制造加固构件材料的方法与流程
- 国知局
- 2024-11-06 15:08:44
本发明涉及适合用作鞋中加固构件的毛毡材料以及生产这种材料的方法。
背景技术:
1、几乎所有现代鞋在其内部结构中包括加固构件。鞋加固构件包括但不限于在前部处的鞋头垫和在鞋跟中的鞋跟稳定器,以在鞋的整个有效寿命期间提供并保持期望的形状。
2、在鞋的鞋跟区域中,鞋跟稳定器通常定位在外部材料和鞋面的衬里之间。鞋跟稳定器的目的是加强鞋的后部,提供合适的形状,并防止鞋的后部失去所述形状,同时为鞋跟区域提供某种形式的支撑并为穿着者保持足部生理学的积极要素。用于生产鞋跟稳定器的最常用的制造工艺包括膜挤出、浸渍和烧结。
3、目前用于形成鞋跟稳定器的一种材料是采用乳液聚合物浸渍的聚酯非织造织物。特别地,将聚酯非织造织物采用水基sbr胶乳以浸渍剂与纤维大约2:1的比例浸渍。然后将该材料固化,在烘箱中干燥,和最后采用热熔性粘合剂涂覆。鞋跟稳定器与织物和在鞋制造期间使用的任何粘合剂的相容性可能影响鞋跟稳定器和鞋的回弹性、刚度和形状保持性。
4、sbr胶乳是衍生自有机化合物的合成橡胶。它是一种不被认为是环境友好的可消费产品。为了改善环境信誉和可持续性,制造商和消费者不乐意使用和购买由诸如sbr胶乳的产品制成的材料。现在优选的是由可回收材料或可持续材料制成的材料。因此,需要一种更可持续地制造的用作加固构件的改进材料。特别地,期望避免胶乳浸渍的需要,而不对加固构件的材料性能造成任何显著损害。还需要一种制造这种材料的方法。
技术实现思路
1、本发明提供了一种制造加固构件材料的方法,该方法包括:
2、提供未压缩的毛毡层,所述未压缩的毛毡层包括密度为0.08g/cm3至0.16g/cm3的主要纤维材料;
3、使毛毡层通过双带压机(double bel t press);其中
4、当毛毡层通过双带压机时,毛毡层保持在恒定压力下,同时首先加热到主要纤维材料熔点的20℃以内,且随后冷却到主要纤维材料的玻璃化温度以下,以形成压缩材料。
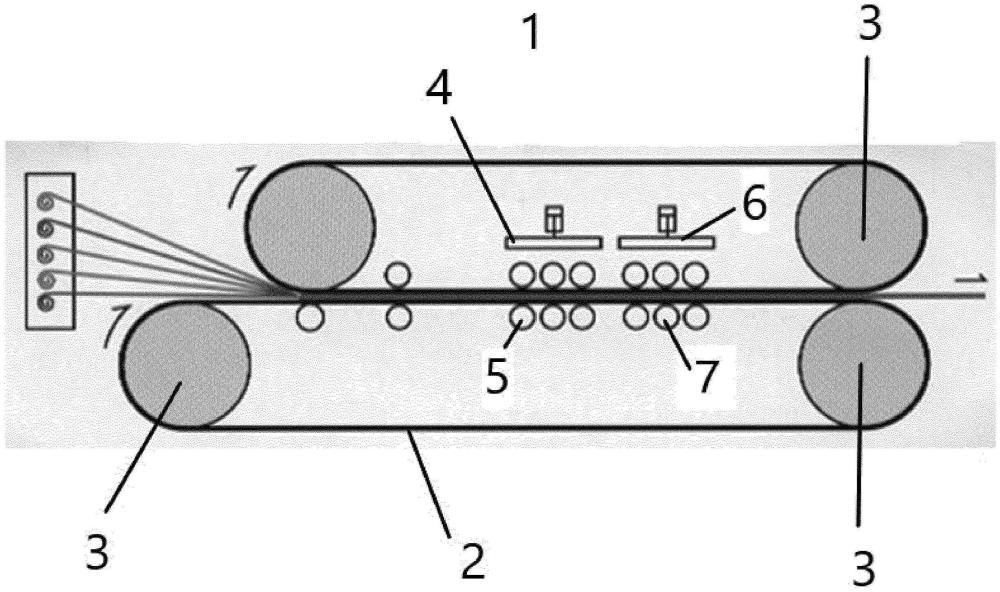
5、本发明的方法的优点在于它可以提供具有与用胶乳浸渍的现有技术材料的材料性质类似的加固构件材料,而不需要这种浸渍。这通过使用具有集成的接触加热和接触冷却的双带压机来实现。特别地,将主要纤维加热到主要纤维材料的熔点的20℃以内,然后冷却到主要纤维材料的玻璃化温度以下,同时毛毡层在双带压机中保持在压力下,导致与现有技术相比具有有利性质的材料。合适的双带压力机在附图中示出并在下面讨论。然而,应当理解可以使用能够实施本发明的方法的任何加热的双带压机,并且这种装置对于本领域技术人员来说立即是显而易见的。
6、通过双带压机施加到未压缩毛毡层的压力可以是用于将材料压缩到合适厚度的任何合适的压力。在本发明的实施方案中,施加的压力可以是10n/cm2至100n/cm2、20n/cm2至80n/cm2、30n/cm2至70n/cm2、或40n/cm2至60n/cm2,例如55n/cm2。
