一种金刚石拉丝模具的抛光装置及其工艺的制作方法
- 国知局
- 2024-11-18 18:22:39
本发明涉及金刚石拉丝模具加工,特别涉及一种金刚石拉丝模具的抛光装置及其工艺。
背景技术:
1、金刚石拉丝模具在成型后需要对其表面进行抛光操作,目前的研磨抛光装置的磨针在对金刚石拉丝模具进行抛光研磨后,随着加工的进行,磨针表面的结构会被破坏,影响到后续的金刚石拉丝模具的正常研磨抛光,随着加工的进行,会导致抛光质量逐渐下降,因此提出一种金刚石拉丝模具的抛光装置及其工艺。
技术实现思路
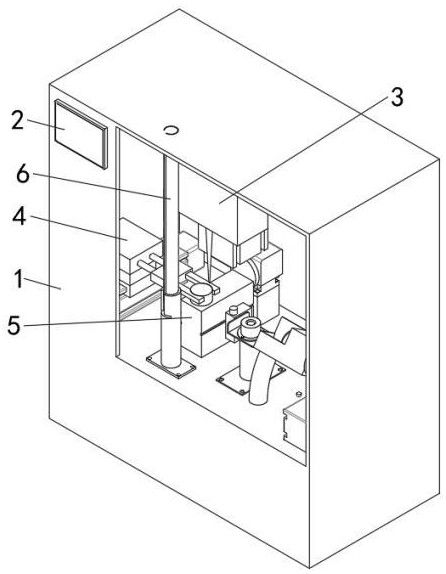
1、为解决上述至少一个技术缺点,本发明提供了一种金刚石拉丝模具的抛光装置,包括机箱、机箱的内部形成工作平面、机箱的正面开设有观察窗,机箱的表面设有数控面板,机箱的内部的内侧内壁固定连接设有水平移动和上下移动的含磨针的主轴,工作平面上从左至右依次设有夹持机构、旋转机构、吹气机构和打磨机构,位于旋转机构的前方设有固定于工作平面上的送料机构。
2、进一步的,主轴包括固定于机箱的内部的内侧内壁上的x轴数控滑轨,x轴数控滑轨的滑块上固定连接设有z轴数控滑轨,z轴数控滑轨的滑块上固定连接设有旋转装置,旋转装置的输出端设有磨针。
3、进一步的,夹持机构包括固定于工作平面上送料数控滑轨,送料数控滑轨包括固定于工作平面上的取料滑轨和固定于取料滑轨端部的取料电机,送料数控滑轨的滑块上固定连接设有取料横移气缸,取料横移气缸的输出端固定连接设有气动夹具,气动夹具包括固定于取料横移气缸的输出端的夹料气缸,夹料气缸的输出端设有夹具。
4、进一步的,旋转机构包括固定于工作平面上的旋转台减速器,旋转台减速器的输出端设有旋转台,旋转台减速器的输入端设有旋转台电机。
5、进一步的,送料机构包括固定于工作平面上的支撑管,支撑管的顶端一体连接设有设有c型管,支撑管和c型管的连接处形成夹料槽,c型管的顶端设有c型送料管。
6、进一步的,吹气机构包括固定于工作平面上的固定管,固定管的顶端一体连接设有l型支撑板,l型支撑板的上表面设有吹气泵,l型支撑板的侧面固定连接设有按压开关。
7、进一步的,打磨机构包括固定于工作平面上的打磨数控滑轨,打磨数控滑轨的滑块上固定连接设有打磨减速器,打磨减速器的输入端设有转角电机,打磨减速器的输出端设有支撑盒,支撑盒的左上角切除形成打磨缺口,支撑盒的内部转动连接设有砂轮,支撑盒的背部设有打磨电机,打磨电机的输出端穿过支撑盒与砂轮固定连接,支撑盒的底部侧面固定连接设有波纹管。
8、进一步的,一种金刚石拉丝模具的抛光工艺,工艺应用于一种金刚石拉丝模具的抛光装置,工艺包括:设置加工数量;已加工数量计数和清零;吹气开关;上料开关;主轴开关;取料,取料电机前进175mm,使取料横移气缸运动,使气动夹具的夹具运动至与送料机构对齐位置,取料横移气缸的输出端伸出,0.8s,使夹具运动至夹料槽处,夹料气缸工作,使夹具将金刚石模具夹住,0.4s,取料横移气缸的输出端收缩,使夹具夹持金刚石模具运动,取料电机后退,使夹具运动至与旋转机构对齐,取料横移气缸的输出端伸出,使夹具将金刚石模具送至旋转机构的旋转台上,夹料气缸工作,使夹具将金刚石模具放下;下料,取料横移气缸的输出端伸出,使夹具运动至旋转台处,夹料气缸工作,使夹具将金刚石模具夹紧,取料横移气缸的输出端收缩,夹料气缸工作,使夹具将金刚石模具放下;旋转台的角度控制,旋转台电机工作,旋转台电机通过旋转台减速器进行减速,再通过旋转台减速器的输出端带动旋转台转动30°;主轴的控制,x轴数控滑轨工作,使x轴数控滑轨的滑块带动z轴数控滑轨整体在x轴方向运动,z轴数控滑轨工作,使z轴数控滑轨的滑块带动旋转装置和