激光切割轨迹插补方法、装置、设备及存储介质
- 国知局
- 2024-11-18 18:15:46
本发明涉及激光切割制造,具体涉及激光切割轨迹插补方法、装置、设备及存储介质。
背景技术:
1、船舶制造过程中,样板样箱是用于验证设计和生产工艺的重要工具。传统的样板样箱制造方法通常依赖于手工切割或机械切割,这些方法存在精度低、效率低下和成本较高的问题。随着激光技术的发展,激光切割凭借其高精度、高效率和低成本的优势,逐渐在船舶制造领域得到应用。然而,激光切割过程中,如何优化切割轨迹以提高加工效率和质量,仍然是一个亟待解决的问题。
2、当前的数控激光切割轨迹插补技术主要集中在平面切割和简单曲线切割的优化上。对于复杂的三维曲面和复杂几何形状的船用样板样箱,其轨迹插补方法尚未得到充分研究,现有的插补方法在处理复杂形状时往往效率不高、精度不足。相关技术中,通过对激光切割轨迹的离散刀位数据点进行拟合,进而生成光滑的nurbs曲线来改善激光切割曲线的不足,但是该种方法具有以下两个缺点:
3、(1)激光切割nurbs曲线插补方法在处理复杂加减速控制和参数密化时,内部的计算过程和决策机制较为复杂,缺乏可解释性,使得方法的行为和结果难以理解和预测。虽然速度波动补偿方法能够减小误差,但其补偿机制和效果不够直观和透明,难以精确评估其性能和适用性;
4、(2)在nurbs曲线插补方法中,参数密化方法普遍使用taylor级数展开。然而,由于弧长与参数之间存在非线性关系,这种方法会产生误差。实际插补弦长与理论插补弧长之间的偏差无法完全消除,导致插补精度降低。而该种方法中没有直接说明如何准确选择插补点的方式,那么在高阶情况下该方法的插补精度无法保证,仅仅依靠taylor级数展开法和adams微分方程法在计算插补参数时,使用中容易忽略了高阶项,导致所选择的插补点不是方案中的最优或者是符合精度要求的插补点,因此可能在使用过程中产生截断误差,这些直接影响了插补精度,在流水线作业过程中,随着迭代次数的增加大概率在某时刻无法满足高精度加工和边缘平滑度的要求。
5、激光切割轨迹插补方法是数控技术中的一个重要环节,通过优化切割轨迹,可以有效减少切割时间、提高切割精度和减少材料浪费。因此,研究和开发一种适用于激光切割轨迹插补方法具有重要的实际意义。
技术实现思路
1、根据现有技术的不足,本发明的目的是提供激光切割轨迹插补方法、装置、设备及存储介质,提出了不可行解更新的非支配排序演化机制,利用不可行解的多目标函数信息来更新非支配排序过程,改进b样条插值,通过优化切割轨迹,提高加工精度和效率,弥补传统机械切割和现有激光切割技术在处理复杂几何形状方面的不足。
2、为了解决上述技术问题,本发明采用的技术方案为:
3、一种激光切割轨迹插补方法,包括:
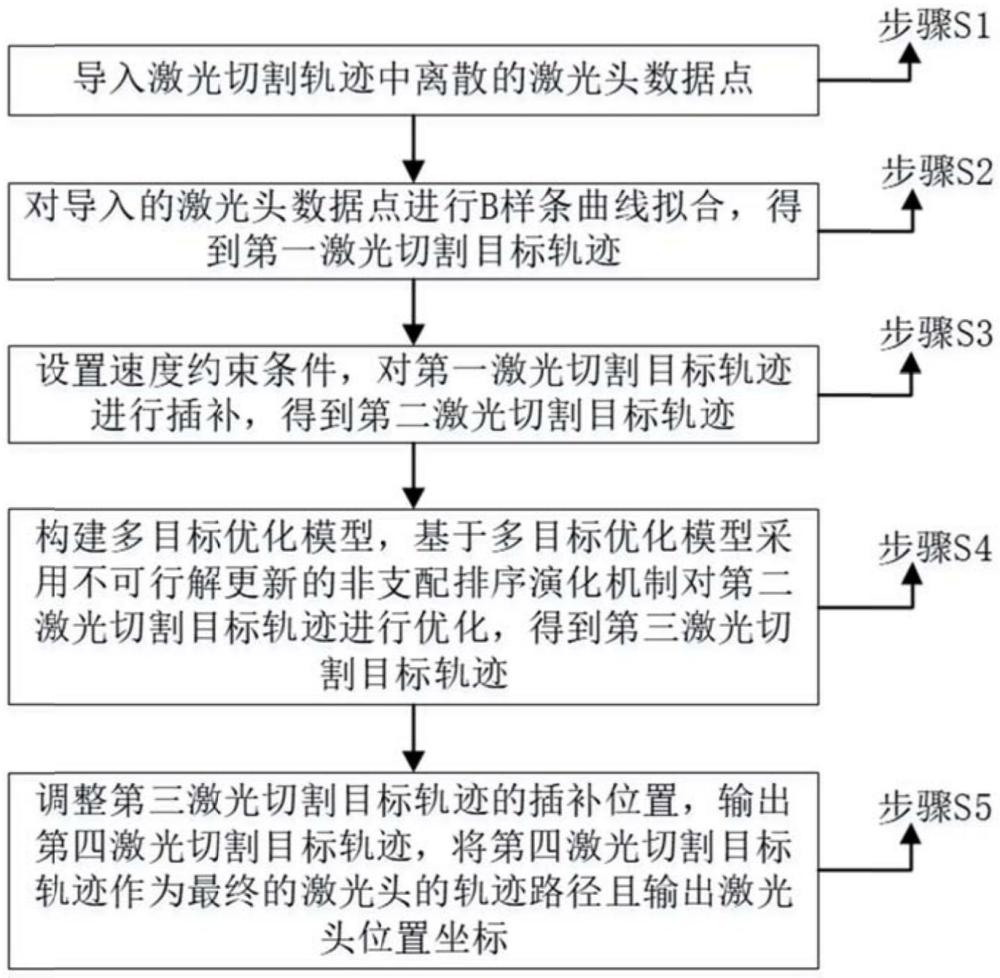
4、导入激光切割轨迹中离散的激光头数据点;
5、对导入的激光头数据点进行b样条曲线拟合,得到第一激光切割目标轨迹;
6、设置速度约束条件,对第一激光切割目标轨迹进行插补,得到第二激光切割目标轨迹;
