一种塑料桶注塑生产加压设备及工艺的制作方法
- 国知局
- 2024-11-06 14:46:09
本发明涉及塑料桶加工,具体为一种塑料桶注塑生产加压设备及工艺。
背景技术:
1、塑料桶在加工过程中采用注塑成型的工艺,注塑处常为内模和外模之间形成的间隙,将注塑的材料注入到间隙处形成产品。
2、根据中国专利公开号为cn220075414u,该专利提供一种塑料桶生产加压模具,包括支架、外模、内模、进料管、用于带动外模移动的调整装置一和用于带动内模移动的调整装置二,进料管和外模连通,支架的底部设置有和外模相对的让位孔,所述调整装置一包括驱动部一、传动轮一、传动轮二、传动带、传动螺杆和传动螺母一,驱动部一和支架连接,两传动螺杆转动连接在支架的两侧,通过调整装置二中驱动部一提供调整外模高度位置的动力,驱动部一带动传动轮一和传动轮二旋转,进而同时带动两传动螺杆转动,传动螺杆带动传动螺母一和外模上下位置调整,进而调整外模和内模之间的相对间隙,方便调整适应不同高度和底部厚度的塑料桶的加工。
3、上述模具在调整尺寸时会使型腔发生改变,从而在模具对接时难免存在缝隙,使得注塑口连通模具时的密封性降低,继而让注塑物料的压力泄漏、压进度不足,熔融塑料之中可能会产生空隙,影响成型质量,同时注塑头保压期间也会因泄压产生压力波动,不够稳定。故而提出一种塑料桶注塑生产加压设备及工艺来解决上述所提出的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种塑料桶注塑生产加压设备及工艺,解决了注塑物料的压力存在泄漏、压进度不足,进而产生压力波动不够稳定的问题。
3、(二)技术方案
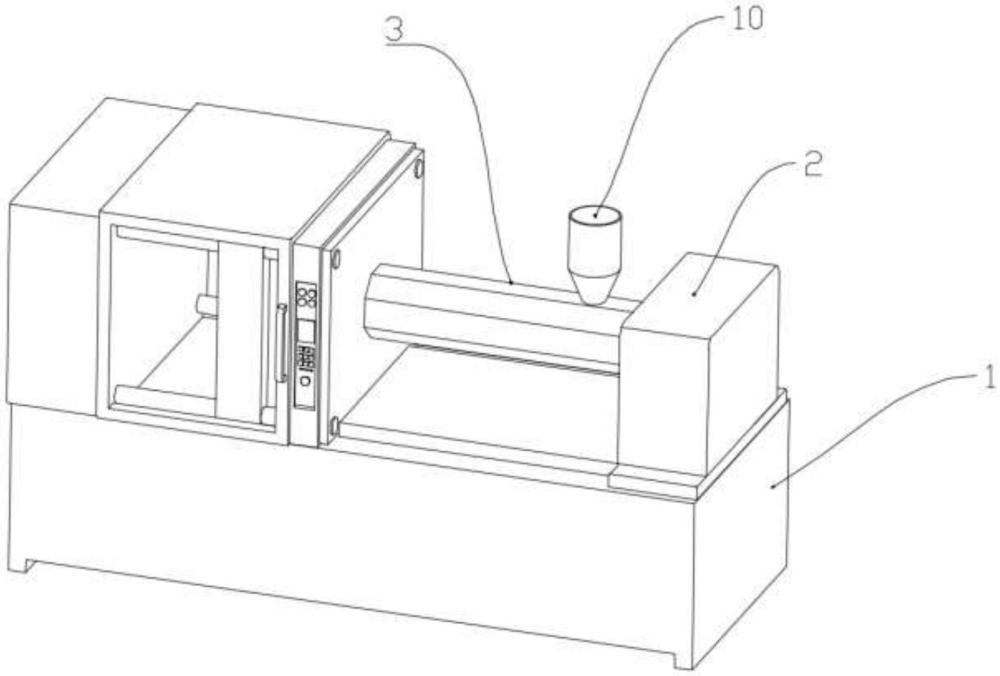
4、为实现上述目的,本发明提供如下技术方案:一种塑料桶注塑生产加压设备,包括卧式注塑机和机筒,注塑部用于输送熔融塑料进行注塑,补偿部用于熔融塑料保压期间对泄漏压力进行自适应补偿,保压部用于熔融塑料注塑期间对泄漏压力进行自适应保压,加压部用于注塑期间对熔融塑料进行自动化加压。
5、优选的,所述注塑部包括注塑头,所述注塑头贴合在机筒的内壁,所述注塑头的外壁环绕开设有引料槽,所述注塑头上环绕开设有通孔一,每个所述通孔一的内壁均开设有十字槽,所述注塑头的内壁环绕开设有与通孔一对应的内槽,每个所述内槽分别与对应的通孔一连通设置,每个所述内槽分别与对应的十字槽连通设置,每个所述内槽的中部均互相连通设置,所述注塑头的中部开设有通孔二,所述内槽的中部开设有滑槽并通过滑槽与通孔二连通设置,所述滑槽与通孔二之间对齐设置,所述注塑头远离通孔二的一端开设有安装槽。
6、优选的,所述安装槽的内壁连接有螺旋输送杆,所述螺旋输送杆贴合在机筒的内壁,所述卧式注塑机上安装有输出装置,所述输出装置与机筒之间连通设置,所述螺旋输送杆安装在输出装置中的马达上。
7、优选的,所述补偿部安装在注塑部中,所述补偿部包括限位片一,所述限位片一连接在通孔一的内壁,所述限位片一上滑动贯穿有滑杆一,所述滑杆一的一端上连接有活塞头,所述活塞头贴合通孔一的内壁,所述滑杆一的另一端连接有钢珠,所述钢珠与限位片一之间弹性连接有弹簧一,所述钢珠贴合在通孔一的内壁。
8、优选的,所述补偿部的数量与通孔二的数量相等,每个所述补偿部分别安装在对应的通孔二中。
9、优选的,所述保压部安装在通孔二中,所述保压部包括限位片二,所述限位片二连接在通孔二的内壁,所述限位片二上滑动贯穿有滑杆二,所述滑杆二的一端连接有磁铁一并套设有密封套,所述滑杆二的另一端上连接有磁铁二,所述磁铁二与限位片二之间弹性连接有弹簧二。
