一种液体加热器的制作方法
- 国知局
- 2024-11-12 13:58:11
本技术属于家用电器,具体涉及液体加热器。
背景技术:
1、申请号为cn201710057447.6的中国专利公开了一种电水壶,包括热盘组件和壶底壁,所述壶底壁包括中心圆盘部和外环部,所述外环部的顶面形成为斜坡面。该专利相比于传统水平壶底壁的方案,有效避免局部汽泡小且密集的现象,达到降噪的效果。
2、但是,该电水壶的生产过程主要会通过壶底壁采用冲压成型件或翻边成型件;或者,电水壶包括壶身,壶底壁的周缘与所述壶身的底周缘之间焊接连接或卷边连接。然而,本技术人在进一步的研究过程中发现,如果壶底壁采用冲压或翻边成型件,由于电水壶的壶身高度较高,往往需要2-3次拉深后才能实现最终结构,存在成本高,生产不良率高的问题;而若采用壶身和壶底壁卷边连接,卷边容易造成配合缝隙,易藏污纳垢,以及存在漏水风险;对于直接焊接的方式,由于壶身和壶底两部分在各自加工过程中存在变形及拉伸后的厚度变化,两者难以对位,操作难度大,而且,由于壶底壁采用了斜坡面,壶底壁自下而上向外敞开,更加增大了壶身和壶底的对位难度,存在较大对位缝隙,焊接可靠性差,造成壶身和壶底之间的连接不可靠。
3、另外,该电水壶需要设置外壳和手柄,而由于外壳一般采用起隔温和装饰效果的塑料材料,手柄连接在外壳上会存在手柄连接部位强度小,手柄的安装不可靠的问题,而即便是将手柄安装在强度较大的壶身上,由于壶身要实现轻便化其厚度有限,因此依然会在手柄的连接部位因受力较大存在断裂的风险,综上,这种电水壶虽然一定程度上解决了噪音问题,但是在水壶各部位之间的连接可靠性有待进一步优化。
技术实现思路
1、本实用新型提供了一种液体加热器,在降低煮水噪音以及降低壶体成型不良率的基础上,解决现有技术中壶身和壶底之间的焊接可靠性差以及把手安装不可靠的问题。
2、本实用新型所采用的技术方案为:
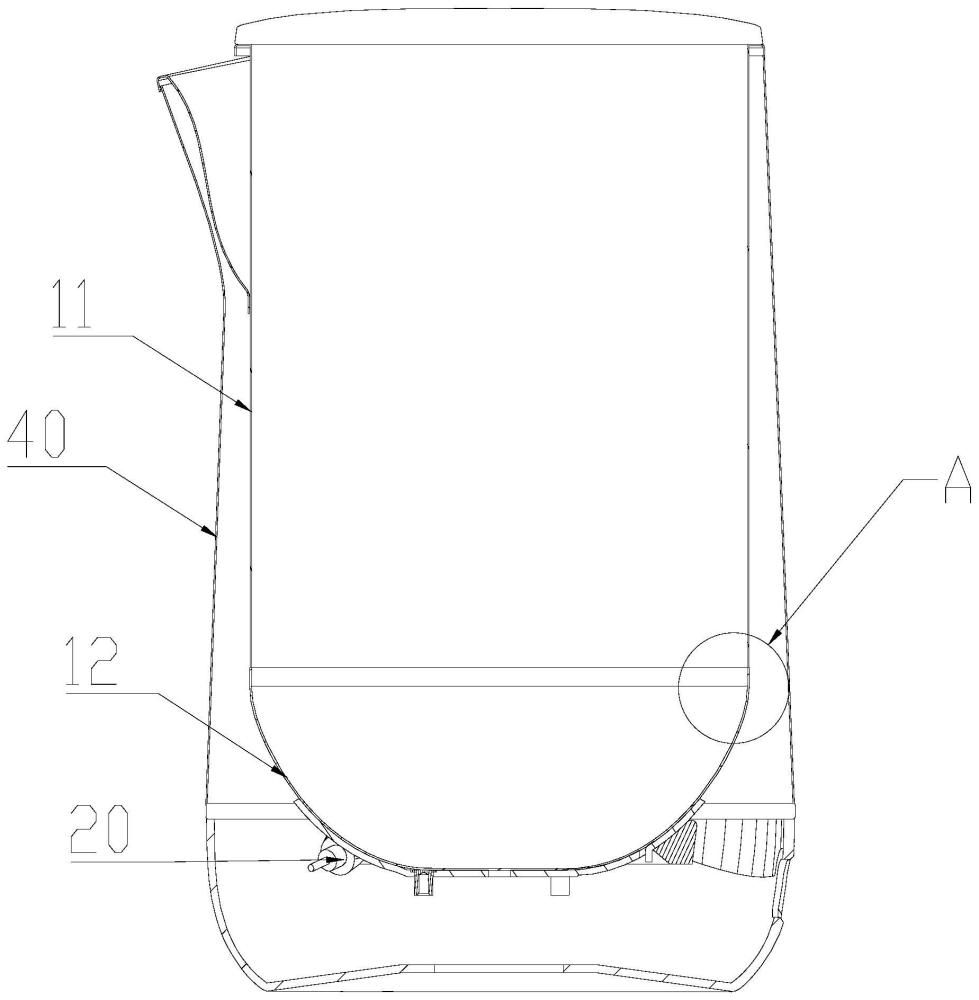
3、本实用新型提供一种液体加热器,包括壶体、加热元件和把手,所述壶体包括壶身和壶底,所述壶底包括向上且向外延伸的弧形壁和自所述弧形壁顶端竖直向上延伸的竖直壁,所述加热元件固定在所述弧形壁的外侧,所述竖直壁的顶端与所述壶身焊接,所述竖直壁的壁厚大于所述壶身的壁厚以在焊接处形成台阶,所述把手的上部和下部分别固定在所述壶身和所述竖直壁上。
4、本实用新型提供的一种液体加热器,壶底包括向上且向外延伸的弧形壁和自所述弧形壁顶端竖直向上延伸的竖直壁,所述加热元件固定在所述弧形壁的外侧,弧形壁光滑无死角,不仅不容易产生水垢,而且用户清洗起来更加省力,弧形壁上产生的小气泡汇合形成稍大的气泡,并引导气泡快速地向上运动,气泡沿着竖直壁再经过壶身到达水面破裂,而避免在水中破裂,也有利于进一步降噪,不仅如此,由于所述竖直壁的壁厚大于所述壶身的壁厚,采用局部增厚的方式,避免壶体笨重的同时对壶体内部噪音起到一定的隔离效果,进而改善煮水噪音。