一种车身底板总成等离子焊接装置及方法与流程
- 国知局
- 2024-11-19 09:29:30
本发明涉及车身底板总成,尤其涉及一种车身底板总成等离子焊接装置及方法。
背景技术:
1、车身底板总成是汽车结构中一个非常重要的组成部分,它构成了车辆的底部框架。这个组件通常由多个部分焊接或通过其他方式连接在一起,形成一个坚固的整体结构,如图2所示的是一种现有的车身底板总成的结构示意图,包括底梁800、支撑梁801和支撑杆802,其中支撑梁801焊接在底梁800中央处,支撑杆802焊接在支撑梁801上,该车身底板总成的焊接通常有两种方式,第一种是通过焊接装置进行焊接,第二种则是通过人工手动焊接。
2、中国专利申请号2022113146773公开了一种车身焊接装置,包括焊接台、夹持机构以及焊接机械臂;夹持机构包括第一架体、第二架体、第一驱动件以及锁止组件;第一架体安装于焊接台且其上滑动插装有若干第一定位柱,第二架体的一端与第一架体的一端铰接连接,第二架体内垂直且滑动插装有若干第二定位柱。本发明中第一架体和第二架体相互扣合时,车身侧围的立柱将对应数量的第一定位柱以及第二定位柱挤压,以包围形式对车身侧围进行夹持,但是显然上述焊接装置不便于对图2所示的车身底板总成进行焊接。
3、人工手动焊接的流程如下:首先,工人使用焊接枪将支撑杆802焊接在支撑梁801上,之后将支撑梁801、支撑杆802的焊接件搬运至底梁800中央处,工人再使用焊接枪将支撑梁801焊接在底梁800中央处,但是通过人工手动焊接,操作麻烦,降低了焊接效果,因此我们提出了一种车身底板总成等离子焊接装置及方法。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,提供一种车身底板总成等离子焊接装置及方法,通过驱动焊接头a运动对支撑梁、底梁的两个横边进行焊接,通过焊接头b对支撑梁、底梁的两个竖边进行焊接,增强支撑梁、底梁之间的焊接效果;通过第一组装机构将旋入螺纹孔的螺栓拆卸至旋转帽的六角槽内后,驱动焊接头a伸入避让槽对圆孔、螺纹孔区域进行焊接,增强支撑梁、底梁之间的焊接效果,相对于人工手动焊接,操作简单,提高了焊接效果。
2、为实现上述目的,本发明提供如下技术方案:
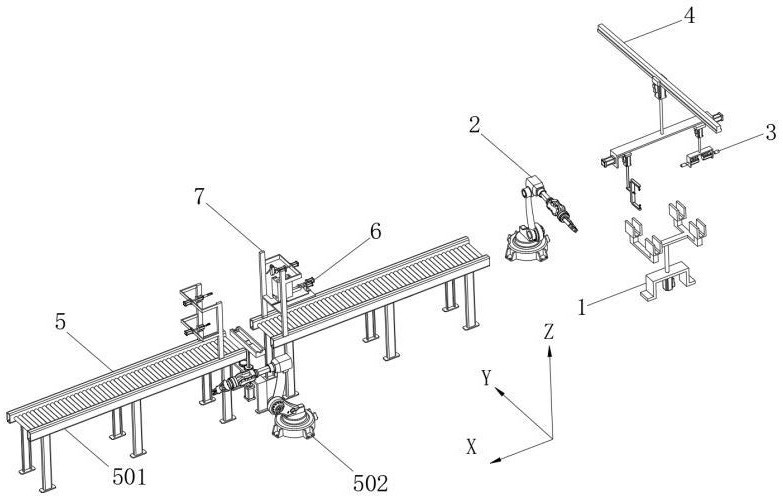
3、一种车身底板总成等离子焊接装置,包括固定机构,所述固定机构一侧设有机械手a、第一组装机构、第一等离子焊接机构、传输机构,所述传输机构上设有第二组装机构和第二等离子焊接机构;
4、所述第一等离子焊接机构包括设于空中的轨道,所述轨道上滑动设有运动块,所述运动块底部安装有运动驱动件a,所述运动驱动件a输出端安装有升降架,所述升降架一侧设有焊接组件,所述第一组装机构设于所述升降架另一侧;
5、所述焊接组件包括安装于所述升降架一侧的直线驱动件a,所述直线驱动件a输出端安装有运动板a,所述运动板a上安装有旋转驱动件a,所述旋转驱动件a输出端安装有升降板,所述升降板上安装有连接杆a,所述连接杆a上安装有焊接头a,所述连接杆a两端安装有旋转驱动件b,所述旋转驱动件b输出端安装有摆动杆,所述摆动杆上安装有焊接头b。
6、所述第一组装机构包括:直线驱动件c,所述直线驱动件c安装于所述升降架另一侧;运动板b,所述运动板b安装于所述直线驱动件c输出端;旋转驱动件c,所述旋转驱动件c安装于所述运动板b底部;运动架,所述运动架安装于所述旋转驱动件c输出端;旋转驱动件d,两个所述旋转驱动件d安装于所述运动架两侧;旋转帽,所述旋转帽安装于所述旋转驱动件d输出端,所述旋转帽内开设有六角槽,所述六角槽内设有六角螺栓,六角螺栓与所述六角槽磁力吸附。
7、所述固定机构包括:连接架,所述连接架设于地面上;旋转驱动件e,所述旋转驱动件e安装于所述连接架上;承载架,所述承载架安装于所述旋转驱动件e输出端;夹持块,多个所述夹持块安装于所述承载架上,所述夹持块内开设有夹持槽。