7、在本发明的实施方案中,主要纤维材料可以是聚酯。然而,可以使用其他合适的材料,并且这些材料对于本领域技术人员来说立即是显而易见的。一种合适的替代材料是聚乳酸,其可以从天然来源中获得。主要纤维材料可以是聚乳酸,或者可以是聚酯和聚乳酸纤维的混合物,或者可以是任何其它合适的材料。除了主要纤维材料之外,毛毡层还可以包含熔点低于主要纤维材料的另外的纤维材料。主要纤维材料将占毛毡层的至少50%,并且可以占毛毡层的60%、70%、80%、90%或100%。
8、如果主要纤维材料是聚酯,则它可以是原始材料或再循环材料或其混合物。本发明中使用的聚酯纤维可以具有任何合适的粗糙度,例如1-12分特。
9、在本发明的实施方案中,毛毡层或压缩材料在通过双带压机或任何其他合适的加热和压缩机器之前,可以在一侧或两侧上采用粉末粘合剂涂覆。通常有利的是,用于压缩本发明的未压缩毛毡层的双带压机用于加热和压缩施加到材料上的粉末粘合剂。为此,下面列出的叙述涉及双带压机,但是在适当的情况下,这应该被理解为涉及双带压机或可以用于加热和压缩平坦材料上粉末粘合剂的任何其他机器。
10、合适的粉末粘合剂包括但不限于聚己内酯、乙烯-乙酸乙烯酯、聚氨酯、聚酯或聚酰胺粉末或其任何合适的组合。可以采用粉末粘合剂进行涂覆,以赋予通过本发明的方法生产的最终材料粘合性能。
11、通常,可能有利的是单独涂覆材料的相对侧。也就是说,可以采用粉末粘合剂涂覆材料的第一侧,然后使材料通过加热的双带压机以将粉末粘合剂粘附到材料的第一侧,然后随后可以采用粉末粘合剂涂覆材料的第二侧,然后使材料通过加热的双带压机以将粉末涂层粘附到材料的第二侧。在本发明的替代实施方案中,可以同时涂覆材料的第一侧和第二侧。
12、在加热和压缩未压缩毛毡层之后,采用粉末粘合剂涂覆材料可以作为附加的工艺步骤进行。例如,在根据本发明的方法加热、压缩和冷却毛毡层之后,可以在一侧或两侧上涂覆压缩材料,然后使其通过加热的双带压机,以将粉末涂料压缩并粘附到压缩材料上。或者,一侧或两侧的涂覆可以与未压缩毛毡层的加热和压缩同时进行。
13、采用粉末粘合剂在材料的一侧或两侧上涂覆可以进行作为附加工艺步骤,或作为加热和压制未压缩毛毡层的在线工艺,或作为形成层压材料或夹层材料的在线工艺。
14、容易理解的是,粘合剂粉末涂层的加热和压缩可以在比未压缩毛毡层的加热和压缩更低的温度和压力下进行,并且如果在未压缩毛毡层的加热和压缩之后进行,则可以在更高的加工速率下进行。例如,可能仅需要将粉末状粘合剂层加热到小于150℃、小于120℃或小于100℃。在本发明的实施方案中,可以使用90℃的温度来加热粉末状粘合剂涂层。类似地,小于50n/cm2、小于40n/cm2、小于30n/cm2或小于20n/cm2的压力可足以压缩粉末状粘合剂层。在本发明的实施方案中,以10n/cm2的压力压缩粉末状粘合剂涂层。
15、根据本发明的方法,将未压缩的毛毡层加热到主要纤维材料熔点的20℃以内。在本发明的实施方案中,可以将毛毡层加热到主要纤维材料的熔点的15℃、10℃或5℃内,或者加热到主要纤维材料的熔点。据信将主要纤维材料加热到主要纤维材料的熔点可获得更硬的最终材料。
16、通常,在本发明的实施方案中,压缩材料的厚度将在0.5mm和2.5mm之间。小于0.5mm的厚度是不期望的,因为加固构件材料可以形成脆性结晶结构。已经发现保持材料的厚度大于0.5mm可以避免该问题。最大厚度,其可以是例如2.5mm,是可以实现毛毡层的相对均匀的加热和冷却的最大厚度。