在此基础上,所述竖直壁的顶端与所述壶身焊接,所述竖直壁的壁厚大于所述壶身的壁厚以在焊接处形成台阶,相比于传统壶体一体拉伸成型的工艺,大大降低不良率,降低加工成本,提高成品率,而且,相比于直接利用弧形壁顶端与壶身焊接的方式,降低对位难度以及避免对位缝隙。通过台阶可以降低壶身和壶底之间的对位精度要求,即便不慎对壶身和壶底造成磕碰变形,利用台阶的台阶面消除变形造成的尺寸差,依然可以确保两者的可靠对位且避免产生缝隙的情况,降低对位难度,保证焊接的可靠性,而且,台阶便于焊接过程中焊液的留存,进一步确保焊缝位置的焊接可靠性,采用竖直壁增厚的方式形成台阶,还能够利于降低壶体整体的中心。另外,由于把手的上部和下部分别固定在所述壶身和所述竖直壁上,竖直壁采用局部增厚的方式,加强对把手下部的连接强度,提高把手的安装可靠性。综上,本实用新型提供的液体加热器,不仅加强壶身和壶底之间的连接可靠性,同时还加强把手的安装可靠性,使得液体加热器整体结构更稳定可靠。
5、在一种优选的实施方式中,所述竖直壁的外侧面固定设有安装件,所述把手的下部通过紧固件锁紧于所述安装件。
6、通过在增厚的竖直壁上固定设置安装件,安装件可以与紧固件进行精准匹配,相比于紧固件与竖直壁直接配合的方式,能够提升安装件与紧固件的锁紧力度,进一步增强竖直壁与把手之间的连接强度。
7、在一种优选的实施方式中,所述安装件为一体凸设在所述竖直壁的外侧面的凸块。
8、所述安装件为一体凸设在所述竖直壁的外侧面的凸块,安装件作为竖直壁的局部加厚部成型,省去安装件与竖直壁的固定连接,简化生产工艺同时安装件与竖直壁之间的连接可靠性,进而确保把手和凸块之间的可靠性。
9、在一种优选的实施方式中,所述安装件包括设有螺孔的锁片和连接在所述锁片两端且相对锁片折弯的折弯片,所述折弯片焊接于所述竖直壁的外侧面,所述锁片与所述竖直壁的外侧面之间设有间隙。
10、通过采用锁片式安装件,降低壶底出模难度,方便对安装将和壶底独立生产,另外,折弯片焊接于所述竖直壁的外侧面,固定可靠且固定方式简单,节省安装时间,所述锁片与所述竖直壁的外侧面之间设有间隙,该间隙为紧固件与螺孔的配合提供锁紧空间,使得紧固件与螺孔能够紧密锁合到位,确保把手的可靠安装。
11、在一种优选的实施方式中,所述液体加热器还包括套设在所述壶体外侧的外壳,所述外壳设有供所述安装件外露的避让缺口,所述避让缺口延伸至所述外壳的顶端,所述把手的上端钩挂在所述壶身的顶端且遮挡所述避让缺口。
12、通过在外壳设置外露安装件的避让缺口,使得安装件能够与把手之间顺畅固定连接,避让缺口延伸至所述外壳的顶端,所述把手的上端钩挂在所述壶身的顶端且遮挡所述避让缺口,相比于把手与外壳连接,把手与壶体的连接强度更大,结构更可靠,同时,把手将避让缺口进行遮挡,避免外侧出现缝隙进入灰尘,同时提升产品美观性。
13、在一种优选的实施方式中,所述竖直壁与所述壶身的内径相同以平滑连接,所述台阶形成在所述竖直壁和所述壶身的外侧面之间。
14、通过将竖直壁与所述壶身的内径相同以实现壶体内表面的平滑连接,同时台阶形成在所述竖直壁和所述壶身的外侧面之间,一方面可以防止台阶形成在壶体内表面造成壶体内侧藏污,方便用户清洗,另一方面,台阶位于壶体的外侧面,使得在焊接时,台阶外露于工人视野,进而方便外侧焊接以及留存焊液,确保焊接的可靠。
