一种20CrMo钢承压定子零部件临界淬火热处理方法与流程
- 国知局
- 2024-11-19 09:30:09
本发明涉及材料热处理,特别涉及一种20crmo钢承压定子零部件临界淬火热处理方法。
背景技术:
1、离心压缩机的定子零部件如筒型机壳选材主要为20crmo亚共析钢,按照经典热处理观念,亚共析钢必须加热到ac3以上进行完全奥氏体化,即完全淬火才可以保证钢材的优良性能。然而在保证材料强度的同时,作为承压件,其对冲击韧性也有较高需求。同时,对于一些特殊工艺介质如h2s等腐蚀性气体,还要控制其硬度以便符合相关的耐腐蚀标准如nace mr 0175或是nace mr 0103标准中的要求hbw≤237(hrc22),这就造成完全淬火虽然能保证定子零部件的屈服强度等力学性能强度可以满足设计需求,但是其冲击韧性不合格的几率往往比较大。而且在一些特殊工况下,定子零部件的硬度也无法有效控制在标准要求范围内。
2、因此,对于筒型机壳等20crmo钢承压定子零部件,亟需一种热处理工艺方法,使材料在满足设计所需力学性能的前提下,不仅提高材料的冲击韧性,同时还需要更好的控制材料的硬度以使其符合特定工况下对耐腐蚀性能的需求。
技术实现思路
1、本发明的目的在于提供一种20crmo钢承压定子零部件临界淬火热处理方法,使20crmo钢承压定子零部件通过临界淬火后在力学性能满足设计需求的情况下,改善其冲击韧性,并有效控制其硬度区间以使其满足某些特殊腐蚀介质工况下的耐蚀使用需求。
2、为解决上述技术问题,本发明提供了一种20crmo钢承压定子零部件临界淬火热处理方法,包括如下步骤:
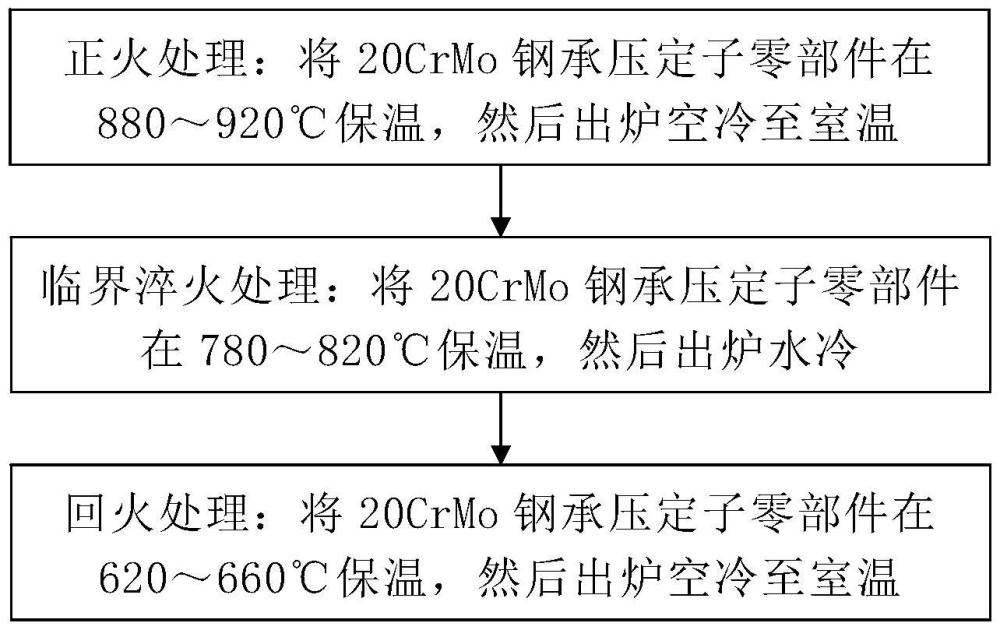
3、正火处理:将20crmo钢承压定子零部件在880~920℃保温,然后出炉空冷至室温;
4、临界淬火处理:将20crmo钢承压定子零部件在780~820℃保温,然后出炉水冷;
5、回火处理:将20crmo钢承压定子零部件在620~660℃保温,然后出炉空冷至室温。
6、进一步地,所述20crmo钢承压定子零部件正火处理时,在≤500℃装炉,并以≤100℃/h的速度加热至630~680℃保温1~4h后,再以≤100℃/h的速度加热至880~920℃,保温时间t为0.9×有效厚度mm/30mm小时,且保温时间不得低于2小时,然后出炉空冷至室温。
7、进一步地,所述20crmo钢承压定子零部件临界淬火处理时,在≤500℃装炉,并以≤100℃/h的速度加热至630~680℃保温1~4h后,再以≤100℃/h的速度加热至780~820℃,保温时间t为0.9×有效厚度mm/30mm小时,且保温时间不低于2小时,然后出炉水冷。
8、进一步地,所述20crmo钢承压定子零部件回火处理时,在≤350℃装炉,并以≤70℃/h的速度加热至620~660℃,保温时间t为0.9×有效厚度mm/30mm小时,且保温时间不低于3小时,然后出炉空冷至室温。
9、进一步地,所述20crmo钢承压定子零部件为离心压缩的机筒型机壳。
10、进一步地,所述有效厚度为所述筒型机壳壁厚的最大内切圆直径。
