一种低烟无卤阻燃物理防白蚁铝护套型电缆及其生产工艺的制作方法
- 国知局
- 2024-11-19 09:56:05
本发明属于电缆生产和加工工艺,具体涉及一种低烟无卤阻燃物理防白蚁铝护套型电缆及其生产工艺,所述电缆适用于铁路信号传输系统。
背景技术:
1、电缆是由一根或多根相互绝缘的导体和外包绝缘保护层制成,将电力或信息从一处传输到另一处的导线。绝缘电缆是由一根或多根绝缘线芯,以及它们各自可能具有的包覆层,总保护层及外护套构成的,用以传输电能、信息和实现电磁能转换。
2、电缆的外护套层容易遭受生物破坏,特别是南方地区电缆遭受的蚁害,高压电缆外护套是保护电缆正常运行的第一道防线,由于白蚁的啃咬,容易造成电缆外护套的损坏,使电缆绝缘受潮,导致绝缘电阻下降,造成单相接地短路,甚至引起线路击穿等严重事故。因此,提高高压电缆外护套性能,防止白蚁蛀蚀,保障电缆的安全运行,已成为电缆制造企业和电力部门紧迫研究的内容。
3、现有技术中,防白蚁电缆主要是采用化学法防白蚁方法,在外护套材料中添加化学药剂,使白蚁在靠近或者啃咬点按外护套时,被杀死或者趋避。化学防白蚁在实际生产及敷设使用时,人体直接接触会导致过敏反应甚至出现应激现象,严重者甚至导致死亡。同时,化学添加剂随时间推移,防白蚁效果容易减弱。因此,近些年来,行业的普遍要求是采用物理防白蚁方式替代化学方式,以减少人体及环境危害。
4、现有技术中,常见的防白蚁型电缆产品主要为非阻燃型,随着行业发展,对阻燃产品的需求也明显扩大,如将原来单根垂直燃烧扩展为成束c类、b类甚至a类。发明人前期研究发现,市面上满足常规性能的尼龙厂家很多,但满足成束燃烧、透光率的阻燃尼龙厂家及阻燃尼龙电缆产品却很少。
5、鉴于上述情况,目前,急需一种能够物理防白蚁,且还具有低烟阻燃特性的电缆产品,同时,还要满足相关电性能、耐腐蚀性能等要求。
技术实现思路
1、本发明目的是提供一种低烟无卤阻燃物理防白蚁铝护套型电缆及其生产工艺,通过对电缆中内垫层、内层外护套、外层外护套的组成进行调整,并采用特定的生产工艺,使制备得到的电缆具有优良的阻燃、电气性能和物理性能之外,还具有物理防白蚁功能,能够达到白蚁危害地区的白蚁综合治理及白蚁预防标准,具备良好的应用前景。
2、为了实现上述目的,本发明采用以下技术方案:
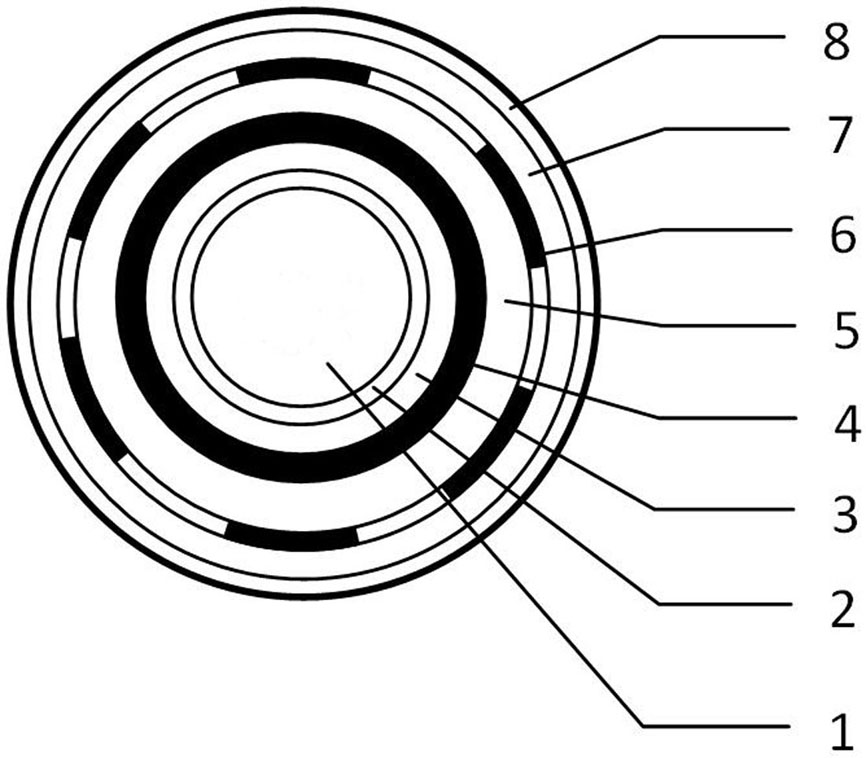
3、一种低烟无卤阻燃物理防白蚁铝护套型电缆,由内层到外层依次为电缆缆芯、pe隔热层、铝护套、内垫层、钢带铠装层、内层外护套和外层外护套。
4、具体的,所述电缆缆芯是由若干个缆芯单元采用绞合的方式制成的,每个缆芯单元是由若干根绝缘单线绞合后整体外包一层玻璃布带层制成的,优选的,所述电缆缆芯为四芯电缆缆芯,所述电缆缆芯是由四个缆芯单元采用绞合的方式制成的。
5、具体的,所述的玻璃布带层采用无机玻璃丝纤维编织布带绕包而成,这一结构可以起到紧扎和隔热作用。
6、具体的,每根绝缘单线是由导体和涂覆在导体外表面的绝缘层制成的,所述绝缘层具有不同的颜色。
