超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法与流程
- 国知局
- 2024-11-18 18:13:34
本发明涉及制冷钢管制造技术,尤其是一种超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法。
背景技术:
1、带钢首尾相接是工业制造企业中常会遇到的问题,如专利公告号为cn109604852b,一种用于带钢的对接焊机,包括机架、用于放卷带钢的放卷机构和用于焊接带钢的焊接机构,机架上于焊接机构的下方设置有收料平台,收料平台的上端设置有焊渣收料箱,收料平台上设置有与带钢进料方向相平行的滑轨,焊渣收料箱的底部设置有滑移于滑轨内的滑块。cn214383000 u公开的一种带钢对接装置,包括操作台,操作台的底部固定连接有箱体,操作台的顶部两侧对称设置有压板,压板底部的前后两侧对称固定连接有连接柱,通过该装置对带钢起到限制作用,使两个待对接的带钢对齐,并除去待对接带钢表面的杂物,以及去除对接过程中生产的废料。
2、对于超薄壁制冷高频焊钢管的原材料带钢,要保证其连续不间断生产,则需要把一盘带钢的一头与另一盘带钢的一尾相互连接,由于带钢厚度仅有0.45mm,上述公开技术中这些粗犷型、连接端精度低、无法同工步处理瑕疵以及普通焊接方式等均无法解决这一问题,因此传统接头焊接方法主要是“带钢剪切+电阻搭焊+接头打磨”,均由手动来完成。
3、由于人工焊接一般为搭焊,焊接后接头厚度增加,打磨厚度控制不准确,从而存在产品因厚度偏厚造成阻抗器损坏而停机(注:如钢管内径φ7.2mm,阻抗器的外径φ6.5mm);而且人工焊接时常出现两片带钢未完全对齐造成接头处存在镰刀弯现象,影响焊管质量;另外对员工技能依赖程度很高,新员工培训时间长,打磨、敲打接头还会产生噪声污染。值得一提的是自动焊接,尤其是对于超薄材料焊接,引弧和收弧很容易出现过流缺陷,产生烧透现象,如图8所示,这些都是在实际应用时必须要解决的问题。
技术实现思路
1、本发明的目的是为了解决上述问题,提供一种超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,它具有自动剪切、对齐夹紧、对焊连续作业,消除引弧收弧缺陷,操作简单,无需打磨,不会损坏钢管内阻抗器,新员工上岗培训时间短等特点。
2、本发明的上述技术问题主要是通过下述技术方案得以解决的:一种超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征包括以下内容:
3、作为焊接用的激光机,布置在激光机近点的焊接台,布置在焊接台上作为对接带钢首尾端焊前接缝处理的剪料平口机构,在焊接台的台面下方设有倒置的激光焊枪。
4、在焊接台上设有与剪料平口机构、激光焊枪配合,且在焊接台上能纵-横移动的带钢移合机构;并设有维持焊接部位平整的压平装置。
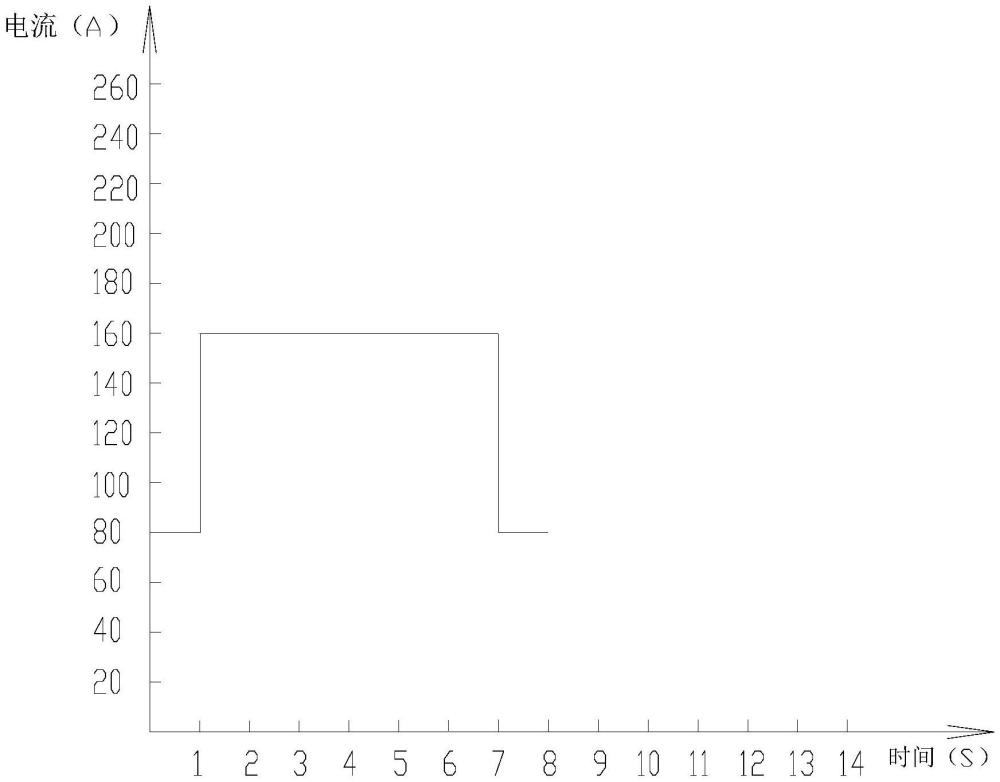
5、高频焊时,通过plc输入凸形电流控制程序,采用低电流引弧、收弧方法进行对接带钢首尾一次性焊接。
6、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述带钢移合机构包括布置在剪料平口机构两侧的第一对接气缸模、第二对接气缸模;第一对接气缸模和第二对接气缸模分别对应对接带钢的首、尾两部分。
7、第一对接气缸模、第二对接气缸模分别设有沿带钢运行方向可垂直移动的位移汽缸组模,且与剪料平口机构正对且位于位移汽缸组模之间设置压平装置。
8、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述剪料平口机构垂直安装在焊接台上,剪料平口机构包括剪切模;剪切模具有对对接带钢首、尾两部分同步剪切能力。
9、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述剪切模具有两个平行的切口,两个平行的切口分别对应对接带钢的首、尾两部分。
10、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述第一对接气缸模和第二对接气缸模中分别设有垂直作用的压紧气缸模,对定位带钢进行压紧。
11、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述带钢移合机构中,压紧气缸模(301)、对接气缸模、位移汽缸组模以及压平装置均设有接近开关。
12、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述焊接台底脚部位定位在工装移动支架上,焊接台能与带钢运行方向垂直移动,以在焊接时快速移动到焊接工位,而在非焊接状态下避让带钢。
13、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述激光焊枪通过布置在焊接台中的焊枪移动模组获得在焊接台中的准确工位。
