机床主轴的同心度校正装置及校正方法与流程
- 国知局
- 2024-10-21 15:28:20
本发明涉及一种利用机床的孔(hole)加工,更详细地,涉及当将工件旋转180度并沿相互面对的方向加工孔时,对在两个方向上加工的孔的同心度(concentricity)误差进行校正并对准的机床主轴的同心度误差校正装置及方法。
背景技术:
1、通常,诸如水平型加工中心的复合机床可以沿长度方向(z轴)和与长度方向正交的方向(x轴)移动,并且在前端具备安装有旋转刀具的主轴、在顶部具备供放置工件并且至少可以旋转180度的工作台。在这样的机床中,存在对放置在工作台上的工件进行两个方向的孔加工的情况。此时,安装有旋转刀具的主轴沿z轴方向移动,对放置于工作台上的工件执行z轴方向的孔加工。在机床中,当工件的一侧的孔加工结束时,将工作台旋转180度,使工件的相反侧成为旋转刀具的加工方向,并将主轴沿z轴方向移动,并在工件的相反侧执行孔加工。将工件旋转180度并在工件两侧加工的孔有必要具有中心线一致的同心度。
2、然而,如图1所示,主轴10在机床的制造过程中可能不可避免地被制造成沿主轴10的长度方向,即z轴方向微细地倾斜的状态。因此,当将用于加工孔41的旋转刀具11沿z轴方向安装于主轴10时,发生沿刀具11的长度方向(z轴)延伸的刀具11的起点与终点的x轴上的位置间隔开的平行度误差△xo。即,刀具11的平行度误差△xo为当在刀具11安装于主轴10的状态下使刀具11的z轴方向的终点的中心与机床工作台30的x轴中央(x轴值为0的点)一致时刀具起点与终点在x轴方向上间隔开的距离,可以通过单独的实测手段来测量。
3、如图2所示,就这样的针对z轴方向的刀具21的平行度误差△xo而言,当将安装有旋转刀具21的主轴10沿z轴方向移动并在放置于工作台30上的工件40的一侧加工孔41后,将工作台30旋转180度并在工件的40的相反侧加工另一个孔41时,在工件40的两个方向上加工的孔41发生孔41的中心线间隔开刀具21的平行度误差△xo的同心度误差。
4、这样的同心度误差可能会导致多种问题,如当将精确的部件贯通插入到两侧的孔41中或旋转被插入到两侧的孔41中的部件时,难以插入部件或使得插入的部件的组装状态不准确,或者在旋转时发生噪音振动及不均匀磨损等。这样的同心度误差会根据安装于主轴10的旋转刀具21的长度和加工的孔41的深度而变大。
5、另一方面,专利文献1介绍了一种在具有彼此面对的两个主轴的机床中校正两个面对的主轴的同心度的方法。然而,在该方法中,检测轴中心位置并将一侧主轴的中心位置与另一侧主轴的中心一致,终究是在具有两个彼此面对的主轴的机床中单纯对准两个面对的主轴的中心位置。因此,通过对准两个主轴的中心位置来校正同心度不同于具有一个主轴且主轴本身沿轴向倾斜而组装,使工件在工作台上旋转180度而在两个方向上加工孔时两个方向上加工的孔的同心度不一致的问题。
