一种面向智能制造数字化车间的智慧调度方法
- 国知局
- 2024-11-18 18:22:48
本发明涉及车间调度管理,尤其涉及一种面向智能制造数字化车间的智慧调度方法。
背景技术:
1、随着智能制造技术的快速发展,数字化车间在工业生产中的应用越来越广泛。然而,现有的生产调度方法在面对复杂的生产环境和多变的生产任务时,往往存在效率低下、资源浪费和响应不及时等问题。这些问题主要体现在以下几个方面:
2、生产切换效率低:在多品种小批量生产模式下,生产任务的频繁切换对生产效率提出了更高的要求,现有方法在生产切换过程中往往缺乏标准化的流程,无法快速、高效地完成生产任务的切换
3、调度策略缺乏智能化:传统的生产调度方法大多依赖于固定的调度算法和人工经验,无法灵活应对不同生产任务和生产环境的变化,导致调度效率低下,资源分配不合理。
4、资源管理不完善:现有的调度系统对生产过程中产生的大量数据缺乏有效的分析和利用,特别是在资源的实时监控和动态调配方面存在不足,导致资源浪费和生产成本增加。
技术实现思路
1、基于上述目的,本发明提供了一种面向智能制造数字化车间的智慧调度方法。
2、一种面向智能制造数字化车间的智慧调度方法,包括以下步骤:
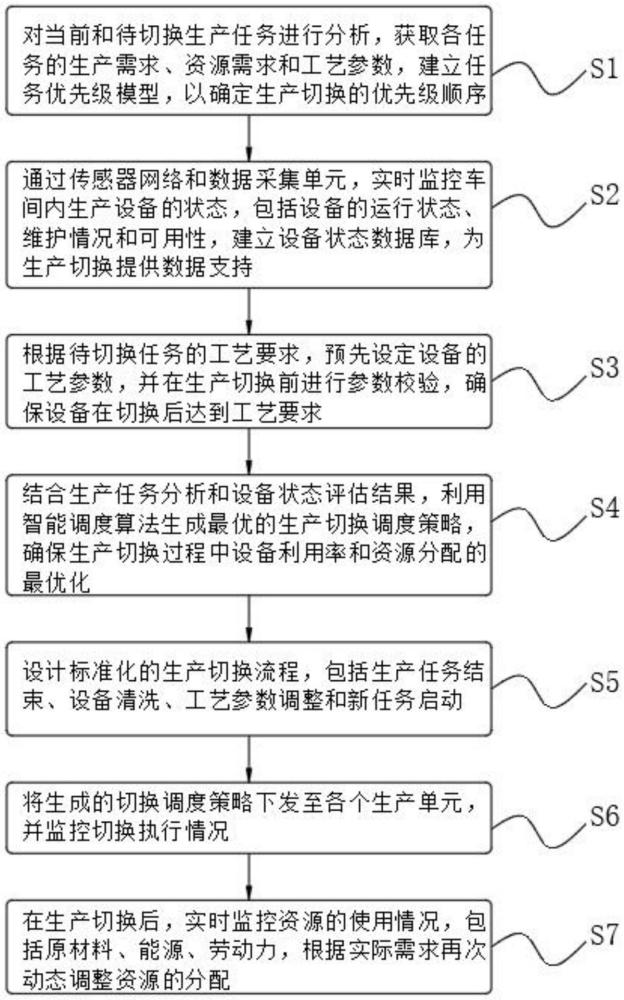
3、s1,生产任务分析:对当前和待切换的生产任务进行分析,获取各任务的生产需求、资源需求和工艺参数,建立任务优先级模型,以确定生产切换的优先级顺序;
4、s2,设备状态评估:通过传感器网络和数据采集单元,实时监控车间内生产设备的状态,包括设备的运行状态、维护情况和可用性,建立设备状态数据库,为生产切换提供数据支持;
5、s3,工艺参数预设:根据待切换任务的工艺要求,预先设定设备的工艺参数,并在生产切换前进行参数校验,确保设备在切换后能够达到工艺要求;
6、s4,智能调度策略生成:结合生产任务分析和设备状态评估结果,利用智能调度算法生成最优的生产切换调度策略,确保生产切换过程中设备利用率和资源分配的最优化;
7、s5,切换流程优化:设计标准化的生产切换流程,包括生产任务结束、设备清洗、工艺参数调整和新任务启动;
8、s6,切换执行:将生成的切换调度策略下发至各个生产单元,并监控切换执行情况;
9、s7,动态资源调配:在生产切换后,实时监控资源的使用情况,包括原材料、能源、劳动力,根据实际需求再次动态调整资源的分配,确保生产切换的顺利进行。
10、可选的,所述s1中建立任务优先级模型,以确定生产切换的优先级顺序具体包括:
11、s11,任务信息采集:从生产管理系统(mes)和企业资源计划系统(erp)中获取当前和待切换生产任务的详细信息,包括任务名称、任务类型、任务优先级、计划开始时间和结束时间;
12、s12,工艺参数提取:对每个生产任务的工艺参数进行提取,包括所需设备的工艺配置、生产工艺步骤、工艺参数;
13、s13,资源需求分析:对每个生产任务的资源需求进行分析,获取所需原材料、能源、劳动力、设备和工具的种类、数量和分布情况;
14、s14,任务关联性分析:分析当前和待切换生产任务之间的关联性,包括任务之间的依赖关系、共享资源的使用情况、工艺步骤的相似性,以识别冲突和协调点;
15、s15,任务优先级模型建立:
16、根据任务的紧急程度、客户需求、生产计划和资源可用性因素,建立任务优先级模型;
