按键组装机的制作方法
- 国知局
- 2024-11-19 09:58:18
本发明涉及自动化机械设备领域,特别涉及一种按键组装机。
背景技术:
1、按键组装的工序流程通常包括以下几个关键步骤:一、准备阶段:首先,需要准备好按键、胶片(含离型纸)以及外壳等所有必要的组件。二、胶片撕除型纸:将胶片上的离型纸撕除,这一步骤需要确保胶片的表面干净、无损伤,以便后续的粘装操作。三、按键与胶片粘装及保压:将按键准确地放置在胶片的预定位置上,并进行粘装,对按键与胶片的组合进行保压处理,以提高组装的稳固性。四、与外壳组装:最后,将已经粘装好的按键与胶片组合,精确地安装到外壳的预定位置上,完成整个组装流程。整个组装流程工序较多且各工序都有组装精度要求,人工组装需要投入较多人力,且常规治具无法对产品部件进行精定位导致组装精度不良率非常高。
技术实现思路
1、针对上述现有技术的不足,本发明所要解决的技术问题是:提供了一种提高效率、提高组装精确度的全自动的按键组装机。
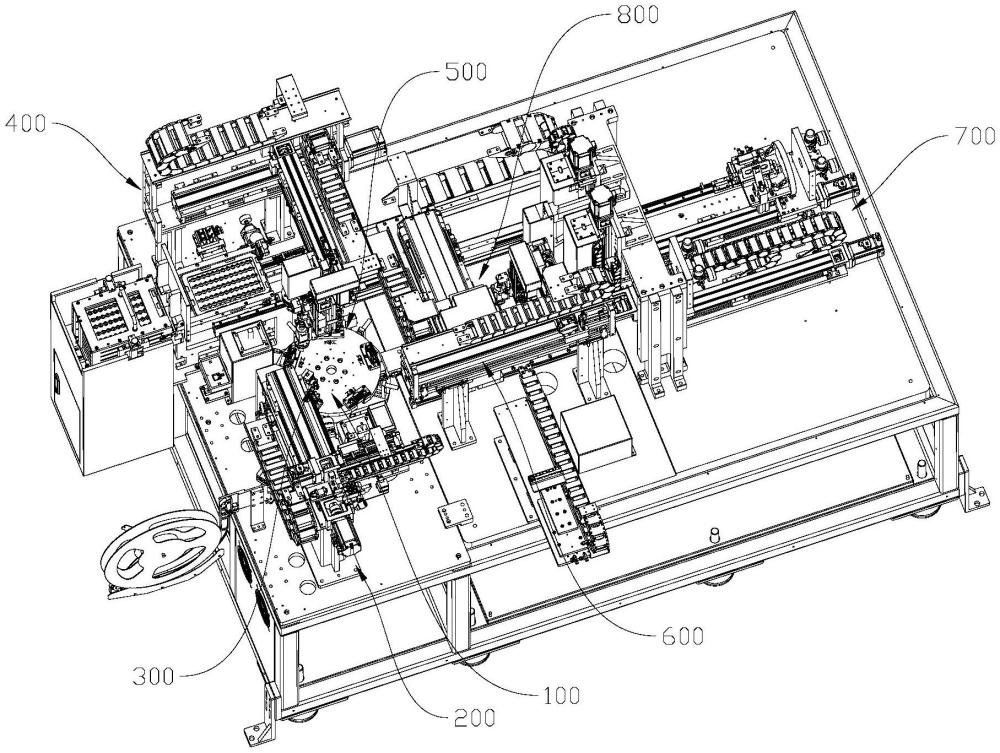
2、为解决上述技术问题,本发明采用的一个技术方案是:提供了一种按键组装机,包括:
3、控制处理模组;
4、分度盘模组,其被配置为具有多个载具,所述分度盘模组被控制旋转以将每一个载具送至上料位、撕膜位、按键上料位、按键粘合位以及下料位;
5、胶片上料模组,其被配置为用于持续输送胶片至上料位;
6、撕除模组,其被配置为用于撕除所述撕膜位处的胶片的保护层;
7、按键上料模组,其被配置为用于持续输送按键至按键上料位处的胶片上;
8、按键压合模组,其被配置为用于将按键压合于位于按键粘合位处的胶片上;
9、中间转运模组,其被配置为用于将下料位处的粘合有胶片的按键转运至按键组装模组处;
10、外壳上料模组,其被配置为用于将外壳上料至组装位;
11、所述按键组装模组被配置为用于将粘合有胶片的按键组装于外壳上;
12、所述控制处理模组被配置为与所述分度盘模组、胶片上料模组、撕除模组、按键上料模组、中间转运模组、按键组装模组以及外壳上料模组均电性连接,用于接收处理来自于各个模组的数据以及调度各个模组工作。
13、进一步的,所述胶片上料模组包括:
14、胶片供料器,其被配置为持续输送胶片至第一拾取位;以及
15、胶片移送单元,其被配置为用于拾取第一拾取位处的胶片并将其移送至所述上料位的载具处;
16、所述分度盘模组用于旋转一个分度,以将上料位处的载具转移至撕膜位,将撕膜位处的载具转移至按键上料位,将按键上料位处的载具上料至按键粘合位,将按键粘合位处的载具转移至下料位,将下料位处的载具转移至上料位。
17、进一步的,所述胶片的上表面具有显露于所述保护层外的显露部,所述保护层具有外露于所述胶片外的撕扯部,所述撕除模组包括:
18、按压单元,其被配置为用于按压胶片的显露部;
19、夹持单元,其被配置为用于夹持所述撕扯部;以及