17、在本发明的实施方案中,压缩材料的密度可以为0.4g/cm3至1.1g/cm3。这种密度的材料被认为适用于鞋的加固组件。为了形成这种密度的材料,已经发现使用密度为0.08至0.16g/cm3的未压缩毛毡层通常是合适的。
18、本发明的双层压机可以采用任何合适的速度运行。预期本领域技术人员将能够确定运行压机的合适速度。例如,机器运行的速度可以大于1m/min并且可以小于30m/min。对于使未压缩的毛毡层通过双带压机的密度步骤,在该范围较低端的速度可能是优选的。例如,可优选双带压机以小于10m/min或小于5m/min的速度操作。对于层压材料和/或涂覆材料的后续处理,如上所述,可优选双带压机以更高的速度操作,例如以高于15m/min或高于20m/min的速度操作。
19、本发明的加固构件材料可以是形成为本发明的权利要求1的方法的直接输出的单层材料。在本发明的实施方案中,加固构件材料可以经历进一步的加工。例如,该方法还可以包括形成包含两层或更多层压缩材料的层压材料的后续步骤。另外地或替代地,该方法还可以包括形成包含两层压缩材料的夹层材料的后续步骤,该夹层材料在两层压缩材料之间具有填充材料。可以使用任何合适的填充材料,例如原始或再循环材料。在本发明的一些实施方案中,切碎的衬里材料可以用作填充材料,或者可以使用粉末状废料。用粉末粘合剂涂覆材料可以在形成层压材料或夹层材料的在线过程中进行。也就是说,材料的涂覆可以与层压材料或夹层材料的形成同时进行。
20、根据本发明的层压材料或夹层材料的形成可以使用双带压机或任何类似的机器进行。如果使用双带压机,则这可以是与用于形成压缩材料相同的双带压机。
21、如果使用双带压机来形成层状或夹层材料,则通常有利的是其在与操作双带压机以形成层压材料和夹层材料相同的速度和/或温度和/或压力下操作。应当理解,本领域技术人员将理解操作双带压机以形成层状或夹层材料的最佳条件。
22、本发明还提供了一种根据本发明的方法制造的加固构件材料。特别地,本发明提供了一种由包含主要纤维材料的压缩毛毡制成的加固构件材料,其中密度为0.4至1.1g/cm3,厚度为0.5至2.5mm。该材料可以具有以上在本发明方法的叙述中列出的任何性质和/或组分。例如,该材料可以具有粉末涂层,可以是两层、三层、四层或更多层的层压材料,并且可以是在两层压缩材料之间具有填充材料的夹层材料。
23、可以使用本发明的加固构件材料以形成鞋头垫、鞋跟稳定器、内底或任何其它加固部件,用于鞋或需要以类似方式加固的任何其它产品。
24、密度为0.4g/cm3至1.1g/cm3的材料被认为适用于鞋的加固组件。为了形成这种密度的材料,已经发现使用密度为0.08g/cm3至0.16g/cm3的未压缩毛毡层是有利的。
25、本发明的其他特征和优点将从下面讨论并在附图中示出的本发明的实施例中显而易见。
本文地址:https://www.jishuxx.com/zhuanli/20241106/325538.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表