一种汽车尾灯轨迹热板焊接装置及方法与流程
- 国知局
- 2024-11-21 12:02:05
本发明属于车灯装配,具体涉及一种汽车尾灯轨迹热板焊接装置及方法。
背景技术:
1、热板焊接是指上下两个标的物通过热板加热溶化后,然后由上、下模具对标的产品压紧接触并固化的一种技术方法,其工艺过程如下:
2、(1)将产品装入上下模;
3、(2)让产品接触热模融化焊接部位;
4、(3)取出热模;
5、(4)保持两产品熔接面接触并冷却固化;
6、(5)取出产品,完成焊接。
7、上述工艺稳定可靠、应用广泛,但是遇到特殊产品结构时其焊接工艺则无法实施,具体问题如下:
8、由于常规的焊接设备能力限制,在遇到特殊情况,比如产品内部结构特殊,突出部分遮挡焊接筋部位,在此种焊接过程中就需要底模能够根据热熔位置状态能够自动的切换位置,但是常规的焊接设备目前还不具备执行此种复杂的逻辑过程,因此热板焊接工艺无法有效实施。
技术实现思路
1、本发明的目的是为了解决现有技术中常规热板焊接设备无法完成特殊结构产品焊接工艺需求的问题,提供一种带轨迹运动的汽车尾灯轨迹热板焊接装置及方法。
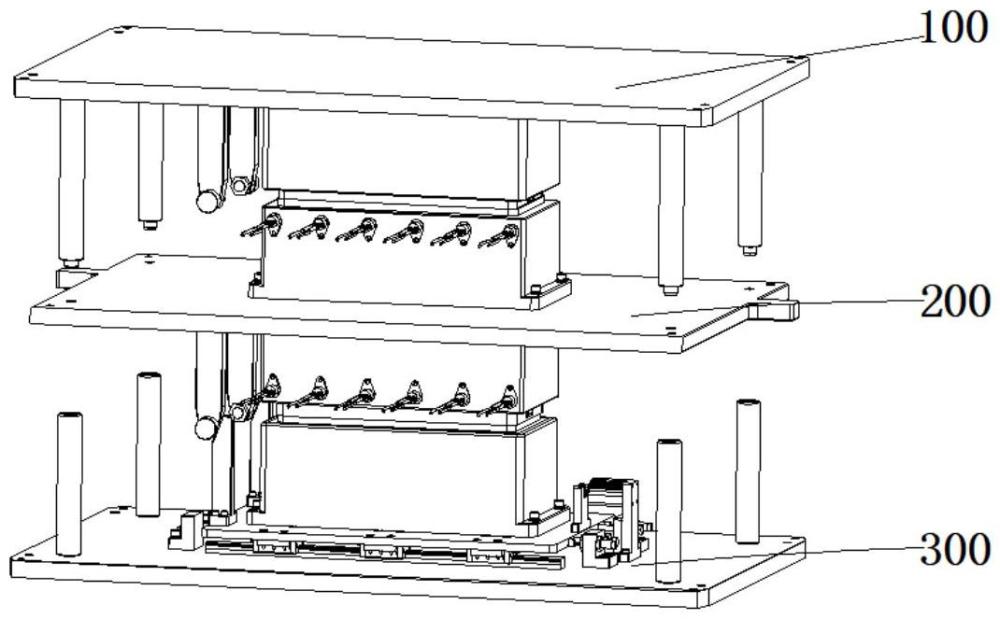
2、为实现上述目的,本发明所采用的技术方案是:一种汽车尾灯轨迹热板焊接装置,包括:
3、上模组件,所述上模组件可上下移动的设置在焊接设备上部,用于对灯罩进行定位支撑;
4、中模组件,所述中模组件可左右移动的设置在焊接设备中部,其上下两侧分别用于对灯罩和壳体的焊筋部位进行热熔;
5、下模组件,所述下模组件可上下移动的设置在焊接设备下部,用于对壳体进行定位支撑,且壳体还能够在下模组件上进行左右移动。
6、优选的,所述上模组件包括:
7、上模板,所述上模板固定于焊接设备的上部,并作为其他部件的固定安装载体;
8、灯罩模仁,所述灯罩模仁具有灯罩的外形仿形,且灯罩模仁将灯罩受力部位作为支撑受力点,将灯罩外轮廓作为限位;
9、第一轴承随动器,所述第一轴承随动器用于在上模组件和下模组件合模时,其与下模组件上的楔形块相配合。
10、优选的,所述中模组件包括:
11、中模板,所述中模板固定于焊接设备的中部,并作为其他部件的固定安装载体;
12、灯罩热模,所述灯罩热模固定于中模板朝向上模组件的一侧;
13、壳体热模,所述灯罩热模固定于中模板朝向下模组件的一侧;
14、若干加热管,所述若干加热管分别间隔分布在灯罩热模和壳体热模内部;
15、第二轴承随动器,所述第二轴承随动器用于在壳体热模对壳体的焊筋部位进行热熔时,其与下模组件上的楔形块相配合。
16、优选的,所述下模组件包括:
17、下模板,所述下模板固定于焊接设备的下部,并作为其他部件的固定安装载体;
18、壳体模仁,所述壳体模仁具有壳体的外形仿形,且壳体模仁将壳体受力部位作为支撑受力点,将壳体外轮廓作为限位;
19、活动板,所述活动板一侧安装壳体模仁,另一侧滑动安装在下模板的直线导轨上,并能够在外力作用下沿直线导轨左右移动;
20、楔形块,所述楔形块用于与第一轴承随动器或第二轴承随动器配合,从而驱动活动板发生位移。
