一种用于低温热收缩膜生产用冷却装置的制作方法
- 国知局
- 2024-11-06 15:03:16
本发明涉及低温热收缩膜的冷却,具体而言,涉及一种用于低温热收缩膜生产用冷却装置。
背景技术:
1、低温热收缩膜是一种在低温条件下加热后会收缩的薄膜材料,通常用于包装、封装和保护产品。其主要特点是通过较低的热量即可产生显著的收缩效果,广泛应用于食品、医药、日化等行业,用于对产品进行紧密包装,从而起到防护、防潮、保鲜和美观的作用。
2、目前,在低温热收缩膜的生产过程中,冷却环节至关重要。传统的冷却装置往往缺乏对膜材温度的实时监控,导致冷却过程不够精确,影响了膜材的收缩性能和物理特性。特别是在高速生产线中,热收缩膜在经过加热收缩后,如果不能进行均匀而精确的冷却,可能导致膜材出现褶皱、拉伸不均或物理性能下降的问题。现有的冷却装置通常仅通过简单的冷却辊进行冷却,无法对不同阶段的膜材温度进行有效控制,也不能充分考虑环境温度变化对冷却效果的影响,导致膜材质量不稳定,成品率较低。
3、因此,急需发明一种低温热收缩膜生产时的冷却装置,用于解决现有技术中因膜材温度冷却不及时,冷却不均匀,进而导致成品质量不稳定的问题。
技术实现思路
1、鉴于此,本发明提出了一种用于低温热收缩膜生产用冷却装置,旨在解决当前技术中因膜材温度冷却不及时,冷却不均匀,进而导致成品质量不稳定的问题。
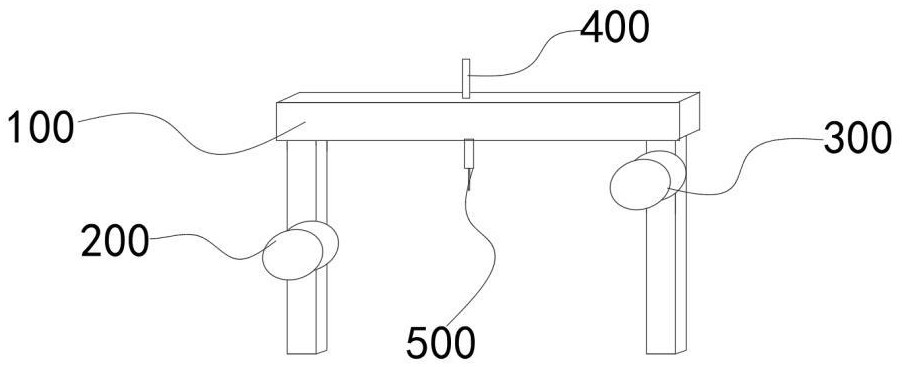
2、本发明提出了一种用于低温热收缩膜生产用冷却装置,包括:
3、支撑架,其相对两侧设置分别有第一连接轴和第二连接轴;
4、第一冷却辊,套设在所述第一连接轴的外侧,所述第一冷却辊与所述第一连接轴转动连接,其中,所述第一冷却辊用于对低温热收缩膜进行一次降温;
5、第二冷却辊,套设在所述第二连接轴的外侧,所述第二冷却辊与所述第二连接轴转动连接,其中,所述第二冷却辊用于对一次降温后的所述低温热收缩膜进行拉伸和二次降温;
6、检测模块,设置在所述支撑架的顶部,所述检测模块用于检测所述低温热收缩膜的温度和环境温度;
7、张力检测模块,设置在所述第一冷却辊和第二冷却辊之间,所述张力检测模块用于对所述第一冷却辊和第二冷却辊之间的低温热收缩膜的弹性值进行检测;
8、控制模块,分别与所述第一冷却辊、第二冷却辊、检测模块和张力检测模块电连接,所述控制模块用于根据所述低温热收缩膜的温度、环境温度和所述低温热收缩膜的弹性值,确定所述第一冷却辊和第二冷却辊的冷却温度。
9、进一步的,所述控制模块用于根据所述低温热收缩膜的温度、环境温度和所述低温热收缩膜的弹性值,确定所述第一冷却辊和第二冷却辊的冷却温度时,包括:
10、所述控制模块用于获取所述低温热收缩膜的实时膜温度和低温热收缩膜的实时厚度;
11、所述控制模块还用于获取所述第一冷却辊的表面实时温度、第一冷却辊的转动速度和配置的预设冷却温度;
12、所述控制模块还用于根据所述低温热收缩膜的实时膜温度、低温热收缩膜的实时厚度、第一冷却辊的表面实时温度、第一冷却辊的转动速度和预设冷却温度之间的关系,确定所述第一冷却辊的冷却温度。
13、进一步的,所述控制模块还用于根据所述低温热收缩膜的实时膜温度、低温热收缩膜的实时厚度、第一冷却辊的表面实时温度、第一冷却辊的转动速度和预设冷却温度之间的关系,确定所述第一冷却辊的冷却温度时,包括:
14、所述控制模块用于获取所述预设冷却温度xmin和xmxa;
15、所述控制模块还用于根据所述实时膜温度、预设冷却温度xmxa、实时厚度和第一冷却辊的转动速度之间的关系,确定所述低温热收缩膜的需求冷却温度;
16、所述控制模块还用于根据所述需求冷却温度与所述表面实时温度之间进行比对;
17、当所述需求冷却温度与所述表面实时温度相一致时,所述控制模块则确定所述第一冷却辊的表面实时温度为所述第一冷却辊的冷却温度;
