一种双金属复合嵌入式衬套制造装置及方法与流程
- 国知局
- 2024-11-19 09:55:59
本发明属于机械部件加工,具体涉及一种双金属复合嵌入式衬套制造装置及方法。
背景技术:
1、衬套的应用场景非常广泛,包括阀门、轴承、汽车减震、电力变压器和车辆悬架系统等。在各种恶劣的工作环境中,衬套承受振动、摩擦和腐蚀来保护裹住的部件。衬套在提高设备的性能与延长设备的使用寿命方面发挥着不可或缺的作用。衬套由于长期摩擦而造成磨损,当其内表面磨损到一定程度时必须对其进行更换。因此,设计制造一种外层材料为合金结构钢,内层材料为高强度耐磨锡青铜材料的双金属复合衬套,提供导向与润滑作用的同时提升衬套内表面耐磨性,成为本领域技术人员亟待解决的技术问题。
2、近年来出现了针对双金属复合材料制取方法的研究,但大多使用场景单一,技术适应性不足,无法满足双金属衬套的生产制造要求。例如公开号为cn216237282u的实用新型专利提出一种管道零件内表面激光熔覆用的同轴送粉激光熔覆头,在进行激光熔覆前需要对管壁进行初加工,无损探伤等工作,这可能会影响到衬套的内部结构,同时管壁熔覆合金粉末不宜作为衬套内层材料。又如公开号为cn112974071b的发明专利提出一种基于热喷涂工艺的涂层表面改性装置及工作方法,该装置和方法会对工件内环境进行局部加热,这可能会影响衬套外层材料合金结构钢的原始性能,此外喷涂工艺内外层材料的结合性能无法保证。
3、因此,有必要设计一种双金属复合嵌入式衬套制造装置及方法来解决上述问题。
技术实现思路
1、本发明的目的是提供一种双金属复合嵌入式衬套制造装置及方法,用以解决现有技术的成型方法影响衬套内部结构以及无法保证内外层材料结合性能的问题。
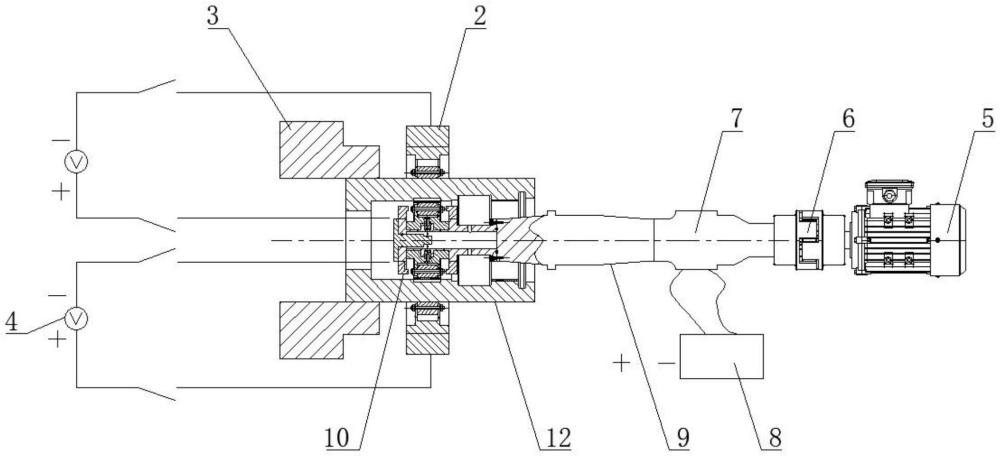
2、为实现上述目的,一方面,本发明提供了一种双金属复合嵌入式衬套制造装置,包括电阻焊接与超声振动辅助滚压连接的双金属复合衬套制造装置,以解决现有技术中成形装置和方法影响衬套内部结构和内外层材料结合性能无法得到保证的问题,该装置包括:
3、工件夹持卡盘,用于从外侧夹持固定待加工衬套;
4、滚压工艺装置,所述滚压工艺装置包括依次相接的旋转电机、联轴器、超声发生器、弯曲超声振动变幅杆和液压滚压模块,所述液压滚压模块从待加工衬套内侧完成加工动作,所述液压滚压模块包括液压缸本体,沿所述液压缸本体周侧周向均布有多个与液压缸本体弹性连接的液压滚轮支撑端盖,各所述液压滚轮支撑端盖上转动连接有液压滚轮;
5、电阻焊接外接滚圈,套于待加工衬套外周,与所述液压滚压模块配合完成复合焊接加工;所述电阻焊接外接滚圈与所述液压滚压模块电性连接有电阻焊接电源。
6、优选地,所述液压滚轮可拆卸连接于所述液压滚轮支撑端盖上。
7、优选地,所述液压滚轮支撑端盖远离液压缸本体的一侧凸起有两个耳板,两所述耳板之间可拆卸有液压滚轮支撑芯轴,所述液压滚轮支撑芯轴上转动连接所述液压滚轮。
8、优选地,所述液压滚轮包括两种,一种为具有滚花纹理辊面的第一液压滚轮,另一种为光滑辊面的第二液压滚轮。