7、具体的,选用符合《gb/t 3953-2024电工圆铜线》规定的软圆铜线作为导体,导体标称直径为1.0mm;
8、具体的,所述绝缘层采用聚乙烯绝缘料(型号为cs k-3364nt cpd 3364)。
9、具体的,所述绝缘层的颜色分别为红、绿、白、蓝四种颜色;绝缘层标称厚度为:0.6mm,允许偏差为:±0.1mm。
10、具体的,缆芯单元的绞合方式为对绞式或者星绞式;
11、对绞式是由对线组缆芯单元制成的,每个对线组缆芯单元是由两根不同颜色的绝缘单线左向绞合后整体外包一层玻璃布带层制成的,其绞合节距不大于300mm;对线组色谱为:红/白、绿/白、蓝/绿、蓝/白;
12、星绞式是由星型四线组缆芯单元制成的,每个星型四线组缆芯单元是由四根不同颜色的绝缘单线左向绞合后整体外包一层玻璃布带层制成的,其绞合节距不大于300mm;不同绞合节距的星型四线组应疏绕不同颜色的非吸湿性的丝;星型四线组a端线序排列应符合
13、《tb/t2476-2017铁路信号电缆》的规定。
14、优选的,所述四芯电缆缆芯是通过四根星型四线组缆芯单元采用左向绞合的方式制成的,或者,所述四芯电缆缆芯是通过四根对线组缆芯单元采用左向绞合的方式制成的。
15、具体的,pe隔热层和电缆缆芯之间还设有无纺布包带;所述无纺布包带通绕包的方式设置于电缆缆芯外。
16、具体的,所述pe隔热层采用挤包的方式设置于无纺布包带外。
17、具体的,所述内垫层采用挤包的方式设置于铝护套外。
18、具体的,本发明中采用低烟无卤阻燃隔氧层护套料(氧指数≥40)作为内垫层,所述低烟无卤阻燃隔氧层护套料具有良好的阻燃、耐火、燃烧成壳特性,并具有更加优良的阻断热传递、隔断可燃物和氧气的性能。
19、进一步的,所述内垫层由以下重量份配比原料制备而成:乙烯-醋酸乙烯酯共聚物eva 5-10份、高密度聚乙烯hdpe 20-30份、相容剂5-10份、阻燃剂i 80-90份、成壳剂2-7份、抗氧剂0.2-0.5份、润滑剂1-4份和偶联剂0.4-3份。
20、进一步的,所述相容剂可以为环状酸酐相容剂、环氧类相容剂、恶唑啉类相容剂中的一种或多种混合;所述相容剂优选环状酸酐相容剂,可以为马来酸酐接枝苯乙烯-乙烯-丁二烯-苯乙烯嵌段共聚弹性体(sebs-g-mah,其中sebs分线型和星型,优选线型sebs,分子量≥70000)、马来酸酐接枝乙烯-辛烯共聚物(poe-g-mah)、马来酸酐接枝乙烯-醋酸乙烯酯共聚物(eva-g-mah)中的一种或多种的混合物,其中,马来酸酐(mah)的接枝率为0.5%-3%。
21、进一步的,所述阻燃剂i为氢氧化铝、氢氧化镁、氧化镁、三氧化二锑、四硼酸钠中的一种或多种。
22、进一步的,所述偶联剂为硅烷偶联剂如kh560、kh550、kh570、kh792、dl602中的一种或几种,或者为钛酸酯偶联剂如201、101、105、311中的一种或几种,优选为硅烷偶联剂kh550。
23、进一步的,所述抗氧剂为抗氧剂168、抗氧剂1010、抗氧剂1076、抗氧剂1098、抗氧剂3114、抗氧剂164、抗氧剂264、抗氧剂bht、抗氧剂t501、抗氧剂b215、抗氧剂b225中的一种或多种。
