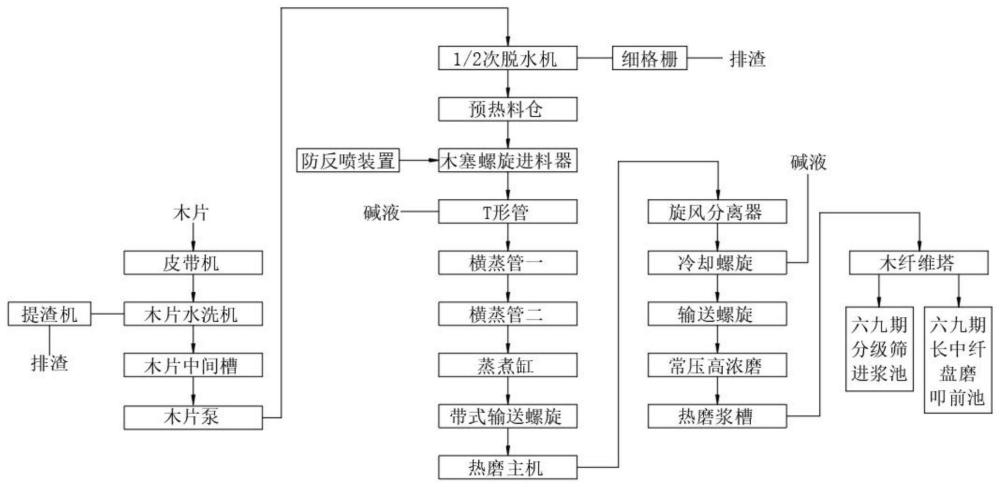
2、本发明的技术方案:一种热磨木纤维制备工艺,所述木纤维选用桉木精片、桉木统片、杂木精片中的任一种,所述制备工艺如下:
3、木片通过木片水洗机的筛选洗涤后去除杂质后通过预热料仓将木片预热;
4、将预热后的木片送入木塞螺旋进料器中做木塞;
5、在t形管处加入碱液,木片采用横蒸管加热两次,在两道横蒸管内充分加热使木片与碱液充分反应;
6、与碱液反应后的木片送入蒸煮缸中蒸煮,此步骤令木片内纤维软化;
7、软化后的木片经过热磨主机进行磨浆,木片被盘磨磨片分丝成为纤维,热磨主机包括多个磨片,所述磨片破碎区中的粗磨区包括辅助下料结构,所述辅助下料结构包括用于死角推料的推料板;
8、经过喷放阀送料进入旋风分离器,再经过冷却螺旋稀释,由输送螺旋输送至常压高浓磨,进一步将木纤维切断揉搓,获得木纤维成浆。
9、优选的,所述粗磨区上安装有多个条状的凸条。
10、优选的,所述凸条的截面为倒“u”字形槽,所述凸条的顶部内壁安装有推杆电机,所述推杆电机的输出端底部安装有顶升条,所述推料板位于顶升条的内部两侧设置。
11、优选的,所述推料板的顶部固定连接有连接杆,所述连接杆的顶部一端固定连接有与之垂直的滑杆,所述滑杆的外圈套设安装有滑套,所述滑套的一端固定连接有套设在推杆电机外圈的固定套。
12、优选的,所述滑杆为“t”形杆,所述滑杆的一端滑动安装在滑套的内壁,所述滑杆贯穿滑套筒壁一端的外圈连接有弹簧。
13、优选的,两组所述推料板相互靠近一侧的底部为圆弧面,所述顶升条的两侧为圆弧面,且顶升条的两侧与推料板的底部圆弧面相互抵触。
14、优选的,所述磨片还包括精磨区,所述精磨区内包括多个齿间槽。
15、优选的,所述预热料仓的预热温度大于90°;
16、所述木塞螺旋进料器的压力大于6bar;
17、所述碱液的添加量为10kg;
18、所述横蒸管包括横蒸管一和横蒸管二,所述横蒸管一和横蒸管二的加热温度为165℃;
19、所述蒸煮缸的温度大于150°;
20、蒸煮缸的蒸煮时间为15-20min;
21、所述热磨主机的作业功率大于3000kw。
22、优选的,所述冷却螺旋处碱液的添加量为20-30kg;
23、所述输送螺旋输送的木纤维浓度为20-30%;
24、优选的,所述常压高浓磨的功率大于2600kw。
25、与现有技术相比,本发明具有如下有益的技术效果:
26、本发明中的木片经过两道横蒸管的加热,在横蒸管内充分的与碱液反应,并进行蒸煮缸的高温蒸煮,该过程木片经过高温和碱液的浸渍可实现木片内纤维软化,结合热磨主机的磨浆实现木片被盘磨磨片对木片的充分分丝,成为纤维,结合常压高浓磨的使用进一步的将木纤维切断揉搓,提高分丝帚化程度和减小湿重,即可得到更细分散更好的木纤维成浆,因此可以提高木纤维的制备效率,提高木纤维热磨精度,制备工艺更为完善、高效;
27、进一步的,还通过在热磨主机的盘磨磨片的破碎区凸条内安装的推料板,实现将研磨破碎的木纤维从凸条的两侧隐藏边线内推出,从而实现木纤维的彻底清理,不会造成杂质堆积,避免杂质堆积造成的研磨效果不佳问题的出现;