9、优选地,所述液压滚轮支撑端盖的两侧设有固接在液压缸本体周侧上的液压滚轮支撑端盖限位块,两液压滚轮支撑端盖限位块相向的一面沿边缘突出有凸缘,两凸缘从液压滚轮支撑端盖活动方向对其形成限位。
10、优选地,所述液压缸本体内部中空形成空腔,其外周面上设有贯通至空腔的进油口和出油口。
11、优选地,所述液压缸本体的端面密封连接有液压缸体端盖,所述液压缸体端盖的中心向所述液压缸本体的空腔内部延伸有端轴。
12、优选地,所述端轴的周侧固接有与所述液压滚轮支撑端盖一一对应的复位弹簧,所述复位弹簧的另一端固接有活塞杆,活塞杆沿液压缸本体的径向滑动于液压缸本体周侧,且活塞杆远离复位弹簧的一端通过活塞杆螺栓固接在所述液压滚轮支撑端盖上。
13、另一方面,本发明还提供一种双金属复合嵌入式衬套制造方法,使用上述任一项所述的双金属复合嵌入式衬套制造装置,该方法包括以下步骤:
14、步骤s1、固定待加工衬套,将滚压工艺装置的液压滚压模块伸入待加工衬套内侧,使液压滚轮与待加工衬套内表面接触并产生预压力;
15、步骤s2、当预压力达到预设阈值后,启动旋转电机,带动液压滚压模块高速旋转,在待加工衬套的内表面预加工出具有滚花纹理的粗糙纹理面;
16、步骤s3、向待加工衬套内放入内衬,重新调整位置使滚压工艺装置上的弯曲超声振动变幅杆与待加工成套的中心线重合,将滚压工艺装置的液压滚压模块伸入待加工衬套内侧,使液压滚轮与待加工衬套内表面接触并产生预压力,并在待加工衬套外周安装电阻焊接外接滚圈;
17、步骤s4、当预压力达到预设阈值后,启动电阻焊接电源,通过电阻焊接外接滚圈与液压滚轮间电阻产生焊接电流使内衬与待加工衬套内表面紧密结合;利用超声发生器在高速旋转的液压滚轮上产生轴向振动,使内衬与待加工衬套内表面完成复合焊接。
18、优选地,所述步骤s1和步骤s2中,使用带有滚花纹理的液压滚轮对待加工衬套内表面进行预加工。
19、与现有技术相比,本发明至少公开了以下有益效果:
20、采用本发明的制造装置和制造方法,能够高效地达到双金属复合内嵌式衬套的成形与加工,根据衬套的直径和不同内部结构,通过控制滚压工艺装置中液压系统的工作状态,调节液压滚轮的伸缩长度;在滚压工艺装置工作时,使用电阻焊接与超声振动辅助制造装置保证外层材料的原始性能,提高双金属复合质量。本发明技术方案解决了现有技术中衬套制造装置使用场景单一,技术适应性不足,无法满足双金属衬套的生产制造要求,影响衬套内部结构等问题。本发明装置和方法在保证双金属复合衬套生产制造过程的畅通和安全的基础上,提高了双金属复合界面结合强度和双金属复合衬套生产效率,通过电阻焊接与超声振动辅助的滚压装置,解决了双金属复合界面结合强度不足等问题,避免了对资源的浪费。
技术特征:1.一种双金属复合嵌入式衬套制造装置,其特征在于,包括:
2.根据权利要求1所述的双金属复合嵌入式衬套制造装置,其特征在于,所述液压滚轮(107)可拆卸连接于所述液压滚轮支撑端盖(105)上。
3.根据权利要求2所述的双金属复合嵌入式衬套制造装置,其特征在于,所述液压滚轮支撑端盖(105)远离液压缸本体(101)的一侧凸起有两个耳板,两所述耳板之间可拆卸有液压滚轮支撑芯轴(106),所述液压滚轮支撑芯轴(106)上转动连接所述液压滚轮(107)。
