一种高抗震性能螺纹钢及其热处理方法与流程
- 国知局
- 2024-11-18 18:21:22
本发明属于钢铁热处理领域,具体涉及一种高抗震性能螺纹钢及其热处理方法。
背景技术:
1、热轧带肋钢筋,简称螺纹钢或者钢筋。目前最常用的热轧带肋钢筋为hrb400e和hrb500e两类,其中后标e表示抗震,抗拉强度与屈服强度的比值作为抗震性能的检测依据,比值越大,抗震性能越好。gb1499-2007中规定抗震性能不得低于1.25。越高强度的螺纹钢其抗震性能要求越高,因此有必要研究一种提高螺纹钢抗震性能的热处理工艺来应对现有技术的不足,以解决或减轻上述抗震性能不合的问题。
技术实现思路
1、本发明提出一种高抗震性能螺纹钢及其热处理方法,以解决现有技术中高强度螺纹钢抗震性能不足的问题。
2、为达上述目的,本发明提出技术方案如下:
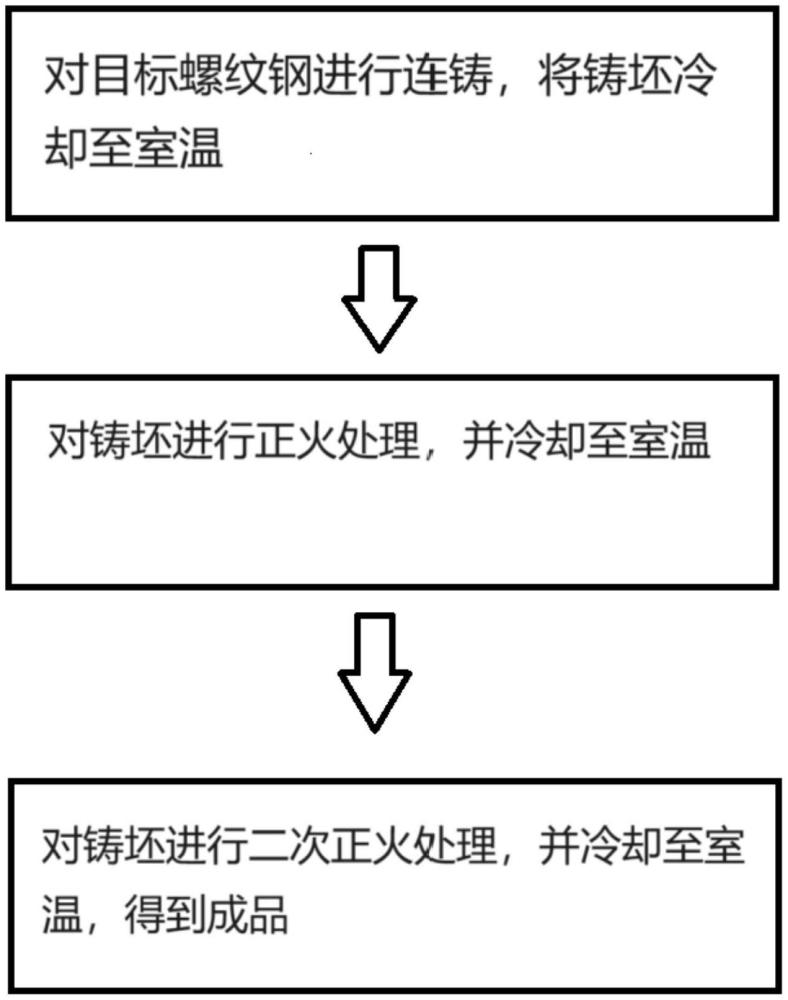
3、一种高抗震性能螺纹钢的热处理方法,包括如下步骤:
4、步骤1,对目标螺纹钢进行连铸,得到铸坯;
5、步骤2,将铸坯冷却至室温,得到第一次冷却后铸坯;
6、步骤3,对第一次冷却后铸坯进行正火处理,得到第一次正火处理后铸坯;
7、步骤4,将第一次正火处理后铸坯冷却至室温,得到第二次冷却后铸坯;
8、步骤5,对第二次冷却后铸坯进行正火处理,得到第二次正火处理后铸坯;
9、步骤6,对第二次正火处理后铸坯进行轧制并冷却至室温,得到成品。
10、优选的,所述目标螺纹钢的碳的质量百分数在0.2%-0.25%之间。
11、优选的,所述步骤2中的冷却具体为,对铸坯进行1-3℃/s的冷却,直至铸坯温度达到室温。
12、优选的,所述步骤4中的冷却具体为,对第一次正火处理后铸坯进行1-3℃/s的冷却,直至第一次正火处理后铸坯温度达到室温。
13、优选的,所述步骤3中的正火处理温度为800-900℃。
14、优选的,所述步骤5中的正火处理温度为800-900℃。
15、优选的,所述步骤6中的冷却具体为,将轧制后的铸坯进行1-3℃/s的冷却,直至轧制后的铸坯冷却至室温。
16、一种高抗震性能螺纹钢,所述螺纹钢通过所述的一种高抗震性能螺纹钢的热处理方法制备处理得到。
17、本发明的有益之处在于:
18、本发明提出在两次轧制之前均进行热处理,通过正火处理来使螺纹钢在冷却后组织更细小、均匀,从而提高抗拉强度、时效性及抗震性能,以解决现有产品抗震性能不高的问题。
技术特征:1.一种高抗震性能螺纹钢的热处理方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种高抗震性能螺纹钢的热处理方法,其特征在于,所述目标螺纹钢的碳的质量百分数在0.2%-0.25%之间。
3.如权利要求1所述的一种高抗震性能螺纹钢的热处理方法,其特征在于,所述步骤2中的冷却具体为,对铸坯进行1-3℃/s的冷却,直至铸坯温度达到室温。
4.如权利要求1所述的一种高抗震性能螺纹钢的热处理方法,其特征在于,所述步骤4中的冷却具体为,对第一次正火处理后铸坯进行1-3℃/s的冷却,直至第一次正火处理后铸坯温度达到室温。
5.如权利要求1所述的一种高抗震性能螺纹钢的热处理方法,其特征在于,所述步骤3中的正火处理温度为800-900℃。
6.如权利要求1所述的一种高抗震性能螺纹钢的热处理方法,其特征在于,所述步骤5中的正火处理温度为800-900℃。
7.如权利要求1所述的一种高抗震性能螺纹钢的热处理方法,其特征在于,所述步骤6中的冷却具体为,将轧制后的铸坯进行1-3℃/s的冷却,直至轧制后的铸坯冷却至室温。
8.一种高抗震性能螺纹钢,其特征在于,所述螺纹钢通过权利要求1-7中任一项所述的一种高抗震性能螺纹钢的热处理方法制备处理得到。
技术总结本发明属于钢铁热处理领域,具体涉及一种高抗震性能螺纹钢及其热处理方法,包括对目标螺纹钢进行连铸,得到铸坯,对铸坯进行冷却和二次正火处理,最后轧制得到成品。本发明提出在轧制之前进行热处理,通过正火处理来使螺纹钢在冷却后组织更细小、均匀,从而提高抗拉强度、时效性及抗震性能,以解决现有产品抗震性能不高的问题,处理后成品的组织是铁素体加珠光体,铁素体晶粒更加细小。技术研发人员:提唱,张晗,卢广义,姜发健受保护的技术使用者:阳江合金材料实验室技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328359.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表