一种适合弯曲成形铝合金材料的制备方法与流程
- 国知局
- 2024-11-21 12:02:13
本发明涉及铝合金铸造,尤其涉及一种适合弯曲成形铝合金材料的制备方法。
背景技术:
1、铝合金材料因其轻质、高强度、耐腐蚀以及良好的加工性能而被广泛应用于汽车、航空航天、建筑和电子等领域。在这些应用中,铝合金材料的弯曲成形性能尤为关键,因为它直接影响到产品的设计自由度和生产效率。然而,尽管传统铝合金材料在许多方面表现出色,但在弯曲成形过程中仍存在一些显著的问题,传统铝合金材料在弯曲成形时常常出现开裂现象,这主要是由于铝合金材料的塑性和韧性不足,无法有效应对弯曲过程中产生的应力和应变,开裂不仅会导致产品报废率上升,而且会增加生产成本和加工周期,传统铝合金材料在弯曲成形后往往存在较大的回弹,过大的回弹会导致产品精度下降,无法满足精密制造的要求,为了解决这个问题,通常需要增加额外的加工步骤,如二次弯曲或矫正处理,这不仅增加了生产成本,而且降低了生产效率;目前现有技术存在的这些问题限制了铝合金材料在需要高精度弯曲成形工艺领域的应用,因此有必要研发一种新型铝合金材料及其制备方法,以改善其弯曲成形性能,满足日益增长的市场需求。
技术实现思路
1、本发明的目的是针对现有技术中的不足,提供一种适合弯曲成形铝合金材料的制备方法。
2、为实现上述目的,本发明采取的技术方案是:
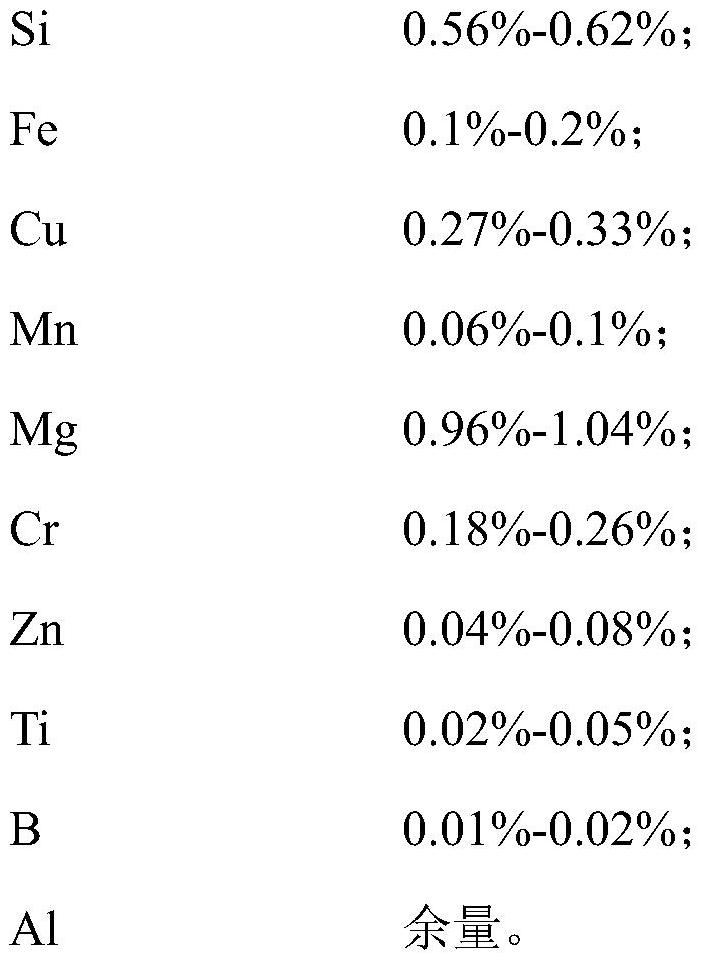
3、一种适合弯曲成形铝合金材料,其特征在于,按质量百分比计,包括:
4、
5、
6、一种如前所述的适合弯曲成形铝合金材料的制备方法,步骤包括:
7、步骤一、提供si粉、fe粉、cu粉、mn粉、mg粉、cr粉、ti粉、zn粉、al-3b中间合金、以及al粉;
8、步骤二、将si粉、fe粉、cu粉、mn粉、mg粉、cr粉、ti粉、zn粉、al-3b中间合金、以及al粉加热至第一温度依次进行熔炼、精炼、熔体净化、以及晶粒细化,凝固后得第一铝合金锭;
9、步骤三、将第一铝合金锭进行均匀化热处理,得第二铝合金锭;
10、步骤四、将第二铝合金锭加热,进行挤压变形处理,得第三铝合金锭;
11、步骤五、将第三铝合金锭依次进行热轧处理、以及固溶淬火处理,得第四铝合金锭;
12、步骤六、将第四铝合金锭依次进行预拉伸处理、以及人工时效处理,自然降温,得适合弯曲成形的铝合金材料。
13、优选地,步骤二中,
14、第一温度为熔体温度740℃-760℃;
15、熔体净化采用氩气净化,气体流量为4m3/h-4.5m3/h;
16、晶粒细化采用的细化剂为tib2。
17、优选地,步骤三中,均匀化热处理的温度为500℃-590℃,时间为24h-30h。
18、优选地,步骤四中,挤压变形处理包括:
19、将挤压变形装置中的挤压筒预热至400℃-450℃,将第二铝合金锭预热至400℃-420℃,进行挤压变形至预设形状,同时对挤压后的产物进行风冷操作,即完成挤压变形处理。
20、优选地,步骤五中,热轧处理采用少道次大压下量轧制,
21、其中,少道次大压下量轧制包括:将第三铝合金锭加热至350℃-400℃,随后在轧机上进行轧制,随后进行退火处理。
22、优选地,步骤五中,固溶淬火处理包括:将热轧处理后的第三铝合金锭淬火温度为540℃±5℃,加热时间为2h-3h,保温时间为2h-3h,然后进行20秒以内的水冷淬火,得第四铝合金锭。
23、优选地,步骤六中,预拉伸处理包括:将第四铝合金锭加热至200℃-300℃,通过拉伸机将第四铝合金锭进行拉伸,拉伸完成后,冷却至室温。
24、优选地,步骤六中,人工时效的时效温度为150℃-170℃,人工时效的时效时长为8h-24h,自然降温,得适合弯曲成形的铝合金材料。
25、本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