17、使用多因素权重分析方法,将各因素赋予权重值,计算每个生产任务的优先级得分;
18、结合任务关联性分析结果,对优先级得分进行调整,确保优先级模型能够真实反映任务的实际紧急程度和重要性;
19、优先级模型表示为:
20、pi=w1×ui+w2×di+w3×ri+w4×ci,其中,pi为生产任务i的优先级得分,ui为生产任务i的紧急程度评分,di为生产任务i的客户需求评分,ri为生产任务i的资源可用性评分,ci为生产任务i的任务关联性评分,w1,w2,w3,w4为各因素的权重值,满足w1+w2+w3+w4=1;
21、s16,优先级顺序确定:根据优先级模型的计算结果,对所有当前和待切换的生产任务进行排序,确定生产切换的优先级顺序。
22、可选的,所述s2中建立设备状态数据库具体包括:
23、s21,传感器网络部署:在生产设备的关键部位安装多种传感器,包括温度传感器、压力传感器、振动传感器、电流传感器,用于监测设备的运行状态参数;
24、s22,数据采集单元设置:在车间内设置数据采集单元,负责收集来自各个传感器的实时数据,通过无线网络将数据传输到中央控制单元,中央控制单元对采集到的设备状态数据进行数据归一化处理,确保数据的准确性和一致性;
25、s23,设备状态监控:
26、运行状态监控:实时监控设备的运行状态参数,包括温度、压力、振动和电流等,利用预设的阈值和规则判断设备的运行状态是否正常,对设备当前的运行状态进行评分;
27、维护情况监控:记录设备的维护历史,包括维护时间、维护内容、维护人员和维护结果信息,评估设备的维护情况,对设备的维护情况进行评分;
28、可用性监控:基于运行状态评分和维护情况历史评分,计算设备的可用性评分,设定阈值判断设备是否可用,标识当前设备是否可用于生产任务;
29、s24,设备状态数据库建立:将处理后的设备状态数据存储在设备状态数据库中,包括设备的实时状态数据、历史维护数据和可用性数据,为生产切换提供数据支持。
30、可选的,所述s3中工艺参数预设包括:
31、s31,工艺要求获取:从生产管理系统中获取待切换任务的详细工艺要求,包括温度、压力、运行速度工艺参数;
32、s32,工艺参数预设:根据待切换任务的工艺要求,预先设定设备的各项工艺参数,包括温度参数、压力参数、运行速度;
33、s33,工艺参数校验:在生产切换前,对预设的工艺参数进行校验,确保各参数能够在设备切换后快速达到目标值;
34、通过传感器网络实时监控各工艺参数的变化,记录当前参数值;
35、s34,计算各参数的偏差值δt,δp,δv;
36、s35,参数调整与优化:根据偏差值δt,δp,δv,调整设备的工艺参数控制系统,确保各参数达到目标值。
37、可选的,所述s4中的智能调度策略生成具体包括:
38、s41,生产任务与设备状态数据整合:将生产任务分析中获取的任务优先级模型和设备状态评估中建立的设备状态数据库进行整合,形成综合数据集;
39、s42,目标函数定义:根据生产需求和资源利用目标,定义优化目标函数,目标函数包括以下:
40、设备利用率最大化:通过最大化设备运行时间,减少设备空闲时间,提高设备利用率;
41、资源分配最优化:合理分配原材料、能源和劳动力资源,减少资源浪费,提高资源利用效率;
42、生产周期最小化:通过优化调度策略,缩短生产切换时间,最小化生产周期;
