加工时间计算方法、电子设备及存储介质与流程
- 国知局
- 2024-11-18 18:15:48
本发明涉及计算机,具体涉及一种加工时间计算方法、电子设备及存储介质。
背景技术:
1、在义齿加工领域,由于每个加工件的加工过程不同,需要的加工时间也不同。在实际生产场景中,加工时间不仅关乎生产周期的长短,还直接影响到用户的满意度。因此,需要对每个加工件所需的加工时间进行预估。
2、当前,对于加工时间的预估的方法主要是基于加工文件中的信息,估算刀具在加工过程中的移动距离和平均移动速度,从而估算出加工时间。
3、然而,这种方法虽然实现了一定程度的自动化,但由于忽略了加工过程中的动态因素(例如加工设备的型号不同和性能波动等),其估算结果往往与实际情况存在较大偏差。
技术实现思路
1、针对现有技术存在的不足,本申请提供了一种加工时间计算方法、电子设备及存储介质,通过根据加工参数计算并得到每个加工环节的加工时间,相对于仅根据加工文件计算对应的加工时间的方式,能够提高计算得到的加工时间的准确性。
2、为解决上述问题,本发明提供如下技术方案:
3、第一方面,本申请实施例提供一种加工时间计算方法,包括:
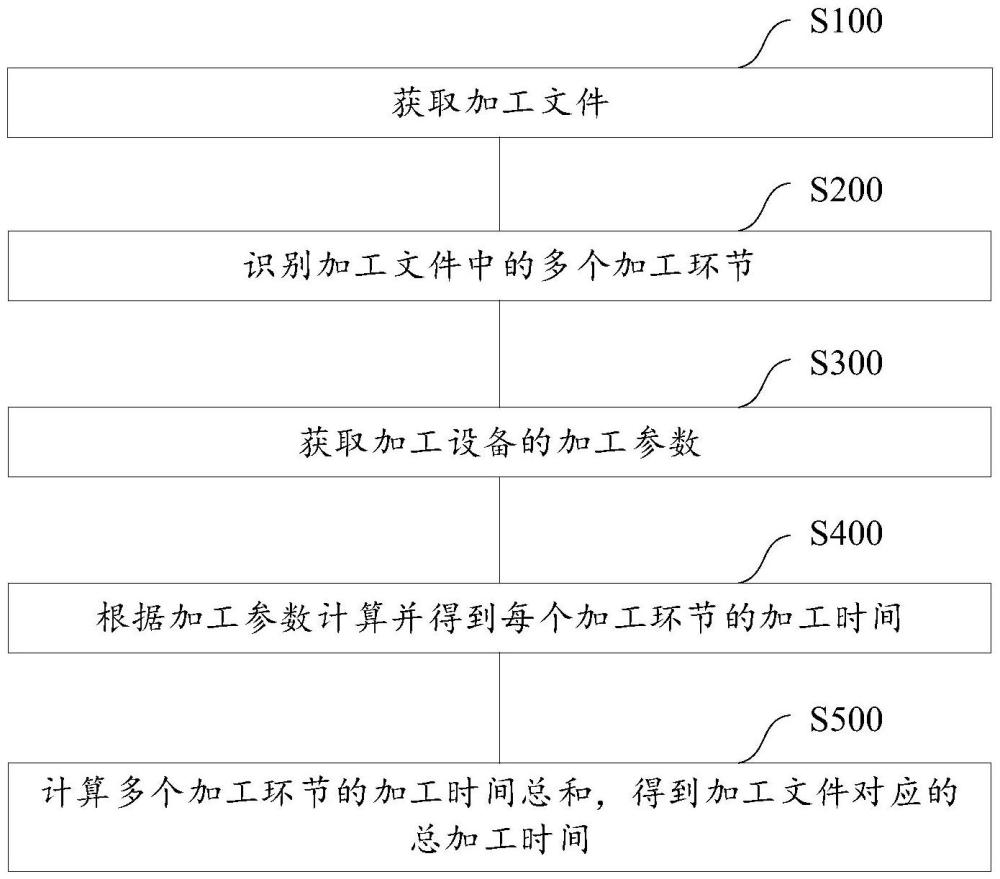
4、获取加工文件;
5、识别所述加工文件中的多个加工环节;
6、获取加工设备的加工参数;
7、根据所述加工参数计算并得到每个所述加工环节的加工时间;
8、计算多个所述加工环节的加工时间总和,得到所述加工文件对应的总加工时间。
9、在一些实施方式中,所述加工文件包括加工指令和辅助指令,每个所述加工环节包括所述加工指令和所述辅助指令中的至少一个指令;
10、所述识别所述加工文件中的多个加工环节,包括:
11、根据所述加工文件中的加工指令标识识别所述加工指令;
12、根据所述加工文件中的辅助指令标识识别所述辅助指令;
13、根据所述加工指令和所述辅助指令识别所述加工文件中的加工环节。
14、在一些实施方式中,所述根据所述加工参数计算并得到每个所述加工环节的加工时间,包括:
15、获取每个所述加工环节的预设加工时间计算公式,其中,每个所述预设加工时间计算公式包括至少一个计算参数;
16、根据所述加工参数计算每个所述加工环节对应的计算参数的数值;
17、将所述计算参数的数值代入所述加工环节的预设加工时间计算公式,得到每个所述加工环节的加工时间。
18、在一些实施方式中,所述加工参数包括机床进给速率、刀具进给速率、切削长度、电机轴转速和机床主轴转速中的至少一个,所述多个加工环节至少包括切削环节和钻孔环节。
19、在一些实施方式中,所述切削环节对应的计算参数包括加工长度、切削次数、进给速率、切削长度和相对转速,所述根据所述加工参数计算每个所述加工环节对应的计算参数的数值,包括:
20、当所述加工环节为所述切削环节时,根据所述切削环节包括的所有指令确定所述加工长度的数值和所述切削次数的数值;
21、根据所述机床进给速率和所述刀具进给速率确定所述切削环节对应的进给速率的数值;
22、根据所述加工参数中的切削长度确定所述切削环节对应的切削长度的数值;
23、根据所述电机轴转速和所述机床主轴转速确定所述相对转速的数值。
24、在一些实施方式中,所述多个加工环节至少包括换刀环节、夹刀环节和探针环节,所述加工参数包括所述换刀环节的预设加工时间、所述夹刀环节的预设加工时间和所述探针环节的预设加工时间,所述至少一个计算参数包括加工时间参数;
25、所述根据所述加工参数计算每个所述加工环节对应的计算参数的数值,包括:
26、根据所述换刀环节的预设加工时间确定所述换刀环节的对应的加工时间参数的数值;
27、根据所述夹刀环节的预设加工时间确定所述夹刀环节的对应的加工时间参数的数值;
28、根据所述探针环节的预设加工时间确定所述探针环节的对应的加工时间参数的数值。
29、在一些实施方式中,所述根据所述加工参数计算并得到每个所述加工环节的加工时间,包括:
30、获取历史加工数据,其中,所述历史加工数据中包括多个历史加工环节对应的加工参数和历史加工时间;
31、根据所述历史加工数据构建加工时间计算模型;
32、将所述加工参数和所述加工文件输入所述加工时间计算模型,计算并得到每个所述加工环节的加工时间。
33、在一些实施方式中,在所述计算多个所述加工环节的加工时间总和,得到所述加工文件对应的总加工时间之后,所述方法还包括:
34、根据所述加工文件对应的总加工时间优化所述加工参数,得到优化后的加工参数;
35、根据所述优化后的加工参数计算并得到每个所述加工环节的优化后的加工时间;
36、计算多个所述加工环节优化后的加工时间总和,得到所述加工文件对应的优化后的总加工时间。
37、第二方面,本申请实施例提供一种电子设备,所述电子设备包括:
38、至少一个处理器;以及,
39、与所述至少一个处理器通信连接的存储器;其中,
40、所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行如第一方面所述的加工时间计算方法。
41、第三方面,本申请实施例提供一种计算机可读存储介质,所述计算机可读存储介质存储有可执行程序,所述可执行程序被处理器执行实现如第一方面所述的加工时间计算方法。
42、本申请提供了一种加工时间计算方法、电子设备及存储介质,本申请通过根据加工参数计算并得到每个加工环节的加工时间,相对于仅根据加工文件计算对应的加工时间的方式,能够提高计算得到的加工时间的准确性。
技术特征:1.一种加工时间计算方法,其特征在于,包括:
2.根据权利要求1所述的加工时间计算方法,其特征在于,所述加工文件包括加工指令和辅助指令,每个所述加工环节包括所述加工指令和所述辅助指令中的至少一个指令;
3.根据权利要求1所述的加工时间计算方法,其特征在于,所述根据所述加工参数计算并得到每个所述加工环节的加工时间,包括:
4.根据权利要求3所述的加工时间计算方法,其特征在于,
5.根据权利要求4所述的加工时间计算方法,其特征在于,所述切削环节对应的计算参数包括加工长度、切削次数、进给速率、切削长度和相对转速,所述根据所述加工参数计算每个所述加工环节对应的计算参数的数值,包括:
6.根据权利要求3所述的加工时间计算方法,其特征在于,所述多个加工环节至少包括换刀环节、夹刀环节和探针环节,所述加工参数包括所述换刀环节的预设加工时间、所述夹刀环节的预设加工时间和所述探针环节的预设加工时间,所述至少一个计算参数包括加工时间参数;
7.根据权利要求1所述的加工时间计算方法,其特征在于,所述根据所述加工参数计算并得到每个所述加工环节的加工时间,包括:
8.根据权利要求1所述的加工时间计算方法,其特征在于,在所述计算多个所述加工环节的加工时间总和,得到所述加工文件对应的总加工时间之后,所述方法还包括:
9.一种电子设备,其特征在于,所述电子设备包括:
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有可执行程序,所述可执行程序被处理器执行实现如权利要求1至8任一项所述的加工时间计算方法。
技术总结本发明公开了一种加工时间计算方法、电子设备及存储介质,该加工时间计算方法包括获取加工文件;识别加工文件中的多个加工环节;获取加工设备的加工参数;根据加工参数计算并得到每个加工环节的加工时间;计算多个加工环节的加工时间总和,得到加工文件对应的总加工时间。本申请通过根据加工参数计算并得到每个加工环节的加工时间,相对于仅根据加工文件计算对应的加工时间的方式,能够提高计算得到的加工时间的准确性。技术研发人员:罗淇,唐银逵,吴刚受保护的技术使用者:云甲(重庆)医疗器械有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/327877.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表