一种金属软管的气密性自动检测系统及检测方法与流程
- 国知局
- 2024-11-19 09:40:35
本发明属于机械,涉及一种气密检测系统,特别是一种金属软管的气密性自动检测系统及检测方法。
背景技术:
1、波纹金属软管是一种柔性管道,可用作输送各种流体介质的管配件,通常采用不锈钢材质。该软管具有轻质、良好的柔性、抗疲劳、耐腐蚀、减振降噪和使用寿命长等优点,在石化、冶金、机车、船舶、航空航天、特种设备、城市供水和能源建筑等领域得到广泛应用。若金属软管在安装之前存在泄漏,在实际使用中会造成介质泄漏和大量经济损失。因此,金属软管的泄漏检测作为金属软管出厂前至关重要的一个流程,是评估金属软管安全性和质量的重要标准之一。
2、在传统的气密性检测中,需要检测人员手动操作,通过目视等手段判断金属软管有无泄漏,在这种人工检测手段中,泄漏率无法计算,效率与安全性较低,且准确率依赖工人测试水平。
3、为了解决传统气密性检测问题,例如中国专利文献202022471000.3中公开了了一种汽车挠性节波纹管气密性的检测装置,全部操作实现自动化,无需人工操作,提高了检测效率;减少了人工成本,且避免了传统检测方法中人为判断带来的误差,因而检测结果更为精确和直观。该装置的检测方法无需浸水,避免了水浸对产品带来的二次污染,也无需进行干燥,直接可进入下一步操作,可以节省许多时间成本,进一步提高生产效率。
4、上述技术方案中,虽然在单独工位上实现了对管体气密性的检测功能,但其无法实现大规模、连续的管体气密性检测,且缺乏多个不同工位协作的全自动操作运行,上下料、拆装配件、定位检测等仍需要人工进行辅助。另外上述技术方案还缺乏在气密检测过程中对充气、保压及放气的检测操控作业,从而存在检测安全性、精准性及高效性等问题。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种金属软管的气密性自动检测系统及检测方法。
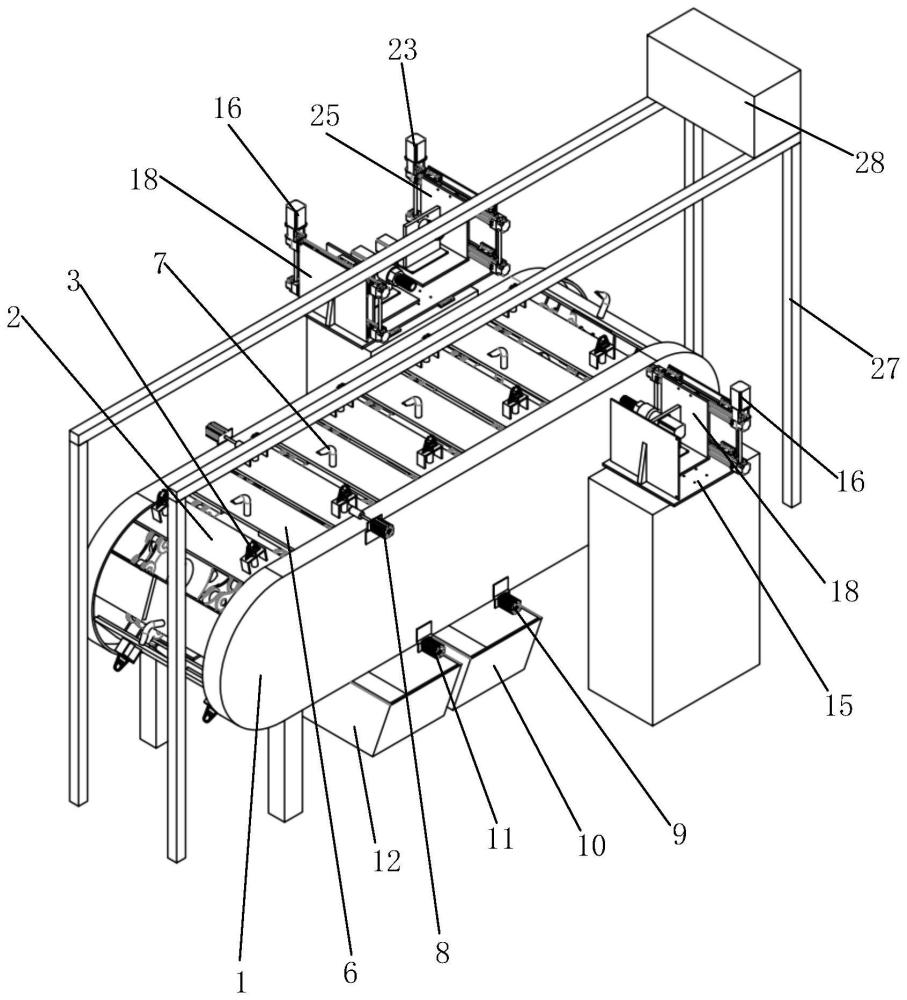
2、本发明的目的可通过下列技术方案来实现:一种金属软管的气密性自动检测系统,包括具有首端和尾端的传送装置,所述传动装置的尾端两侧设置拆装供气装置,所述传动装置的尾端上方架设检测箱,其特征在于,所述传送装置包括循环输送机构,所述循环输送机构上呈环形排列若干组软管定位机构,所述软管定位机构包括并排设置的夹持板和固定板,所述夹持板的两端设置夹持组件,所述固定板上设置挂钩,所述循环输送机构的顶部设置夹紧气缸,所述夹紧气缸的旁侧固设接近传感器一,所述循环输送机构的底部依次设置第一释放气缸、第二释放气缸,所述第一释放气缸的旁侧固设接近传感器二,所述第二释放气缸的旁侧固设接近传感器三,所述第一释放气缸的下方衔接良品收集篮,所述第二释放气缸的下方衔接不良品收集篮;所述拆装供气装置包括机台,所述机台上设置检测感应器,所述机台上通过切换移动机构连接工作平台,所述工作平台上通过进给机构一连接拆装机构,所述工作平台上通过进给机构二连接供气机构,外部气源连接所述检测箱并通过供气管连接所述供气机构。