7、构建多目标优化模型,基于多目标优化模型采用不可行解更新的非支配排序演化机制对第二激光切割目标轨迹进行优化,得到第三激光切割目标轨迹;
8、调整第三激光切割目标轨迹的插补位置,输出第四激光切割目标轨迹,将第四激光切割目标轨迹作为最终的激光头的轨迹路径且输出激光头位置坐标。
9、进一步地,导入激光切割轨迹中离散的激光头数据点的方法为:
10、获取船用样板样箱的切割线,通过计算机辅助制造对切割线进行离散处理,得到离散的激光头数据点;
11、设置工艺限制条件,包括最大弓高误差、插补周期、最大切割速度、向心加速度和最大向心加加速度。
12、进一步地,设置速度约束条件,对第一激光切割目标轨迹进行插补,得到第二激光切割目标轨迹的方法为:
13、根据最大弓高误差和最大的向心加速度限制条件获取预插补进给速度;
14、将预插补进给速度作为速度约束条件获取每个插补周期内的理想步长,基于每个插补周期内的理想步长得到相应的插补点坐标。
15、进一步地,构建多目标优化模型,基于多目标优化模型采用不可行解更新的非支配排序演化机制对第二激光切割目标轨迹进行优化,得到第三激光切割目标轨迹的方法为:
16、获取基于工艺限制条件的第一多目标优化函数,对第二激光切割目标轨迹构建多目标优化模型;
17、将多目标优化模型转换为基于控制点的第二多目标优化函数;
18、对基于控制点的第二多目标优化函数,利用不可行解更新非支配解集,通过非支配解集的非支配排序演化机制找到帕累托最优解集;
19、基于帕累托最优解集得到第三激光切割目标轨迹。
20、进一步地,将多目标优化模型转换为基于控制点的第二多目标优化函数的方法为:
21、参数化控制点:将工艺限制条件表达为控制点上的限制条件;
22、自适应预插补:根据每个控制点的具体位置和曲线的几何特性,动态调整预插补的速度和加速度;
23、动态求解和优化:结合自适应辛普森数值积分法,对第二激光切割目标轨迹的刀位数据点进行拟合,并基于实时计算的曲线长度,动态求解和优化加减速控制的参数。
24、进一步地,对基于控制点的第二多目标优化函数,利用不可行解更新非支配解集,通过非支配解集的非支配排序演化机制找到帕累托最优解集的方法为:
25、种群生成:随机生成初始种群且种群大小为n;
26、非支配排序:将初始种群按非支配排序划分为不同层级;
27、适应度赋值:对每个非支配层级内的个体进行拥挤度计算,赋予适应度值;
28、选择操作:使用二元锦标赛选择法,根据适应度值选择个体进入交叉和变异操作,重复种群生成和非支配排序,直到选择出所需数量的个体作为亲本种群;
29、交叉和变异:对亲本种群执行模拟二进制交叉和多项式变异操作,生成突变种群;
30、合并种群:将亲本种群和突变种群合并,形成种群大小为2n的合并种群;
31、不可行解处理:基于合并种群选择不可行解;
32、非支配排序更新:对不可行解进行新的非支配排序且划分为不同层级,将前n个体选入下一代种群;
33、获取迭代次数n,若迭代次数n小于最大迭代次数nmax,重复选择操作至非支配排序更新,直到迭代次数n达到预设的最大迭代次数nmax。
34、进一步地,不可行解处理:基于合并种群选择不可行解的方法为:
35、计算合并种群中每个个体的第二多目标优化函数值;
36、设定第二多目标优化函数第一阈值,获取第二多目标优化函数值满足第二多目标优化函数第一阈值的所有第一个体,将每一第一个体作为不可行解且计算该第一个体的约束违背度,基于约束违背度对该第一个体进行一定的惩罚;
37、设定第二多目标优化函数第二阈值,第二多目标优化函数第二阈值优于第二多目标优化函数第一阈值,获取第二多目标优化函数值满足第二多目标优化函数第二阈值的所有第二个体;
38、将所有第一个体和所有第二个体作为更新的不可行解。
39、一种激光切割轨迹插补装置,包括:
40、激光头数据点获取模块,用于导入激光切割轨迹中离散的激光头数据点;
41、第一激光切割目标轨迹获取模块,用于对导入的激光头数据点进行b样条曲线拟合,得到第一激光切割目标轨迹;
42、第二激光切割目标轨迹获取模块,用于设置速度约束条件,对第一激光切割目标轨迹进行插补,得到第二激光切割目标轨迹;
43、第三激光切割目标轨迹获取模块,用于构建多目标优化模型,基于多目标优化模型采用不可行解更新的非支配排序演化机制对第二激光切割目标轨迹进行优化,得到第三激光切割目标轨迹;
44、最终轨迹路径获取模块,用于调整第三激光切割目标轨迹的插补位置,输出第四激光切割目标轨迹,将第四激光切割目标轨迹作为最终的激光头的轨迹路径且输出激光头位置坐标。
45、一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现上述激光切割轨迹插补方法。
46、一种非暂态计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述激光切割轨迹插补方法。
47、与现有技术相比,本发明具有以下优点和有益效果:
48、本发明提供的激光切割轨迹插补方法,提出了不可行解更新的非支配排序演化机制,利用不可行解的多目标函数信息来更新非支配排序过程,适应性地应用种群划分和个体替换。以此作为基础改进b样条插值,相较于相近研究的多阶样条曲线,在提供更平滑的全局轨迹的同时,并降低向心加速度峰值,减少了插补过程中的不确定性,使插补过程中速度波动较小,提升加工质量和设备稳定性,使得本发明提供的激光切割轨迹插补方法,能够解决nurbs曲线插补算法不具有解释性的问题。
49、本发明在存在高阶项的时候改进了约束处理规则考虑了不可行个体的多目标函数值信息,拓宽了演化方向,特别是存在高阶项的时候出现大量不可行解的情况下,能够更好地平衡目标和约束,减少截断误差,提升插补精度,使在流水线作业过程中,能够满足高精度加工和边缘平滑度的要求。
50、本发明减少了典型可行性规则的贪婪性,提供了从不可行区域到可行区域的替代演化路径,能够更高效地找到最优解,可以满足在合适的计算效率内解决激光切割在流水线过程中出现的因长期迭代导致的插补点定位选择劣化。
本文地址:https://www.jishuxx.com/zhuanli/20241118/327874.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表