6、(专利文献1)日本公开专利公报h03-161246号
技术实现思路
1、技术问题
2、本发明解决上述问题的一目的在于,提供一种在具备可沿长度方向(z轴)和与长度方向正交的方向(x轴)移动至少可以旋转180度的工作台的机床中,当将工作台旋转180度并在放置于工作台上的工件的两个侧面加工要求同心度的孔时,即使存在安装于主轴的刀具的z轴平行度误差,仍能够使在工件的两个侧面加工的孔的同心度一致的装置和方法。
3、此外,本发明的另一目的在于,提供一种即使安装于主轴的刀具的长度发生变化,仍能够使在工件的两个侧面加工的孔的同心度一致的装置和方法。
4、技术方案
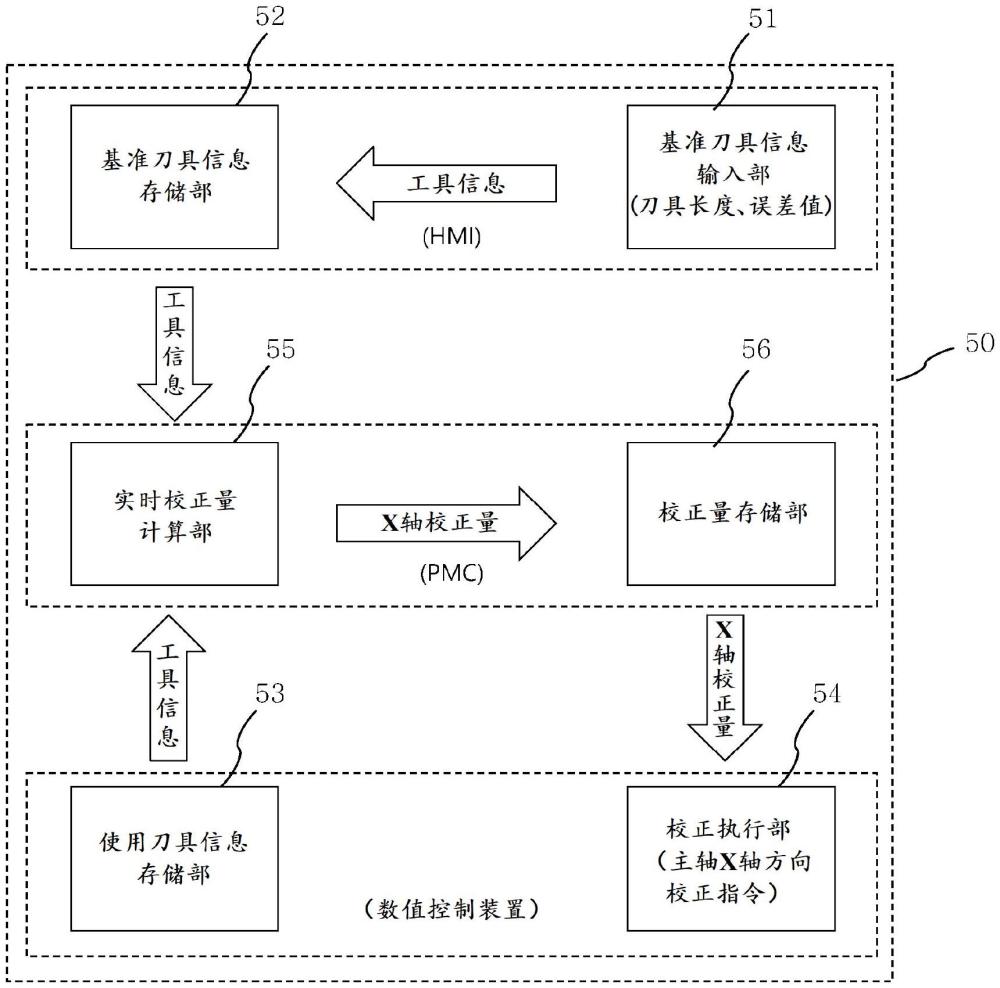
5、为了解决上述问题,本发明的机床主轴的同心度校正装置包括:基准刀具信息输入部,其输入基准刀具信息,该基准刀具信息包括基准刀具长度以及基准刀具平行度误差,该基准刀具平行度误差表示当将所述基准刀具安装于主轴时在基准刀具长度方向(z轴)上倾斜的程度;
6、基准刀具信息存储部,其存储由所述基准刀具信息输入部输入的基准刀具信息以及所述基准刀具的平行度误差的二分之一,作为所述基准刀具的同心度校正常数;
7、使用刀具信息存储部,其存储所要使用的使用刀具长度信息;
8、实时校正量计算部,其从所述基准刀具信息存储部接收包括基准刀具长度、同心度校正常数以及基准刀具平行度误差的基准刀具信息,并且从所述使用刀具信息存储部接收使用刀具长度信息,并计算相对于所述基准刀具长度的基准刀具长度与使用刀具长度的差的比率,对计算出的所述比率应用所述基准刀具的平行度误差,并与所述基准刀具的同心度校正常数相加来计算针对所述使用刀具的主轴的x轴方向同心度校正量;以及
9、校正执行部,其接收由所述实时校正量计算部计算的针对所述使用刀具的主轴的同心度校正量,并发出校正主轴的同心度的指令以校正在工件的两侧加工的孔的同心度误差。
10、作为优选实施例,所述装置的特征在于,还包括:校正量存储部,其存储由所述实时校正量计算部计算的针对所述使用刀具的主轴的同心度校正量。
11、此外,本发明的机床主轴的同心度校正方法包括:
12、测量针对基准刀具的平行度误差量,并将所述基准刀具的平行度误差量和所述平行度误差量的二分之一记录到基准刀具信息存储部作为基准刀具同心度校正常数的基准刀具平行度误差测量步骤(60);