10、优选的,所述磁铁二的外壁环绕连接有与内槽数量对应的伸缩杆,每个所述伸缩杆的内杆上均连接有滑柱,每个所述滑柱分别滑动连接在对应的通孔一内,每个所述滑柱分别与自身相邻的钢珠抵接,每个所述滑柱上均连接有十字滑块,每个所述十字滑块分别滑动连接在对应十字槽内,所述滑槽的内壁连接有磁铁三,所述磁铁三与磁铁二之间同性相斥。
11、优选的,所述加压部包括喷嘴壳,所述喷嘴壳的中部开设有喷塑口,所述喷塑口的内壁连接有支杆,所述支杆上连接有电磁铁,所述电磁铁上连接有电线,所述电线贯穿支杆并贯穿喷嘴壳向外延伸,所述电磁铁插接在通孔二的内壁并与磁铁一异性相吸。
12、优选的,所述电磁铁的中部开孔设置,所述机筒的外壁套设有加热器,所述喷嘴壳安装在加热器的端部,所述喷嘴壳通过喷塑口与机筒连通设置,所述加热器上安装有料斗,所述料斗与机筒之间连通设置,所述喷嘴壳安装在卧式注塑机的合模装置上。
13、一种塑料桶注塑生产加压工艺,包括以下步骤:
14、s1、采用高压聚乙烯、聚丙烯原料进行混合和熔融,通过真空干燥配制出制作塑料桶的复合颗粒,使复合颗粒的含水量降低至0.06%-0.09%之间;
15、s2、将复合颗粒与添加剂从料斗投入机筒,利用螺旋输送杆输送原料,通过加热器使复合颗粒在内部升温塑化成熔融状态的复合材料熔体,所述添加剂为增塑剂、抗氧剂、抗静电剂、润滑剂;
16、s3、机筒起始段温度在145℃-180℃之间,机筒中段温度在220℃-285℃之间,机筒前段至射咀温度在235℃-300℃,机筒前段至射咀区域内利用补偿部中的弹簧一的预紧力带动活塞头挤压复合材料熔体,进而在保压期间对损耗压力补偿,保压阶段压力在10-20mpa之间;
17、s4、利用电磁铁吸附磁铁一促使保压部带动补偿部强制复位,进而在注射时进行主动加压,继而令复合材料熔体通过注塑头从喷塑口稳定地注入合模装置进行冷却成型,合模温度在20℃-60℃之间,注塑射出压力在50-150mpa,加压力在所述注塑射出压力的基础上提高1-10mpa。
18、(三)有益效果
19、与现有技术相比,本发明提供了一种塑料桶注塑生产加压设备及工艺,具备以下有益效果:
20、1、该塑料桶注塑生产加压设备及工艺,采用螺旋输送杆旋转离心力增大通孔一可吸纳熔融液体的容量,弹簧一失去离心驱动转换为自身内在的预紧力带动钢珠复位,并提供给通孔一内熔融塑料一定的推力,对机筒前段内熔融塑料泄压进行补偿,避免因压力泄漏而造成熔融塑料产生空隙、降低保压质量。
21、2、该塑料桶注塑生产加压设备及工艺,采用磁铁三始终对磁铁二同性相斥产生反推力,受斥力影响会通过伸缩杆带动滑柱向钢珠滑动,从而对钢珠形成挤压力,提高弹簧一的收缩效率,提高活塞头对熔融塑料的压力,利用活塞头和滑柱对熔融塑料进行了连续两次的增压,从而提高了压力补偿的效率,避免因泄压导致压力损耗无法弥补的问题。
22、3、该塑料桶注塑生产加压设备及工艺,采用斥力促使磁铁二远离磁铁三,弹簧二在自身内在预紧力的作用下收缩并通过滑杆二推动磁铁一复位,磁铁一受熔融塑料的压力复位受阻进而产生推力增压,同时斥力也会提高弹簧二的收缩效率,进一步促使磁铁一对熔融塑料增压,再次地提高了因泄压造成压力不足的问题,自适应泄压量对机筒前段熔融塑料进行压力补偿,使得保压过程中物料紧密、严实。
23、4、该塑料桶注塑生产加压设备及工艺,采用电磁铁插入通孔二内,强制吸附磁铁一使得磁铁一强制复位并带动滑柱强制复位,滑柱强制挤压钢珠促使活塞头强制复位,进而将通孔一和通孔二内的熔融塑料强制向外挤出,继而产生一次主动加压的效果,提高注塑期间的注射压力,进一步提高注射效率,同时也会进一步地补偿注塑期间因模具拼接缝隙造成泄压的压力,确保注射压力的稳定性,提高注射质量。
本文地址:https://www.jishuxx.com/zhuanli/20241106/324025.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。