8、所述传输机构包括设于地面上的传输带,所述传输带一侧设有机械手b和直线驱动件i,所述直线驱动件i输出端安装有输出杆,所述输出杆外侧安装有方块,所述输出杆上安装有容纳块,所述容纳块内开设有容纳槽,所述直线驱动件i一侧设有安装架a,所述安装架a上安装有旋转驱动件i,所述旋转驱动件i输出端安装有齿轮a,所述安装架a上转动设有齿轮b,所述齿轮b内开设有滑槽,所述输出杆、方块在所述滑槽内滑动,所述齿轮a与所述齿轮b啮合。
9、所述第二组装机构包括安装于所述传输带上的固连架a,所述固连架a上安装有平板,所述平板上安装有导轨a和直线驱动件b,所述导轨a上滑动设有滑动板,所述直线驱动件b输出端与所述滑动板相连接;
10、所述滑动板上安装有导轨b、直线驱动件f、直线驱动件d,所述导轨b上滑动设有储料箱,所述储料箱内开设有储存槽a和储存槽b,所述直线驱动件f输出端安装有推动杆,所述直线驱动件d输出端与所述储料箱相连接。
11、所述第二等离子焊接机构包括:安装架b,所述安装架b安装于所述固连架a上;直线驱动件e,所述直线驱动件e安装于所述安装架b上;旋转驱动件j,所述旋转驱动件j安装于所述直线驱动件e输出端;摆动架,所述摆动架安装于所述旋转驱动件j输出端,所述摆动架内开设有凹槽;旋转块,所述旋转块转动设于所述凹槽内;焊接嘴a,所述焊接嘴a安装于所述旋转块上;连接杆b,所述连接杆b安装于所述旋转块一侧;旋转驱动件f,所述旋转驱动件f安装于所述摆动架上,所述旋转驱动件f输出端与所述连接杆b之间通过皮带传动连接。
12、所述传输带上安装有固连架b,所述固连架b上安装有直线驱动件g,所述直线驱动件g输出端安装有旋转驱动件g,所述旋转驱动件g输出端安装有检测螺杆;所述固连架b上安装有直线驱动件h,所述直线驱动件h输出端安装有旋转驱动件h,所述旋转驱动件h输出端安装有钻头,所述固连架b上安装有直线驱动件j,所述直线驱动件j输出端安装有喷气管。
13、本发明的有益效果在于:
14、(1)本发明通过驱动焊接头a运动对支撑梁、底梁的两个横边进行焊接,通过焊接头b对支撑梁、底梁的两个竖边进行焊接,增强支撑梁、底梁之间的焊接效果;通过第一组装机构将旋入螺纹孔的螺栓拆卸至旋转帽的六角槽内后,驱动焊接头a伸入避让槽对圆孔、螺纹孔区域进行焊接,增强支撑梁、底梁之间的焊接效果,相对于人工手动焊接,操作简单,提高了焊接效果。
15、(2)本发明通过驱动容纳块向上运动,带动容纳槽内的支撑梁向上运动,驱动支撑梁运动至第二组装工位,驱动滑动板运动,驱动储料箱运动与支撑梁接触,此时支撑梁上的安装孔与储料箱的圆槽a位置对应;直线驱动件f驱动推动杆向前运动,驱动推动杆将圆槽a内的支撑杆推动至支撑梁的安装孔内,完成了支撑杆、支撑梁的组装。
16、(3)本发明通过旋转驱动件j驱动焊接嘴a转动,驱动焊接嘴a对支撑杆、支撑梁焊接环a区域进行焊接;旋转驱动件i驱动齿轮a转动,带动输出杆转动,驱动容纳槽内的支撑梁转动180度,旋转驱动件j驱动焊接嘴a转动,驱动焊接嘴a对支撑杆、支撑梁焊接环b区域进行焊接。
17、(4)本发明通过旋转驱动件i驱动容纳槽内的支撑梁转动90度,使支撑梁的螺纹孔与检测螺杆位置对应;直线驱动件g驱动检测螺杆运动至支撑梁的螺纹孔处,旋转驱动件g驱动检测螺杆转动,若检测螺杆可完全旋入螺纹孔内,则螺纹孔检测合格,则进入组装工序b。
18、(5)本发明通过直线驱动件i驱动容纳块向上运动,带动容纳槽内的支撑梁运动至钻孔工位,直线驱动件h驱动转动的钻头对不合格的螺纹孔区域进行钻孔,然后驱动支撑梁向上运动,直线驱动件j驱动喷气管对支撑梁的钻孔区域进行喷气,吹去孔内的碎屑。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328997.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表