24、进一步的,所述成壳剂为改性纳米蒙脱土、硅微粉、白炭黑和中的任意一种或者两种的混合物,也可以为至少含有硼镁石和有机蒙脱土的复配型阻燃剂,或者聚磷酸酯阻燃剂px-220。
25、进一步的,所述改性纳米蒙脱土由十六长链烷烃与蒙脱土混合后获得,其中,十六长链烷烃与蒙脱土的质量比为(0.5~2):1。
26、进一步的,所述的润滑剂为聚乙烯蜡、硬脂酸盐、乙撑双硬脂酰胺、乙烯基三(β-甲氧基乙氧基)硅烷(a172)、聚二甲基硅氧烷、硅酮、甲基硅油、石蜡油的任意一种或两种以上的混合物。
27、具体的,所述硬脂酸盐为硬脂酸镁、硬脂酸钡和硬脂酸钙中的任一种。
28、进一步的,本发明还提供了所述内垫层的制备方法,包括如下步骤:
29、将内垫层的各原料混合,然后通过密炼机捏合,捏合温度为175-190℃,捏合时间10~20分钟,然后通过单螺杆挤出机挤出造粒成型,挤出温度为110-130℃,挤出速率为200~280kg/小时。
30、具体的,所述内层外护套采用挤包的方式设置于钢带铠装层外,并采用防紫外线抗开裂无卤低烟阻燃聚烯烃外护套料作为内层外护套,该材料具有更加优良的阻断热传递、隔断可燃物和氧气的性能。
31、具体的,所述外层外护套采用挤包的方式设置于内层外护套外,并采用阻燃尼龙护套料作为外层外护套,该材料具有优良的阻断热传递、隔断可燃物和氧气的性能,同时具有物理防白蚁功能,能够达到《gb/t50768—2012白蚁防治工程》中所述的白蚁危害地区的白蚁综合治理及白蚁预防标准,提高铁路信号线路运行的安全性和可靠性,且物理防白蚁性能到达群体法评定和蚁巢法评定。
32、进一步的,所述外层外护套由以下重量份配比原料制备而成:阻燃尼龙pa12树脂60-90份、增塑剂1-10份、成炭剂1-5份、抗氧剂0.1-2份、抗紫外剂0.1-2份、润滑剂0.1-1份、阻燃剂ii 10-30份。
33、进一步的,所述增塑剂为偏苯三酸三辛酯、偏苯三酸三壬酯、聚酯增塑剂中的一种或多种的组合。
34、进一步的,所述成炭剂为磷酸酯及其衍生物,优选为季戊四醇磷酸酯。
35、进一步的,所述抗氧剂为抗氧剂1010(四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯)、抗氧剂168(三(2,4-二叔丁基苯基)亚磷酸酯)、抗氧剂300、抗氧剂dltp(硫代二丙酸二月桂酯)、抗氧剂tpp和磷酸三苯甲酯中的一种或两种以上的混合物。
36、进一步的,抗紫外剂为受阻胺类光稳定剂,优选为受阻胺光稳定剂hs-944或hpha(羟丙基羟胺),或者,抗紫外剂还可以为其他光稳定剂,例如,正2-羟基-4-正辛氧基二苯甲酮(uv-531)、2-(2′-羟基-5′-甲基苯基)苯并三氮唑(uv-p)、2,2`-硫代双(4-叔辛基酚氧基)镍(am-101)中的一种或多种的组合。
37、进一步的,所述的润滑剂为聚乙烯蜡、硬脂酸盐、乙撑双硬脂酰胺、乙烯基三(β-甲氧基乙氧基)硅烷(a172)、聚二甲基硅氧烷、硅酮、甲基硅油、石蜡油的任意一种或两种以上的混合物。
