磁性基板的制造方法与流程
- 国知局
- 2024-11-06 15:08:55
本发明涉及磁性基板的制造方法。
背景技术:
1、作为被用于电子设备的电路基板之一,有用树脂组合物填充芯基板的通孔并使该树脂组合物固化而得的基板(专利文献1、2和3)。此外,作为用于填充电感器部件用的电路基板的通孔的树脂组合物,有时采用包含磁性粉体的组合物(专利文献4)。像这样使用包含磁性粉体的树脂组合物的电路基板具备形成有通孔的芯基板和填充于通孔中的树脂组合物的固化物。所述的固化物因为包含磁性粉体,所以可作为磁性材料使用。以下,有时将像这样用包含磁性粉体的材料填充通孔而成的基板称为“磁性基板”。
2、现有技术文献
3、专利文献
4、专利文献1:日本专利特开2004-149758号公报
5、专利文献2:日本专利特许第4992514号公报
6、专利文献3:日本专利特开2016-100546号公报
7、专利文献4:日本专利特开2021-86856号公报。
技术实现思路
1、发明所要解决的技术问题
2、使用磁性材料来制造具有良好特性的电感器部件的情况下,要求磁性材料具有高磁导率。为了利用树脂组合物的固化物获得磁导率高的磁性材料,理想的是增加树脂组合物中的磁性粉体的含有率。
3、以往,作为将包含磁性粉体的树脂组合物填充于通孔的方法,采用丝网印刷法等印刷法。但是,在磁性粉体的含有率高的情况下,树脂组合物的流动性低,导致印刷性差,所以难以通过印刷法进行填充。于是,本发明人进行了即使增加树脂组合物中的磁性粉体的含有率也可将该树脂组合物良好地填充于通孔的方法的探讨。
4、具体来说,本发明人进行了使用具备支承体和形成于支承体上的树脂组合物层的树脂片材将树脂组合物填充于通孔的方法的探讨。然而,如果利用树脂片材将树脂组合物填充于通孔,则会形成未填充部或空洞,难以实现良好的填充。
5、例如,本发明人尝试了用真空层压机将树脂片材与芯基板进行层叠而将树脂组合物填充于通孔。一般来说,对于真空层压机,在真空环境下通过弹性构件对树脂片材加压,进行树脂片材与芯基板的层叠。例如,一般采用以由橡胶形成的弹性模具进行加压的橡胶压制法、以由弹性材料形成的膜进行加压的隔膜法等。通过像这样使用弹性构件进行加压,树脂片材可充分顺应芯基板的表面形状,所以真空层压机被期待可实现无间隙的层叠。但是,使用真空层压机的情况下,无法将树脂组合物填充至整个通孔内,可能会形成没有树脂组合物的未填充部。
6、于是,本发明人尝试了使用双室式真空层压机。双室式真空层压机在第一室中如前所述在真空环境下进行树脂片材与芯基板的层叠,然后在第二室中在大气压环境下对树脂片材进行加压。一般双室式真空层压机以全自动的连续生产为目的,大多在第二室为了树脂组合物层的平滑化而用平滑的平板对树脂片材进行加压。通过在第二室对树脂组合物进一步加压,期待该树脂组合物进一步进入通孔内,可抑制未填充部的形成。但是,使用双室式真空层压机的情况下,树脂组合物中形成空洞(气泡)。
7、此外,例如,本发明人尝试了用真空热压将树脂片材与芯基板进行层叠而将树脂组合物填充于通孔。一般来说,对于真空热压,在真空环境下以高压条件长时间对树脂片材和芯基板进行加热(日本专利第6812091号公报)。因为像这样采用高温高压长时间的条件,真空热压一般不需要高水平的真空度,被期待减少减压的成本来实现层叠。但是,使用真空热压的情况下,如果观察形成于通孔内的树脂组合物的固化物,会发现空洞。
8、本发明人进一步探讨后发现,加厚树脂片材的树脂组合物层的情况下,可通过真空层压机将树脂组合物填充至通孔内。但是,使用树脂片材的情况下,通常不仅在通孔内,树脂组合物还附着于芯基板的主面。树脂组合物层较厚的情况下,附着于芯基板主面的树脂组合物的量增加。一般来说,树脂组合物附着于芯基板主面的情况下,在该树脂组合物固化后,通过研磨除去该固化物。但是,包含磁性粉体的树脂组合物的固化物的研磨性低,研磨工序的负荷大。因而,如果固化物多,则研磨需要大量的时间和能耗。因此,希望有即使树脂组合物层薄的情况下也可将树脂组合物填充于通孔的方法。