15、在一种优选的实施方式中,所述壶身的底端面和所述竖直壁的顶端面均为水平延伸的环形平面。
16、一般情况下,在对位时,工人会将壶身和壶底上下对接,因此,在壶身的底端面和所述竖直壁的顶端面均为水平延伸的环形平面,可以在壶身和竖直壁对位过程中起到一定水平支撑和预定位的效果,避免两者发生相对歪斜,方便后续焊接,实现连接的可靠。
17、在一种优选的实施方式中,所述壶身的壁厚与所述竖直壁的壁厚差值为x,满足:0.1mm≤x≤3mm。
18、在一种优选的实施方式中,所述竖直壁的高度为h,满足:3mm≤h≤30mm;
19、或者,所述壶身的壁厚为t1,0.4mm≤t1≤4mm;
20、或者,所述竖直壁的壁厚为t2,0.5mm≤t2≤4mm。
21、通过将竖直壁的高度设置在3mm-30mm之间,避免竖直壁过矮而不易与壶身对位同时避免竖直壁过长造成壶底成型困难,因此,满足3mm≤h≤30mm,可以使得壶底的竖直壁具有足够的延伸高度以方便与壶身进行可靠对位,降低焊接对位难度,避免对位缝隙,提高焊接的可靠度,同时,可以利于壶底的一体成型加工,提高成品率。
22、壶身的壁厚t1满足0.4mm≤t1≤4mm,竖直壁的壁厚为t2满足0.5mm≤t2≤4mm,都可以避免壁厚过大造成壶体整体重量变大,液体加热器拿取笨重,避免厚度太小的情况下造成壶体强度变弱,以及噪音较大,因此,满足0.4mm≤t1≤4mm,0.5mm≤t2≤4mm,可以在实现壶体轻便化的同时,保证壶体整体的结构强度,降低煮水噪音,提高使用可靠性。
23、在一种优选的实施方式中,所述壶底还包括位于中心且水平延伸的水平壁,所述弧形壁连接在所述水平壁的边缘;
24、或者,所述弧形壁的内表面为由内而外延伸的半球面;
25、或者,弧形壁的内表面为由内而外曲率逐渐变大的曲面。
26、由于一般在壶底设置温控器进行温度监测,实现防干烧目的,通过将壶底设置位于中心且水平延伸的水平壁,水平壁提供水平的感温接触面,从而便于将温控器的突跳金属片与感温接触面有效贴合,提高温控器的监测精准度,准确地判断干烧情况,并及时跳断保护,减少误判,提高使用的可靠性及安全性。
27、通过将弧形壁设置为由中心向外延伸曲率一致的半球面或者弧形壁包括由内而外曲率逐渐变大的弧面,从而在汽泡的浮力作用下,引导气泡沿着弧形壁从下而上滑移,进而使小汽泡汇合成稍大的汽泡,大汽泡不易在水中破裂,从而可有效避免局部汽泡小且密集的现象,达到降噪的效果。由于弧形壁包括由内而外曲率逐渐变大的弧面,从内到外延伸时,弧面向上延伸的变化率要不小于向外延伸的变化率,可以引导气泡更快地向上运动,更快地到达水面,而不是在水中破裂,也有利于进一步降噪。
本文地址:https://www.jishuxx.com/zhuanli/20241112/326765.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表