11、本发明提供的一种20crmo钢承压定子零部件临界淬火热处理方法,按照正火处理、临界淬火及回火处理的热处理工艺,并且,对20crmo钢承压定子零部件在880~920℃的温度下正火处理、在780~820℃的温度下临界淬火处理及在620~660℃温度下回火处理,可使20crmo钢承压定子零部件在能满足设计所需的力学性能前提下,提高其冲击韧性,同时还能更好的控制其硬度区间范围在hbw≤237,使其符合特定工况下对耐腐蚀性能的需求。
技术特征:1.一种20crmo钢承压定子零部件临界淬火热处理方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的承压定子零部件20crmo钢临界淬火热处理方法,其特征在于:所述20crmo钢承压定子零部件正火处理时,在≤500℃装炉,并以≤100℃/h的速度加热至630~680℃保温1~4h后,再以≤100℃/h的速度加热至880~920℃,保温时间t为0.9×有效厚度mm/30mm小时,且保温时间不得低于2小时,然后出炉空冷至室温。
3.根据权利要求2所述的承压定子零部件20crmo钢临界淬火热处理方法,其特征在于:所述20crmo钢承压定子零部件临界淬火处理时,在≤500℃装炉,并以≤100℃/h的速度加热至630~680℃保温1~4h后,再以≤100℃/h的速度加热至780~820℃,保温时间t为0.9×有效厚度mm/30mm小时,且保温时间不低于2小时,然后出炉水冷。
4.根据权利要求3所述的承压定子零部件20crmo钢临界淬火热处理方法,其特征在于:所述20crmo钢承压定子零部件回火处理时,在≤350℃装炉,并以≤70℃/h的速度加热至620~660℃,保温时间t为0.9×有效厚度mm/30mm小时,且保温时间不低于3小时,然后出炉空冷至室温。
5.根据权利要求4所述的承压定子零部件20crmo钢临界淬火热处理方法,其特征在于:所述20crmo钢承压定子零部件为离心压缩的机筒型机壳。
6.根据权利要求5所述的承压定子零部件20crmo钢临界淬火热处理方法,其特征在于:所述有效厚度为所述筒型机壳壁厚的最大内切圆直径。
技术总结本发明提供了一种20CrMo钢承压定子零部件临界淬火热处理方法,其特征在于,其步骤包括:正火处理:将20CrMo钢承压定子零部件在880~920℃保温,然后出炉空冷至室温;临界淬火处理:将20CrMo钢承压定子零部件在780~820℃保温,然后出炉水冷;回火处理:将20CrMo钢承压定子零部件在620~660℃保温,然后出炉空冷至室温。本发明提供的一种20CrMo钢承压定子零部件临界淬火热处理方法,可使材料的力学性能在满足设计需求的情况下,改善其冲击韧性,并能有效控制其硬度区间以使其满足某些特殊腐蚀介质工况下的耐蚀使用需求。技术研发人员:刘业超,牛丹,邹鹏,王思倩,赵亮,陈炜,舒鑫,郝建国,耿延朝,田鑫,王飞宇,王振江,于洪江,蒋申柱,曲德毅,王全振受保护的技术使用者:沈阳透平机械股份有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/329046.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表