9、本发明鉴于上述的课题而提出,其目的在于提供可在抑制空洞和未填充部的形成的同时,用树脂片材将树脂组合物填充于芯基板的通孔的磁性基板的制造方法。
10、解决技术问题所采用的技术手段
11、本发明人为了解决上述的课题而进行了认真研究。结果本发明人发现,如果采用包括在特定的真空度下以特定的加热条件利用刚性板对树脂片材进行加压的方法,可在抑制空洞和未填充部的形成的同时,将树脂组合物填充于通孔,从而完成了本发明。
12、即,本发明包括下述的内容。
13、[1]一种磁性基板的制造方法,其是使用具备支承体和形成于支承体上的树脂组合物层的树脂片材来制造磁性基板的制造方法,其中,
14、所述树脂组合物层包含含有磁性粉体的树脂组合物;
15、所述制造方法包括:
16、在形成有通孔的芯基板上配置树脂片材的工序(i)、和
17、用刚性板对树脂片材进行加压而将树脂组合物填充于通孔的工序(ii);
18、所述工序(ii)包括在真空度1.3kpa以下,以80℃以上且160℃以下的加热条件,以刚性板与树脂片材相接的方式进行加压的步骤。
19、[2]根据[1]所述的磁性基板的制造方法,其中,
20、工序(i)包括在芯基板的两侧配置树脂片材的步骤,
21、工序(ii)包括用刚性板对设置于芯基板的两侧的树脂片材进行加压的步骤。
22、[3]根据[1]或[2]所述的磁性基板的制造方法,其中,以5kgf/cm2以上的压力条件进行工序(ii)中的加压。
23、[4]根据[1]~[3]中任一项所述的磁性基板的制造方法,其中,在工序(ii)之后,包括将树脂组合物固化的工序(iii)。
24、[5]根据[4]所述的磁性基板的制造方法,其中,在工序(iii)之后,包括对已固化的树脂组合物进行研磨的工序(iv)。
25、[6]根据[4]或[5]所述的磁性基板的制造方法,其中,
26、工序(iii)包括在通孔内形成包含树脂组合物的固化物的固化物层的步骤;
27、所述制造方法在工序(iii)之后包括在通孔内的固化物层形成通孔的工序(v)。
28、[7]根据[4]~[6]中任一项所述的磁性基板的制造方法,其中,在工序(iii)之后,包括形成导体层的工序(vi)。
29、[8]根据[1]~[7]中任一项所述的磁性基板的制造方法,其中,相对于树脂组合物的不挥发成分100体积%,磁性粉体的量为65体积%以上。
30、[9]根据[1]~[8]中任一项所述的磁性基板的制造方法,其中,树脂片材所具备的树脂组合物层的厚度为150μm以下。
31、发明的效果
32、如果采用本发明,则能够提供可在抑制空洞和未填充部的形成的同时,用树脂片材将树脂组合物填充于芯基板的通孔的磁性基板的制造方法。
33、附图的简单说明
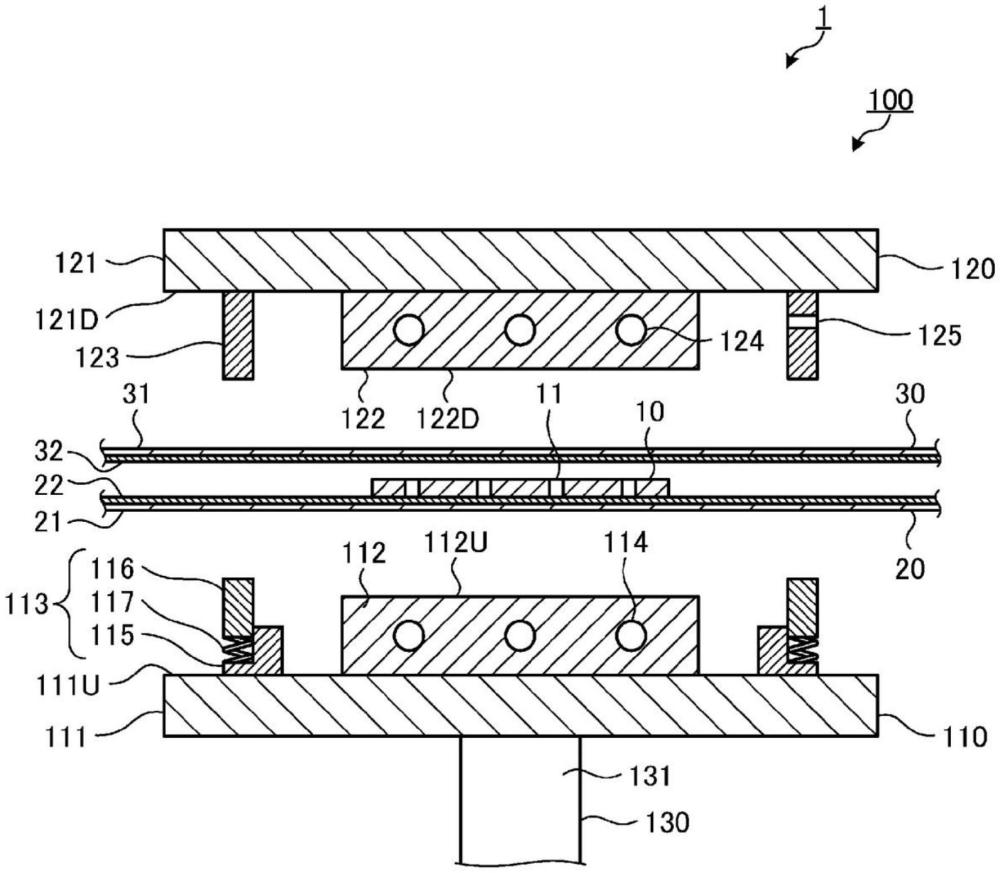
34、图1是示意性表示本发明的第一具体例涉及的制造方法中所用的层压机的剖视图。
35、图2是示意性表示本发明的第一具体例涉及的制造方法中所得的磁性基板的剖视图。
36、图3是示意性表示本发明的第一具体例涉及的制造方法中所得的磁性基板的剖视图。
37、图4是示意性表示本发明的第一具体例涉及的制造方法中所得的磁性基板的剖视图。
38、图5是示意性表示本发明的第一具体例涉及的制造方法中所得的磁性基板的剖视图。
39、图6是示意性表示本发明的第一具体例涉及的制造方法中所得的磁性基板的剖视图。
40、图7是示意性表示本发明的第二具体例涉及的制造方法中所用的层压机的剖视图。
本文地址:https://www.jishuxx.com/zhuanli/20241106/325548.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表