38、具体的,所述硬脂酸盐为硬脂酸镁、硬脂酸钡和硬脂酸钙中的任一种。
39、进一步的,阻燃剂ii为磷氮阻燃剂,其成分包括:adp(二乙基次磷酸铝)6-21份、mpp(三聚氰胺聚磷酸盐)2-7份、硼酸锌1-3.5份。
40、进一步的,本发明还提供了所述低烟无卤阻燃物理防白蚁铝护套型电缆的生产工艺,包括如下步骤:
41、s1电缆缆芯制作:所述电缆缆芯是由若干个缆芯单元采用绞合的方式制成的,每个缆芯单元是由若干根绝缘单线绞合后整体外包一层玻璃布带层制成的;
42、所述的玻璃布带层采用无机玻璃丝纤维编织布带绕包而成,这一结构可以起到紧扎和隔热作用;
43、选用软圆铜线作为导体,具体制作时,在若干根导体上分别涂覆不同颜色的绝缘层,得到分别涂覆有红、绿、白、蓝四种颜色绝缘层的绝缘单线;
44、s2成缆:制成的电缆有两种成型方式,一种是对绞式,另一种是星绞式;
45、其中,对绞式是由对线组缆芯单元制成的,每个对线组缆芯单元是由两根步骤中s1不同颜色的绝缘单线左向绞合后整体外包一层玻璃布带层制成的;
46、星绞式是由星型四线组缆芯单元制成的,每个星型四线组缆芯单元是由四根步骤中s1不同颜色的绝缘单线左向绞合后整体外包一层玻璃布带层制成的;
47、然后将四根对线组缆芯单元或者四根星型四线组缆芯单元左向绞合形成电缆缆芯;
48、s3制作pe隔热层:采用挤包的方式将pe隔热层制作在无纺布包带外;
49、s4制作铝护套:采用包覆的方式将铝护套制作在pe隔热层外;
50、s5制作内垫层:采用挤包的方式将内垫层制作在铝护套外;
51、s6装铠:采用绕包的方式将钢带铠装层制作在内垫层外;
52、s7制作内层外护套:采用挤包的方式将内层外护套制作在钢带铠装层外;
53、s8制作外层外护套:采用挤包的方式将外层外护套制作在内层外护套外;
54、至此完成所述电缆的制作。
55、具体的,步骤s1中,导体标称直径为1.0mm。
56、具体的,步骤s1中,绝缘层标称厚度为:0.6mm,允许偏差为:±0.1mm。
57、具体的,步骤s1中,所述绝缘层采用聚乙烯绝缘料,型号为cs k-3364nt cpd。
58、具体的,步骤s2中,绞合节距不大于300mm。
59、具体的,步骤s2中,还可以在电缆缆芯外绕包无纺布包带。
60、具体的,步骤s6中,钢带铠装层采用镀锌材质,另外钢带铠装层还可以设置两层,钢带铠装层应符合《gb2952.2-1989电缆外护层金属套电缆通用外护层》规定。
61、与现有技术相比,本发明的有益效果是:
62、本发明制备一种低烟无卤阻燃物理防白蚁铝护套型电缆,所述电缆除满足阻燃和电气性能、物理性能要求外,阻燃性能达到阻燃a类等级要求,物理防白蚁性能到达群体法评定和蚁巢法评定。本发明所述低烟无卤阻燃物理防白蚁铝护套型电缆可以广泛应用于国内外各大铁路轨道的信号系统建设,指标稳定、性能优越,具有广阔的应用前景。
本文地址:https://www.jishuxx.com/zhuanli/20241118/330737.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表