3、在上述的金属软管的气密性自动检测系统中,所述循环输送机构包括位于两侧的侧板,两片所述侧板之间铰接主动轴和从动轴,所述主动轴由输送电机驱动连接,所述主动轴上套接主链轮,所述从动轴上套接从链轮,所述主链轮与所述从链轮外周通过齿啮合连接链条,所述夹持板/固定板的端部固连在所述链条上。
4、在上述的金属软管的气密性自动检测系统中,所述夹持组件包括夹持座,所述夹持座上设置夹手,所述夹手包括两个相对设置的单侧爪,所述单侧爪的底端铰接于所述夹持座上,所述单侧爪的顶部具有圆弧抱夹部,所述单侧爪的底部固连夹角杆,两个所述单侧爪的中部通过拉簧相连;所述夹持座位于两个所述单侧爪的中间开设通孔,所述通孔内呈升降滑动穿接顶杆,所述顶杆的顶端接触所述夹角杆。
5、在上述的金属软管的气密性自动检测系统中,所述切换移动机构包括y电机,所述机台上铰接至少一组y主轮和y副轮,所述y电机的y转轴固连所述y主轮,所述y主轮和所述y副轮的外周套接y皮带,所述y皮带上固连所述工作平台;所述进给机构一包括x电机一,所述工作平台的一侧壁上铰接至少一组x主轮一和x副轮一,所述x电机一的x转轴一固连所述x主轮一,所述x主轮一和所述x副轮一的外周套接x皮带一,所述x皮带一上固连所述拆装机构;所述进给机构二包括x电机二,所述工作平台的另一侧壁上铰接至少一组x主轮二和x副轮二,所述x电机二的x转轴二固连所述x主轮二,所述x主轮二和所述x副轮二的外周套接x皮带二,所述x皮带二上固连所述供气机构。
6、在上述的金属软管的气密性自动检测系统中,所述拆装机构包括固连在所述皮带一上的拆装架,所述拆装架上固装拆装电机,所述拆装电机通过联轴器连接套筒,所述套筒内设置快拆供气母头或堵头;所述供气机构包括固连在所述皮带二上的供气架,所述供气架上设置快拆供气公头。
7、一种金属软管的气密性自动检测系统的检测方法,应用于如权利要求5所述的金属软管的气密性自动检测系统,所述检测方法包括以下步骤:
8、1)、启动循环输送机构带动软管定位机构定向运转,当接近传感器一感测到夹持板上的夹持组件到达上料工位,循环输送机构停机,夹紧气缸伸长推杆驱动夹手张开,将金属软管的管口放入夹手,同时将金属软管的中段缠绕在挂钩上,夹紧气缸缩回推杆使夹手合闭夹紧金属软管的管口;
9、2)、启动循环输送机构带动金属软管继续定向运输至检测工位,当检测感应器感测到金属软管到达检测工位,循环输送机构停机,启动两侧的切换移动机构沿y向平移工作平台,同步将两侧拆装机构对准金属软管的管口,同步启动两侧进给机构一将拆装机构推进,一侧启动拆装电机带动套筒正向旋转将快拆供气母头旋拧在金属软管的一端螺纹管口上,另一侧启动拆装电机带动套筒正向旋转将堵头旋拧在金属软管的另一端螺纹管口上,同步启动两侧进给机构一将拆装机构后撤;