18、当所述需求冷却温度与所述表面实时温度不一致时,所述控制模块则根据所述需求冷却温度与所述表面实时温度之间的关系,确定调整系数,并确定根据所述调整系数调整后的所述第一冷却辊的表面实时温度为所述第一冷却辊的冷却温度。
19、进一步的,所述控制模块根据所述需求冷却温度与所述表面实时温度之间的关系,确定调整系数时,包括:
20、所述控制模块还用于获取所述需求冷却温度与所述表面实时温度之间的温度差值绝对值,并根据所述温度差值绝对值与所述控制模块预先配置的第一预设绝对值和第二预设绝对值之间的关系,确定所述调整系数;
21、当所述温度差值绝对值小于或等于所述第一预设绝对值时,所述控制模块则确定所述调整系数为m3;
22、当所述温度差值绝对值大于所述第一预设绝对值,且所述温度差值绝对值小于或等于所述第二预设绝对值时,所述控制模块则确定所述调整系数为m2;
23、当所述温度差值绝对值大于所述第二预设绝对值时,所述控制模块则确定所述调整系数为m1;
24、其中,所述第一预设绝对值小于所述第二预设绝对值,且,m1<m2<m3<1。
25、进一步的,当所述控制模块确定所述第一冷却辊的冷却温度时,包括:
26、所述控制模块还用于获取实时环境温度,并根据所述实时环境温度与预设的环境温度之间的关系,判断是否对所述第一冷却辊的冷却温度进行调节;
27、当所述实时环境温度低于或等于所述预设的环境温度时,所述控制模块则判断不对所述第一冷却辊的冷却温度进行调节;
28、当所述实时环境温度高于所述预设的环境温度时,所述控制模块则根据所述实时环境温度与预设的环境温度之间的环境温度差值,确定调节系数,并根据所述调节系数对所述第一冷却辊的冷却温度进行调节。
29、进一步的,所述控制模块根据所述实时环境温度与预设的环境温度之间的环境温度差值,确定调节系数时,包括:
30、所述控制模块还用于根据所述环境温度差值与所述控制模块预先配置的第一预设环境温度差值和第二预设环境温度差值之间的关系,确定所述调整系数;
31、当所述环境温度差值小于所述第一预设环境温度差值时,所述控制模块则确定所述调节系数为l3;
32、当所述环境温度差值大于或等于所述第一预设环境温度差值,且所述环境温度差值小于所述第二预设环境温度差值时,所述控制模块则确定所述调节系数为l2;
33、当所述环境温度差值大于或等于所述第二预设环境温度差值时,所述控制模块则确定所述调节系数为l1;
34、其中,所述第一预设环境温度差值小于所述第二预设环境温度差值,且l1<l2<l3<1。
35、进一步的,所述控制模块在确定所述第二冷却辊的冷却温度时,包括:
36、所述控制模块还用于获取一次冷却后所述低温热收缩膜的实时温度,并根据一次冷却后所述低温热收缩膜的实时温度、所述第二冷却辊的表面温度和预设温度xmxa之间的关系,确定所述第二冷却辊的冷却温度;
37、其中,所述控制模块预先配置预设表面温度差值;
38、当一次冷却后所述低温热收缩膜的实时温度低于或等于所述预设温度xmxa,且所述第二冷却辊的表面温度与所述预设温度xmxa之间的差值低于或等于所述预设表面温度差值时,所述控制模块则确定所述第二冷却辊的表面温度为所述第二冷却辊的冷却温度;
39、当所述一次冷却后所述低温热收缩膜的实时温度高于所述预设温度xmxa时,所述控制模块则根据所述低温热收缩膜的实时温度与所述预设温度xmxa之间的关系,确定修正系数,并根据所述修正系数修正后的所述第二冷却辊的表面温度为所述第二冷却辊的冷却温度;
40、当所述一次冷却后所述低温热收缩膜的实时温度低于或等于所述预设温度xmxa,且所述第二冷却辊的表面温度与所述预设温度xmxa之间的差值高于所述预设表面温度差值时,所述控制模块则根据所述第一冷却辊和第二冷却辊之间的低温热收缩膜的弹性值,确定所述第二冷却辊的冷却温度。