28、综上,本发明制备工艺相对简单,同时制备的木纤维研磨均匀,大大减少进口量,降低企业木纤维制备成本,热磨主机内杂质排出效率高。
技术特征:1.一种热磨木纤维制备工艺,其特征在于,所述木纤维选用桉木精片、桉木统片、杂木精片中的任一种,所述制备工艺如下:
2.根据权利要求1所述的一种热磨木纤维制备工艺,其特征在于,所述粗磨区(2)上安装有多个条状的凸条(21)。
3.根据权利要求2所述的一种热磨木纤维制备工艺,其特征在于,所述凸条(21)的截面为倒“u”字形槽,所述凸条(21)的顶部内壁安装有推杆电机(22),所述推杆电机(22)的输出端底部安装有顶升条(23),所述推料板(29)位于顶升条(23)的内部两侧设置。
4.根据权利要求3所述的一种热磨木纤维制备工艺,其特征在于,所述推料板(29)的顶部固定连接有连接杆(28),所述连接杆(28)的顶部一端固定连接有与之垂直的滑杆(26),所述滑杆(26)的外圈套设安装有滑套(25),所述滑套(25)的一端固定连接有套设在推杆电机(22)外圈的固定套(24)。
5.根据权利要求4所述的一种热磨木纤维制备工艺,其特征在于,所述滑杆(26)为“t”形杆,所述滑杆(26)的一端滑动安装在滑套(25)的内壁,所述滑杆(26)贯穿滑套(25)筒壁一端的外圈连接有弹簧(27)。
6.根据权利要求5所述的一种热磨木纤维制备工艺,其特征在于,两组所述推料板(29)相互靠近一侧的底部为圆弧面,所述顶升条(23)的两侧为圆弧面,且顶升条(23)的两侧与推料板(29)的底部圆弧面相互抵触。
7.根据权利要求1所述的一种热磨木纤维制备工艺,其特征在于,所述磨片(1)还包括精磨区(3),所述精磨区(3)内包括多个齿间槽。
8.根据权利要求1所述的一种热磨木纤维制备工艺,其特征在于,所述预热料仓的预热温度大于90°;
9.根据权利要求1所述的一种热磨木纤维制备工艺,其特征在于,所述冷却螺旋处碱液的添加量为20-30kg;
10.根据权利要求1所述的一种热磨木纤维制备工艺,其特征在于,所述常压高浓磨的功率大于2600kw。
技术总结本发明涉及木纤维制备技术领域,尤其涉及一种热磨木纤维制备工艺。其技术方案,所述制备工艺如下:木片通过木片水洗机的筛选洗涤后去除杂质后通过预热料仓将木片预热;将预热后的木片送入木塞螺旋进料器中做木塞;在T形管处加入碱液,木片采用横蒸管加热两次,在两道横蒸管内充分加热使木片与碱液充分反应;与碱液反应后的木片送入蒸煮缸中蒸煮,此步骤令木片内纤维软化;软化后的木片经过热磨主机进行磨浆,木片被盘磨磨片分丝成为纤维,热磨主机包括多个磨片。本发明制备工艺相对简单,同时制备的木纤维研磨均匀,大大减少进口量,降低企业木纤维制备成本,热磨主机内杂质排出效率高。技术研发人员:刘嘉铭,程红东,宋鹏,陈孟民,刘祥星,刘永,刘垚受保护的技术使用者:玖龙纸业(东莞)有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/320034.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表