26、本发明采用si、fe、cu、mn、mg、cr、zn、ti、b,以及作为基体的al元素,来达到优化合金的力学性能及加工性能,从而实现良好的弯曲成形效果;本发明对第一铝合金锭进行均匀化热处理,以消除材料内部的残余应力,提高材料的均匀性;接着,将经过均匀化热处理的第二铝合金锭进行挤压变形处理,通过控制挤压温度、挤压速度等参数,得到具有预设形状的第三铝合金锭;在挤压过程中,对挤压后的产物进行风冷操作,以控制材料的冷却速度和温度分布,进一步改善材料的性能;对第三铝合金锭进行热轧处理和固溶淬火处理。热轧处理采用少道次大压下量轧制方式,以减少材料的变形抗力和提高材料的塑性;预拉伸处理通过拉伸机对材料进行拉伸,以消除材料内部的残余应力,提高材料的尺寸稳定性,人工时效处理则通过控制时效温度和时效时长,使材料获得稳定的组织和性能;通过采用本发明的制备方法得到的铝合金材料不仅具有良好的弯曲成形性能,而且具有较高的强度和良好的耐腐蚀性,能够满足各种复杂零件的加工需求。
技术特征:1.一种适合弯曲成形铝合金材料,其特征在于,按质量百分比计,包括:
2.一种如权利要求1所述的适合弯曲成形铝合金材料的制备方法,其特征在于,步骤包括:
3.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤二中,
4.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤三中,所述均匀化热处理的温度为500℃-590℃,时间为24h-30h。
5.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤四中,所述挤压变形处理包括:
6.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤五中,所述热轧处理采用少道次大压下量轧制,
7.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤五中,所述固溶淬火处理包括:将热轧处理后的所述第三铝合金锭淬火温度为540℃±5℃,加热时间为2h-3h,保温时间为2h-3h,然后进行20秒以内的水冷淬火,得第四铝合金锭。
8.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤六中,所述预拉伸处理包括:将所述第四铝合金锭加热至200℃-300℃,通过拉伸机将所述第四铝合金锭进行拉伸,拉伸完成后,冷却至室温。
9.根据权利要求2所述的适合弯曲成形铝合金材料的制备方法,其特征在于,所述步骤六中,所述人工时效的时效温度为150℃-170℃,所述人工时效的时效时长为8h-24h,自然降温,得适合弯曲成形的铝合金材料。
技术总结本发明涉及铝合金铸造技术领域,尤其涉及一种适合弯曲成形铝合金材料的制备方法,步骤包括:步骤一、提供Si粉、Fe粉、Cu粉、Mn粉、Mg粉、Cr粉、Ti粉、Zn粉、Al‑3B中间合金、以及Al粉;步骤二、将Si粉、Fe粉、Cu粉、Mn粉、Mg粉、Cr粉、Ti粉、Zn粉、Al‑3B中间合金、以及Al粉加热至第一温度依次进行熔炼、精炼、熔体净化、以及晶粒细化,凝固后得第一铝合金锭;步骤三、将第一铝合金锭进行均匀化热处理,得第二铝合金锭;步骤四、将第二铝合金锭加热,进行挤压变形处理,得第三铝合金锭;步骤五、将第三铝合金锭依次进行热轧处理、以及固溶淬火处理,得第四铝合金锭;步骤六、将第四铝合金锭依次进行预拉伸处理、以及人工时效处理,自然降温,得适合弯曲成形的铝合金材料;通过采用本发明的制备方法得到的铝合金材料不仅具有良好的弯曲成形性能,而且具有较高的强度和良好的耐腐蚀性,能够满足各种复杂零件的加工需求。技术研发人员:戴海涛,孙利,陈百伙受保护的技术使用者:慈溪市宜美佳铝业有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333981.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。