43、s43,约束条件设定:根据生产任务的工艺要求和设备状态,设定调度过程中需满足的约束条件,包括设备能力、资源限制和生产任务的优先级。
44、s44,基于强化学习的调度策略生成:采用强化学习算法,通过对生产任务与设备状态数据的交互学习,逐步优化调度策略,在训练过程中,引入奖励机制,根据设备利用率、资源利用率和生产周期的优化情况给予奖励,逐步引导算法向最优解靠拢;
45、s45,初始化与训练:根据综合数据集初始化调度算法,设定初始策略网络参数,表示为:θ0=random_initialization,其中,θ0为初始策略网络参数,random_initialization为随机初始化,训练过程包括在虚拟仿真环境中模拟生产任务切换过程,通过强化学习算法不断调整调度策略网络参数,通过多轮次的训练,优化策略网络参数,提高调度策略的有效性,策略网络参数的更新表示为:其中,θt为第t轮的策略网络参数,α为学习率,为第t轮的奖励函数梯度;
46、s46,将训练得到的调度策略应用于实际生产环境,进行小规模验证,验证策略的可行性和有效性,根据验证结果,二次更新策略网络参数:
47、θnew=θcurrent+β·δθ,其中,θnew为更新后的策略网络参数,θcurrent为当前策略网络参数,β为调整系数,δθ为调整量;
48、s47,经过训练和验证,输出最优的生产切换调度策略,包括详细的设备调度顺序、资源分配方案和生产切换计划。
49、可选的,所述目标函数定义包括:
50、设备利用率最大化:其中,ui为设备i的运行时间,t为总调度时间,n为设备总数;
51、资源分配最优化:其中,rj为资源j的使用量,m为资源总数;
52、生产周期最小化:min(tcycle),其中,tcycle为生产周期时间;
53、所述约束条件定义包括:
54、设备能力约束:每个设备的最大加工能力和负载;
55、资源限制约束:每种资源的可用数量和分配限制;
56、生产任务优先级约束:根据优先级模型确定任务的优先顺序。
57、可选的,所述强化学习算法中引入奖励机制,根据设备利用率、资源利用率和生产周期的优化情况给予奖励,逐步引导算法向最优解靠拢表示为:
58、其中,r为奖励值,w5,w6,w7为各优化目标的权重系数。
59、可选的,所述s5中设计标准化的生产切换流程具体包括:
60、s51,生产任务结束:当前生产任务完成后,通过生产管理系统(mes)发送任务完成信号,记录当前生产任务的结束时间和状态,确认所有生产步骤均已完成,产品质量检测合格,生产任务正式结束;
61、s52,设备清洗:
62、根据设备的工艺要求和清洗规范,启动设备清洗流程;
63、使用自动化清洗设备或手动清洗,确保清洗的彻底性和一致性;
64、清洗过程中,实时监控清洗参数,包括清洗时间、清洗液浓度和温度,确保清洗效果,清洗完成后,对设备进行干燥处理,确保设备无残留清洗液和杂质;
65、s53,工艺参数调整:获取新任务的工艺参数要求,包括温度、压力、运行速度,根据各参数的偏差值δt,δp,δv设定新的工艺参数,确保各参数达到目标值;
66、s54,新任务启动:在工艺参数调整完成并校验通过后,启动新的生产任务,通过生产管理系统(mes)下达新任务的启动指令,记录新任务的开始时间和状态。