10、3)、启动一侧切换移动机构沿y向平移工作平台,将供气机构对准金属软管管口的快拆供气母头,启动进给机构二将供气机构推进,使快拆供气公头与快拆供气母头密封连接,开启检测箱进行金属软管气密性的检测,检测结束后记录该金属软管气密性的好坏,通过检测箱控制泄压,启动进给机构二将供气机构后撤移出快拆供气公头;
11、4)、启动两侧的切换移动机构沿y向平移工作平台,同步将两侧拆装机构对准金属软管的管口,同步启动两侧进给机构一将拆装机构推进,一侧启动拆装电机带动套筒反向旋转将快拆供气母头从金属软管的一端旋出,另一侧启动拆装电机带动套筒反向旋转将堵头从金属软管的另一端旋出,同步启动两侧进给机构一将拆装机构后撤;
12、5)、启动循环输送机构带动金属软管继续定向运输,若所检测的金属软管气密性良好,当接近传感器二感测到该金属软管到达良品工位,循环输送机构停机,第一释放气缸伸长推杆驱动夹手张开,释放金属软管落入良品收集篮;
13、6)、启动循环输送机构带动金属软管继续定向运输,若所检测的金属软管气密性不好,当接近传感器三感测到该金属软管到达不良品工位,循环输送机构停机,第二释放气缸伸长推杆驱动夹手张开,释放金属软管落入不良品收集篮。
14、在上述的金属软管的气密性自动检测系统的检测方法中,步骤3)中的金属软管气密性检测分三阶段进行,依次包括通气阶段、保压阶段和放气阶段;
15、a、通气阶段:
16、外部气源通过检测箱向金属软管供气,检测箱内的压力传感器检测到压力达到给定压力值时,停止供气;
17、b、保压阶段:
18、通过检测箱内的压力传感器对金属软管内的气压进行监测,其压力下降在δp以内时,判定该金属软管的气密性良好;
19、c、放气阶段:
20、等待金属软管内气压降至p放气且放气时间大于t放气时,拔出快拆供气公头进行放气;
21、其中p放气为设定的放气后最终气压,t放气为计算得出的放气时间。
22、在上述的金属软管的气密性自动检测系统的检测方法中,在步骤a通气阶段和步骤c放气阶段中,
23、有相关关系式如下:
24、将外部气泵提供的气体视为理想气体,得到充气时间与金属软管半径r、金属软管长度l的关系式:
25、
26、其中,t充气为充气时间(s);v流为外部气泵流量(m3/s);
27、在放气过程中,对金属软管内气压进行判断:
28、
29、气体流动状态为壅塞流;得出金属软管口上的流动参数:
30、
31、
32、
33、其中,p=p0+p检测,p0为标准大气压,ρ为临界密度,t为临界温度,r为气体常数,取0.287kpa·m3/kg·k,t0为环境温度,k为空气临界状态参数,取1.4,v为出口气流速度;
34、金属软管出口处质量流为:
35、
36、为出口处质量流(kg/s),a为金属软管管口面积(m2);
37、质量与气体物质的量转化关系式为:
38、m=n·m (6)
39、其中,m为气体质量(kg),n为软管内空气的物质的量(mol),m为空气的摩尔质量(kg/mol);
40、金属软管的体积计算公式为:
41、v=πr2l (7)
42、结合公式(2)-(7)得到放气时间t放气的计算式:
43、
44、从t=0(n=n测试)积分到t=t(n=n0)有
45、
46、其中n0为放气结束后金属软管内空气的物质的量(mol);n测试为测试压力下金属软管内空气的物质的量(mol),其中t为放气时间(s);
47、由于气体在金属软管内运动需要一定时间,加入补偿时间t′,t′与管道长度l有关;
48、
49、最后得出放气时间为:
50、t放气=t+t (8)
51、在步骤b保压阶段的检测箱工作时,根据公式(1)与公式(8)计算的充气与放气时间进行验证。
52、在上述的金属软管的气密性自动检测系统的检测方法中,在充气阶段,当检测箱内压力传感器的数值开始变化时计时开始,当经过充气时间t充气后,若压力传感器的读数仍小于检测所需压力值,则发出警报,提示充气阶段出现故障。
53、在上述的金属软管的气密性自动检测系统的检测方法中,在放气阶段,在放气电磁阀打开的同时开始计时,经过放气时间t放气后,对压力传感器的读数进行采集,若此时读数与大气压相同或误差在额定安全范围内,则进行下一步工序,若此时读数在额定安全范围外,则发出警报提示放气阶段出现故障。
54、与现有技术相比,本金属软管的气密性自动检测系统及检测方法具有以下有益效果:
55、1、本机械系统设计合理,属于高效率自动检测气密性设备,省去了人工拧入堵头与供气端口并进行检测的步骤,安全可靠,自动化程度高,很大程度上提高了工作效率,能很好地适应气密性检测的场景。
56、2、采用自动化检测系统,通过循环输送机构的定向运输和各个步骤的自动化执行,能够快速高效地完成对金属软管气密性的检测,提高了生产效率。系统中设置了多个传感器和监测装置,能够实时监测金属软管的位置、状态和气密性,确保检测结果的准确性和可靠性。有效避免了由于人工观测误差带来的漏检、误检等影响。同时也提高了检测时的安全性。
57、3、能够准确的判断金属软管的泄漏率,为金属软管故障的诊断与修复提供了确切的依据。根据检测结果,系统能够自动将检测合格和不合格的金属软管分别放置到良品收集篮和不良品收集篮中,实现了自动化的分拣功能,提高了生产效率和产品质量。
58、4、系统中的切换移动机构和进给机构等部件能够灵活调整位置和运动轨迹,适应不同规格和型号的金属软管的检测需求,提高了系统的适用性和灵活性。检测作业中的各个步骤清晰明了,作业流程简单,减少了操作人员的培训成本,提高了生产线的稳定性和可操作性。
59、综上所述,该气密性自动检测系统具有自动化程度高、高效检测、精准定位、操作简便和快速拆装零部件等多项有益效果,能够提升生产效率,保障产品质量,降低成本,具有较高的实用价值和经济效益。
本文地址:https://www.jishuxx.com/zhuanli/20241118/329745.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表