4.根据权利要求3所述的双金属复合嵌入式衬套制造装置,其特征在于,所述液压滚轮(107)包括两种,一种为具有滚花纹理辊面的第一液压滚轮(107a),另一种为光滑辊面的第二液压滚轮(107b)。
5.根据权利要求1所述的双金属复合嵌入式衬套制造装置,其特征在于,所述液压滚轮支撑端盖(105)的两侧设有固接在液压缸本体(101)周侧上的液压滚轮支撑端盖限位块(104),两液压滚轮支撑端盖限位块(104)相向的一面沿边缘突出有凸缘,两凸缘从液压滚轮支撑端盖(105)活动方向对其形成限位。
6.根据权利要求1所述的双金属复合嵌入式衬套制造装置,其特征在于,所述液压缸本体(101)内部中空形成空腔,其外周面上设有贯通至空腔的进油口(110)和出油口(113)。
7.根据权利要求6所述的双金属复合嵌入式衬套制造装置,其特征在于,所述液压缸本体(101)的端面密封连接有液压缸体端盖(102),所述液压缸体端盖(102)的中心向所述液压缸本体(101)的空腔内部延伸有端轴。
8.根据权利要求7所述的双金属复合嵌入式衬套制造装置,其特征在于,所述端轴的周侧固接有与所述液压滚轮支撑端盖(105)一一对应的复位弹簧(109),所述复位弹簧(109)的另一端固接有活塞杆(108),活塞杆(108)沿液压缸本体(101)的径向滑动于液压缸本体(101)周侧,且活塞杆(108)远离复位弹簧(109)的一端通过活塞杆螺栓(115)固接在所述液压滚轮支撑端盖(105)上。
9.一种双金属复合嵌入式衬套制造方法,使用权利要求1至8中任一项所述的双金属复合嵌入式衬套制造装置,其特征在于,包括以下步骤:
10.根据权利要求9所述的双金属复合嵌入式衬套制造方法,其特征在于,所述步骤s1和步骤s2中,使用带有滚花纹理的液压滚轮(107)对待加工衬套(12)内表面进行预加工。
技术总结本发明公开一种双金属复合嵌入式衬套制造装置及方法,涉及机械部件加工技术领域,装置包括工件夹持卡盘、滚压工艺装置和电阻焊接外接滚圈;工件夹持卡盘用于夹持固定待加工衬套;滚压工艺装置包括依次相接的旋转电机、联轴器、超声发生器、弯曲超声振动变幅杆和液压滚压模块,液压滚压模块从待加工衬套内侧完成加工动作;电阻焊接外接滚圈套于待加工衬套外周,与所述液压滚压模块配合完成复合焊接加工;电阻焊接外接滚圈与液压滚压模块电性连接有电阻焊接电源。本发明装置和方法通过在衬套内部设置滚压工艺装置,实现不同直径衬套内表面的加工,达到双金属复合的目的,能克服现有技术缺点,提高双金属复合界面结合强度和双金属复合衬套生产效率。技术研发人员:贾连辉,孙志洪,孙朝阳,许顺海,张奎,任中永,邹振保,马魁,余兵,王一博,王春晖,梁惠俊,肖宇昆受保护的技术使用者:中铁工程装备集团有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/330729.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表