67、可选的,所述s6还包括获取生成的生产切换调度策略,包括设备调度顺序、资源分配方案、生产切换流程,通过生产管理系统(mes),将综合调度计划下发至各个生产单元,调度策略下发包括设备调度指令、资源分配指令和生产切换流程指令,确保各生产单元能够准确执行调度策略。
68、可选的,所述s7中动态资源调配具体包括:
69、s71,实时监控资源使用情况:
70、原材料监控:通过物联网传感器和rfid技术,实时监控生产过程中原材料的使用情况,记录原材料的库存量、消耗速率和补充状态;
71、能源监控:通过智能电表和车间能耗监控系统,实时监控生产设备的能源消耗情况,包括电力、气体和水资源的使用量,记录各类能源的消耗速率和剩余量;
72、劳动力监控:通过车间工时管理系统和rfid卡,实时监控生产人员的工作状态、工作时间和任务进度,记录劳动力的分配情况和使用效率;
73、s72,资源需求预测:基于切换后生产任务的工艺参数和实时监控的数据,预测生产切换后各类资源的需求量,预测表示为:
74、
75、其中,dmaterial(t),denergy(t)和dlabor(t)分别为时间t时刻的原材料、能源和劳动力;
76、s73,动态资源分配:根据实时监控数据和预测结果,动态调整各类资源的分配,动态调整表示为:
77、amaterial(t)=max(0,min(smaterial-dmaterial(t),imaterial));
78、aenergy(t)=max(0,min(senergy-deneray(t),ienergy));
79、alabor(t)=max(0,min(slabor-dlabor(t),ilabor));
80、其中,amaterial(t)、aenergy(t)和alabor(t)分别为时间t时刻的原材料、能源和劳动力分配量,smaterial、senergy和slabor分别为当前库存量或可用量,imaterial、ienergy和ilabor分别为补充间隔时间内的补充量。
81、本发明的有益效果:
82、本发明,通过结合生产切换调度策略与动态资源调配策略,显著提高了生产效率,生成的最优生产切换调度策略确保了设备调度顺序和资源分配方案的合理性,并通过mes系统准确下发至各生产单元,结合动态资源调配策略,在生产切换过程中进一步实时监控资源使用情况,预测资源需求,动态调整资源分配,确保资源供应的及时性和准确性,有效减少了生产切换时间和资源浪费,提升了生产过程的连续性和稳定性。
83、本发明,利用动态资源调配策略,通过物联网传感器和监控系统,实时监控原材料、能源和劳动力的使用情况,基于实时数据和预测结果,动态调整资源分配方案,确保资源的合理利用,尤其在异常情况处理过程中,能够及时发出预警并自动调整最优生产切换调度策略,避免资源浪费和生产延误,从而优化资源的整体利用效率,提高生产过程的经济效益。
84、本发明,结合了基于强化学习的智能调度算法,使生产调度系统具有高度的灵活性和应变能力,不仅提升了生产系统的智能化水平,还积累了大量的生产数据,为后续的调度优化提供了宝贵的数据支持和经验积累,使得生产系统能够在复杂多变的生产环境中保持高效运行,显著提高了企业的竞争力和市场响应速度。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328534.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表