20、运动控制单元,其被配置为用于控制夹持单元移动至夹持位以夹持所述撕扯部,还用于控制所述夹持单元撕除所述保护层,还用于当所述夹持单元撕除所述保护层后,控制所述夹持单元回至初始位。
21、进一步的,所述保护层包括成对配置的第一保护片和第二保护片,所述第一保护片和第二保护片均贴覆于所述胶片的上表面,所述第一保护片及第二保护片均具有外露于所述胶片外的所述撕扯部,所述第一保护片和第二保护片之间形成有一间隙,所述胶片的上表面通过该间隙显露于外以形成所述显露部;
22、所述夹持单元被配置为包括用于夹持所述第一保护片的撕扯部的第一夹头以及用于夹持所述第二保护片的撕扯部的第二夹头;所述运动控制单元被配置为包括:
23、移动控制部,用于控制所述第一夹头和第二夹头向里移动至夹持位;
24、第一撕扯控制部,用于控制所述第一夹头撕扯所述第一保护片;以及
25、第二撕扯控制部,用于控制所述第二夹头撕扯所述第二保护片;
26、所述移动控制部还用于当所述第一夹头和第二夹头分别撕除所述第一保护片和第二保护片后,控制所述第一夹头和第二夹头向外回至初始位。
27、进一步的,所述撕除模组还包括:
28、废料收纳单元,其被配置在所述夹持单元下方,所述废料收纳单元可接吸气装置;所述夹持单元还用于在撕除所述保护层后松开所述保护层,以使所述保护层落入所述废料收纳单元。
29、进一步的,所述按键上料模组包括:
30、按键供料模组,其被配置为用于将按键输送至第二拾取位;以及
31、按键移送模组,其被配置为用于拾取第二拾取位处的按键并将其移动至所述按键上料位的载具处;其中,所述按键移送模组被配置为包括:
32、按键拾取单元;
33、按键上视觉单元,其被配置为用于在所述按键拾取单元拾取所述按键之前,对所述按键的外观、颜色和/或姿态进行读取,以判定所述按键是否ok;
34、按键下视觉单元,其被配置为用于对所述按键进行纠偏定位;
35、按键移送单元,其被配置为基于所述控制处理模组的相关指令而驱使所述按键拾取单元在所述第二拾取位、按键下视觉单元以及按键上料位之间来回移动,所述按键拾取单元和按键上视觉单元均装配于所述按键移送单元上;
36、所述按键拾取单元用于拾取被判定为ok的按键,所述按键移送单元将所述按键拾取单元移动至所述按键下视觉单元处以对所述按键进行精定位;所述按键拾取单元还用于拾取所述按键下视觉单元处的经精定位后的按键,所述按键移送单元还用于将所述按键拾取单元移动至所述按键上料位的载具处,从而实现按键的上料。
37、进一步的,所述按键供料模组包括:
38、按键托盘,其被配置为用于承装若干按键;
39、料架,其被配置为具有沿高度方向间隔分布的若干托盘承装位,每一个所述托盘承装位均用于承装所述按键托盘;
40、料架升降单元,其被配置为用于驱使所述料架升降以将对应的按键托盘移送至目的位置;以及
41、托盘移送单元,其被配置用于将所述料架中位于目的位置的所述按键托盘移送至所述第二拾取位。
42、进一步的,所述目的位置与所述第二拾取位处于同一平面;每一所述托盘承装位面向所述第二拾取位的一侧均设置有供所述按键托盘自由出入的第一开口;所述托盘移送单元包括:
43、夹爪单元,其被配置为用于夹取所述按键托盘面向所述第二拾取位的一侧边缘;以及
44、水平移送单元,其被配置为用于将所述按键托盘自所述第一开口拉出至所述第二拾取位,还用于将按键托盘推回至所述托盘承装位。
45、进一步的,所述按键组装模组包括:
46、组装单元,其被配置为具有用于承载并定位按键的承载部;
47、组装单元移送模组,其被配置为用于将所述组装单元移送至所述组装位并伸入所述外壳的空腔中,以使组装单元将所述按键粘合于所述外壳的按键安装孔处。
48、进一步的,所述外壳上料模组包括外壳治具以及外壳移送单元,外壳移送单元被配置为用于将所述外壳治具从外壳上料位移送至所述组装位,所述外壳治具包括:
49、装载单元,其被配置为用于装载所述外壳,所述装载单元具有供所述外壳自由出入的装载口以及面向所述组装位方向的第二开口;
50、压紧单元,其被配置为能够穿过所述装载口以压紧所述外壳;
51、旋转定位单元,其被配置为形成于所述装载单元相对于所述外壳的原有孔位处,用于与所述原有孔位配合以定位所述外壳,从而防止所述外壳绕其轴心旋转;以及
52、轴向定位单元,其被配置为形成于所述装载单元上远离所述组装位方向的第一挡部以及能够与所述外壳面向所述组装位的一端沿抵接的第二挡部,所述第二挡部未完全遮挡所述外壳的端口,所述端口未被遮挡的部分供所述按键组装模组携带粘合有胶片的按键伸入外壳的空腔中。
53、本实施方式所述的按键组装机,将载带卷绕在飞达上后,开启按键组装机即可实现胶片载带的自动输送以实现胶片的持续上料;当胶片被上料至上料位后,使分度盘模组旋转一个分度,上料位的载具被分转至撕膜位;当所述上料位处的载具被旋转至撕膜位后,控制处理模组控制撕除模组对胶片的保护层进行撕除;当分度盘模组再次旋转一个分度后,撕膜位的载具被分转至按键上料位;按键上料位外侧的按键上料模组将按键自动上料至按键上料位处;当分度盘模组再次放置一个分度后,通过按键粘合位处的按键压合模组将按键压合在胶片上,保压完成后等待分度盘模组再次旋转,从而将按键粘合位的载具分转至下料位。当控制处理模组获知所述半成品被分转至下料位后,控制中间转运模组移动至下料位处拾取半成品,并将其传送至按键组装模组的组装单元处,在此过程中,所述控制处理模组还控制外壳上料模组将外壳上料至组装位,从而使得按键组装模组将半成品组装至外壳的按键安装孔中。基于上文所示出的结构及原理,可见,本实施方式所述的按键组装机所有的工序均可通过控制处理模组和各个模组之间的信号互通来实现胶片上料、胶片撕膜、按键粘合保压、半成品下料、中间转运、按键组装一系列的全自动化工艺,对不合格的按键具有自动识别功能,提高良率、节省人力,提高组装效率。
本文地址:https://www.jishuxx.com/zhuanli/20241118/330909.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表