21、优选的,所述下模组件还包括:
22、气缸,所述气缸用于驱动活动板回到初始位置;
23、位置调整螺丝,所述位置调整螺丝用于调节活动板的工作位置;
24、缓冲器,所述缓冲器用于吸收活动板位移过程的动能。
25、一种汽车尾灯轨迹热板焊接方法,采用上述汽车尾灯轨迹热板焊接装置,包括以下步骤:
26、s1、通过焊接设备驱动中模组件沿水平方向向前移动至工作位置;
27、s2、通过焊接设备分别驱动上模组件和下模组件沿垂直方向相向移动,直至灯罩焊筋部位与灯罩热模接触,壳体焊筋部位与壳体热模接触;
28、s3、通过灯罩热模和壳体热模分别对灯罩和壳体焊筋部位进行加热熔化;
29、s4、完成熔化后,通过焊接设备分别驱动上模组件和下模组件沿垂直方向相反移动,回到各自初始位置;
30、s5、通过焊接设备驱动中模组件沿水平方向向后移动至初始位置;
31、s6、通过焊接设备分别驱动上模组件和下模组件沿垂直方向相向移动,直至灯罩与壳体完成热熔结合从而完成轨迹热板焊接工艺。
32、采用上述技术方案后,本发明提供的一种汽车尾灯轨迹热板焊接装置及方法,具有以下有益效果:
33、本发明提供一种带轨迹运动的热板焊接装置,能够通过常规的热板焊接设备完成结构特殊的产品焊接工艺需求,无需新增特种焊接设备;同时能够避免热熔或压合时,烫伤或压伤具有部分突出结构的壳体,具有精度高、稳定、制造成本低等优点。
技术特征:1.一种汽车尾灯轨迹热板焊接装置,其特征在于,包括:
2.根据权利要求1所述的一种汽车尾灯轨迹热板焊接装置,其特征在于,所述上模组件(100)包括:
3.根据权利要求1所述的一种汽车尾灯轨迹热板焊接装置,其特征在于,所述中模组件(200)包括:
4.根据权利要求1所述的一种汽车尾灯轨迹热板焊接装置,其特征在于,所述下模组件(300)包括:
5.根据权利要求4所述的一种汽车尾灯轨迹热板焊接装置,其特征在于,所述下模组件(300)还包括:
6.一种汽车尾灯轨迹热板焊接方法,其特征在于,采用权利要求1-5任意一项所述的汽车尾灯轨迹热板焊接装置,包括以下步骤:
技术总结本发明属于车灯装配技术领域,具体涉及一种汽车尾灯轨迹热板焊接装置及方法,包括上模组件、中模组件和下模组件,所述上模组件可上下移动的设置在焊接设备上部,用于对灯罩进行定位支撑,所述中模组件可左右移动的设置在焊接设备中部,其上下两侧分别用于对灯罩和壳体的焊筋部位进行热熔,所述下模组件可上下移动的设置在焊接设备下部,用于对壳体进行定位支撑,且壳体还能够在下模组件上进行左右移动。本发明是一种可持续稳定的对特殊结构产品进行热熔焊接的作业方式,是通过连杆机构原理设计出沿特定轨迹往复运动的热板轨迹装置,能使常规设备完成对特殊结构产品的焊接工艺需求,具有精度高、稳定、制造成本低等优点。技术研发人员:张步军,王亚飞,刘秋鹏受保护的技术使用者:常州星宇车灯股份有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333972.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。