14、前述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法中,作为优选,所述凸形电流形成过程中,低电流执行时间小于等于1秒,其它电流执行时间均为标准焊接值。
15、本技术方案通过对两条需要对焊的带钢在同一焊接台上进行夹持定位、对接料头同步对口切边;并根据超薄壁(厚度<0.5mm)制冷钢管原材带钢的特点,设计一种凸形电流控制程序,采用低电流进行引弧和收弧,彻底解决了带钢接头宽度两边因引弧、收弧产生的焊接缺陷;同时杜绝了带钢接口镰刀弯等问题,使得接头部位平整光滑;当送至焊接点位时,由压平装置对接口进行平整度保持,保证切口熔接过程的一致性,稳定焊接质量;由高频激光一次性焊接,焊缝完整,且激光焊枪倒立焊接,防止激光伤害眼睛,保障操作安全;本装置可通过计算机中央处理器、可编程逻辑控制器等现有控制技术的有效利用,达到带钢自动夹紧、自动剪切、自动对齐、自动对焊等连续自动作业的目的。
16、与现有技术相比,本发明的有益效果在于:有效解决了带钢对接作业对工人技能水平依赖问题,大大缩短新员工培训时间;接头厚度与母带厚度一致,无需打磨,避免损坏钢管内的阻抗器,减少停机次数,节省了阻抗器使用量;彻底解决了接头宽度两边因引收弧产生的焊接缺陷,保证了接头处带钢的直线度,杜绝镰刀弯等缺陷的产生,降低废品率,提高焊管质量;消除了现有工艺制作产生的噪音污染等。
技术特征:1.一种超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征在于包括以下内容:
2.根据权利要求1所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征是,所述带钢移合机构(3)包括布置在剪料平口机构两侧的第一对接气缸模(302)、第二对接气缸模(304);第一对接气缸模和第二对接气缸模分别对应对接带钢(5)的首、尾两部分;
3.根据权利要求1所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征是,所述剪料平口机构(2)垂直安装在焊接台(4)上,剪料平口机构包括剪切模(201);剪切模具有对对接带钢(5)首、尾两部分同步剪切能力。
4.根据权利要求3所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征在于,所述剪切模(201)具有两个平行的切口,两个平行的切口分别对应对接带钢(5)的首、尾两部分。
5.根据权利要求2所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征在于,所述第一对接气缸模(302)和第二对接气缸模(304)中分别设有垂直作用的压紧气缸模(301),对定位带钢(5)进行压紧。
6.根据权利要求5所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征在于,所述带钢移合机构(3)中,压紧气缸模(301)、对接气缸模(302)、位移汽缸组模(303)以及压平装置(306)均设有接近开关。
7.根据权利要求1所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征是,所述焊接台(4)底脚部位定位在工装移动支架(7)上,焊接台能与带钢(5)运行方向垂直移动,以在焊接时快速移动到焊接工位,而在非焊接状态下避让带钢。
8.根据权利要求1所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征在于,所述激光焊枪(101)通过布置在焊接台(4)中的焊枪移动模组(8)获得在焊接台中的准确工位。
9.根据权利要求1所述的超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征在于,所述凸形电流形成过程中,低电流执行时间小于等于1秒,其它电流执行时间均为标准焊接值。
技术总结本发明公开了一种超薄壁制冷高频焊钢管原材带钢激光焊首尾对接方法,其特征包括:作为焊接用的激光机,布置在激光机近点的焊接台,布置在焊接台上作为对接带钢首尾端焊前接缝处理的剪料平口机构,在焊接台的台面下方设有倒置的激光焊枪;高频焊时,通过PLC输入凸形电流控制程序,采用低电流引弧、收弧方法进行对接带钢首尾一次性焊接。解决了带钢对接作业对工人技能水平依赖问题,缩短新员工培训时间;接头厚度与母带厚度一致,无需打磨,避免损坏钢管内的阻抗器;彻底解决了接头宽度两边因引收弧产生的焊接缺陷,杜绝镰刀弯等缺陷的产生,降低废品率,提高焊管质量;消除了现有工艺制作产生的噪音污染等。技术研发人员:王辉良,章晓红,周君,毕嘉豪,朱华义受保护的技术使用者:浙江康盛科工贸有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/327669.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表