13、将为了进行工件上的孔加工而要使用的刀具的长度输入到使用刀具信息存储部中的使用刀具信息输入步骤(70);
14、接收包括基准刀具长度和在所述基准刀具平行度误差测量步骤(60)中存储的所述基准刀具的平行度误差、以及所述基准刀具同心度校正常数的基准刀具信息、以及在所述使用刀具信息输入步骤70中输入的所述使用刀具长度信息,计算相对于所述基准刀具长度的所述使用刀具长度的比率,并对计算出的所述比率应用所述基准刀具的平行度误差,并与所述基准刀具同心度校正常数相加来计算针对所述使用刀具的主轴的同心度校正量的同心度误差校正量计算步骤(80);以及
15、发出将主轴移动在所述同心度误差校正量计算步骤(80)中计算的主轴的同心度校正量的指令的主轴平行度校正步骤(90)。
16、作为优选实施例,所述方法的特征在于,所述基准刀具平行度误差测量步骤(60)中的针对所述基准刀具的平行度误差量为在将基准刀具安装于主轴的状态下使所述基准刀具的z轴方向终点的中心与机床工作台的x轴中央(x轴值为0的点)一致时基准刀具的z轴方向终点的中心与起点的中心在x轴方向上间隔开的距离。
17、作为优选实施例,所述方法的特征在于,在所述使用刀具信息输入步骤(70)中,所述使用刀具长度是读取预先定义的刀具信息的。
18、作为优选实施例,所述方法的特征在于,在所述同心度误差校正量计算步骤(80)中,针对所述使用刀具的主轴的同心度校正量如以下数学式1计算:
19、<数学式1>
20、
21、其中,△xt为针对使用刀具的主轴的同心度追加校正量,△zo为基准刀具的长度,△zt为使用刀具的长度,△xo为基准刀具的平行度误差度,△xto为基准刀具的同心度校正常数。
22、作为优选实施例,所述机床主轴的同心度校正方法的特征在于,还包括:当进行不需要主轴的同心度校正的一般加工时,不执行所述主轴平行度校正步骤(90)而返回到最初状态的步骤。
23、发明的效果
24、根据本发明,在具备可沿长度方向(z轴)和与长度方向正交的方向(x轴)移动且有z轴平行度误差的主轴、以及在上部放置工件且至少可以旋转180度的工作台的机床中,当将工作台旋转180度并在工件的两个侧面加工孔时,即使存在主轴的z轴平行度误差,仍能够进行使在两个侧面加工的孔的同心度一致的精密的加工。
25、此外,根据本发明,即使安装于主轴的刀具的长度发生变化,仍能够积进行使在工件的两个侧面加工的孔的同心度一致的精密的加工。
本文地址:https://www.jishuxx.com/zhuanli/20241021/321637.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表