磨针整体在z轴方向运动;砂轮的角度控制,转角电机工作,使转角电机通过打磨减速器进行减速,打磨减速器的输出端带动支撑盒和砂轮整体进行转动;砂轮的旋转控制,打磨电机工作,带动砂轮旋转;砂轮的进给控制,打磨数控滑轨工作,使打磨数控滑轨的滑块带动砂轮进给;吹气控制,x轴数控滑轨工作,使磨针运动至按压开关的正上方,z轴数控滑轨工作,使磨针往下运动按压按压开关,使吹气泵吹动0.8秒,z轴数控滑轨工作,使磨针往上运动,x轴数控滑轨工作,使磨针穿过吹气泵正上方;上料控制,金刚石模具通过现有振动筛送入至c型送料管的内部,通过c型送料管送入至c型管内部堆叠;磨针的横移控制,横移距离6mm,横移速度5mm/s,砂轮进给距离0.1mm,砂轮进给次数2次,磨针的磨针次数1次,砂轮与磨针距离18mm,砂轮的z坐标54mm,砂轮的y坐标234.2mm;旋转台的摇摆控制,摇摆角度5°,摇摆原点偏移28°,摇摆速度2°/s;抛光控制,抛光时间10s,研磨的z坐标15mm,研磨x坐标3mm;砂轮的角度矫正。
9、有益效果
10、在进行抛光时,主轴在x轴方向和z轴方向运动,同时对放置在旋转机构上的模具进行打磨抛光,夹持机构对金刚石模具进行夹持,进行取料和下料操作,吹气机构用于吹气清理主轴上的磨针,打磨机构用于对磨针的表面进行形状修整,使磨针表面的粗糙度改善,同时去除磨针表面的氧化层和污渍,使磨针对模具进行抛光时,可以提升抛光质量。
11、在进行取料前,参数设置,数控面板设置好送料数控滑轨前进距离的参数,取料横移气缸的供气时间,夹料气缸的供气时间,取料时,送料数控滑轨的滑块带动取料横移气缸往前运动,使气动夹具的夹具运动至与送料机构对齐位置,取料横移气缸的输出端伸出,使夹具运动至送料机构处,夹料气缸工作,使夹具将金刚石模具夹住,取料横移气缸的输出端收缩,使夹具夹持金刚石模具运动,取料电机后退,使夹具运动至与旋转机构对齐,取料横移气缸的输出端伸出,使夹具将金刚石模具送至旋转机构上,夹料气缸工作,使夹具将金刚石模具放下;在进行下料时,取料横移气缸的输出端伸出,使夹具运动至旋转机构处,夹料气缸工作,使夹具将金刚石模具夹紧,取料横移气缸的输出端收缩,夹料气缸工作,使夹具将金刚石模具放下。
12、通过数控面板对旋转机构的转动角度的参数进行设置,在对旋转台的角度控制,数控面板通过控制指令控制旋转台电机工作,旋转台电机通过旋转台减速器进行减速,再通过旋转台减速器的输出端带动旋转台转动指定角度。
13、在进行吹气前,通过数控面板将吹气参数进行设置,同时将吹气开关打开,在进行吹气时,磨针穿过吹气泵正上方时,吹气泵吹气,对磨针外壁上的颗粒杂物进行吹落。
14、在打磨前,通过数控面板对打磨参数进行设置,在进行打磨时,打磨电机带动砂轮旋转,通过砂轮旋转对磨针进行打磨修复,同时,打磨数控滑轨的前进控制砂轮的进给,从而补偿砂轮的消耗,角度调节,转角电机工作,通过打磨减速器进行减速,通过打磨减速器的输出端控制支撑盒和砂轮整体进行转动,从而契合磨针外壁。
15、在对磨针表面进行形状修整时,磨针在砂轮上横移运动,横移距离6mm,横移速度5mm/s,同时砂轮通过打磨电机带动带动砂轮旋转;砂轮通过打磨数控滑轨控制进行进给0.1mm,砂轮进给次数2次,磨针的磨针次数1次,完成修整后,磨针回到抛光研磨坐标进行研磨抛光,使磨针表面的粗糙度改善,同时去除磨针表面的氧化层和污渍,使磨针对模具进行抛光时,可以提升抛光质量。
16、本发明为目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328521.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表