41、进一步的,所述控制模块则根据所述低温热收缩膜的实时温度与所述预设温度xmxa之间的关系,确定修正系数时,包括:
42、所述控制模块还用于获取所述低温热收缩膜的实时温度与所述预设温度xmxa之间的膜温度差值,并根据所述膜温度差值与所述控制模块预先配置的第一预设膜温度差值和第二预设膜温度差值之间的关系,确定所述修正系数;
43、当所述膜温度差值低于所述第一预设膜温度差值时,所述控制模块则确定所述修正系数为q3;
44、当所述膜温度差值高于或等于所述第一预设膜温度差值,且所述膜温度差值低于所述第二预设膜温度差值时,所述控制模块则确定所述修正系数为q2;
45、当所述膜温度差值高于或等于所述第二预设膜温度差值时,所述控制模块则确定所述修正系数为q1;
46、其中,所述第一预设膜温度差值小于所述第二预设膜温度差值,且,q1<q2<q3<1。
47、进一步的,所述控制模块根据所述第一冷却辊和第二冷却辊之间的低温热收缩膜的弹性值,确定所述第二冷却辊的冷却温度时,包括:
48、所述控制模块用于获取所述第一冷却辊和第二冷却辊之间低温热收缩膜的实时弹性值,并根据所述实时弹性值与预设弹性值之间的关系,确定所述第二冷却辊的冷却温度;
49、当所述实时弹性值小于或等于所述预设弹性值时,所述控制模块则确定所述第二冷却辊的表面温度为所述第二冷却辊的冷却温度;
50、当所述实时弹性值大于所述预设弹性值时,所述控制模块则根据所述实时弹性值与预设弹性值之间的弹性值差值,确定校准系数,并确定根据所述校准系数校准后所述第二冷却辊的表面温度为所述第二冷却辊的冷却温度。
51、进一步的,所述控制模块根据所述实时弹性值与预设弹性值之间的弹性值差值,确定校准系数时,包括:
52、所述控制模块还用于根据所述弹性值差值与所述控制模块预先配置的第一预设弹性值差值和第二预设弹性值差值之间的关系,确定所述校准系数;
53、当所述弹性值差值小于所述第一预设弹性值差值时,所述控制模块则确定所述校准系数为p3;
54、当所述弹性值差值大于或等于所述第一预设弹性值差值,且所述弹性值差值小于所述第二预设弹性值差值时,所述控制模块则确定所述校准系数为p2;
55、当所述弹性值差值大于或等于所述第二预设弹性值差值时,所述控制模块则确定所述校准系数为p1;
56、其中,所述第一预设弹性值差值小于所述第二预设弹性值差值,且p1<p2<p3<1。
57、与现有技术相比,本发明的有益效果在于:通过在生产线中设置第一冷却辊和第二冷却辊,分阶段对低温热收缩膜进行降温处理,显著提升了膜材的冷却效果。传统的冷却方式通常是一次性完成冷却,容易导致膜材收缩不均或局部过度冷却的问题。而本装置通过将冷却过程分为两步,一次降温后的膜材经过拉伸后再次进入第二冷却辊进行二次降温,不仅有效避免了膜材的过度收缩,同时确保了膜材的平整性和质量稳定性。其次,通过检测模块能够实时监控低温热收缩膜的温度和环境温度。在生产过程中,膜材的温度是决定其收缩效果和最终产品性能的关键因素之一。通过对膜材温度的实时监控,装置能够及时调整冷却辊的温度,避免因环境温度变化或生产速度波动导致的冷却不均问题。这一功能显著提高了冷却过程的精度和可靠性,有助于减少生产中的废品率,提升生产效率。最后,通过控制模块与各冷却辊、检测模块及张力检测模块电连接,综合各项实时数据,自动调整冷却参数。这种自动化的控制方式减少了人工干预的需求,提升了生产线的智能化程度,同时也增强了生产工艺的稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20241106/325103.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表