一种应用于陶瓷CBN砂轮的陶瓷空心球制备方法与流程
- 国知局
- 2024-11-21 12:05:11
本发明涉及陶瓷空心球制备,具体为一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法。
背景技术:
1、cbn砂轮是一种以立方氮化硼(cub ic boron n itr ide,简称cbn)磨料为主要成分的砂轮。在冷却条件较差的磨削状态下,磨削热不能及时从磨削区域被冷却液带走,会直接造成工件表面烧伤变色,甚至使工件产生裂纹,导致工件报废;砂轮在平面磨削中,由于接触面积大,磨屑不能及时从磨削区域排出,在磨削区域反复研磨,使得工件表面粗糙度变大,或使得工件表面划伤,产生磨削缺陷,工件不能达到预期的状态,导致工件报废。
2、未解决上述问题,通常将陶瓷空心球作为陶瓷cbn的常用造孔填料,主要在磨削过程中起到容屑、冷却的作用。
3、现有记住中使用的陶瓷空心球状态如下:
4、(1)球体不完整,呈开放式,或实心球体,在砂轮生产过程中,陶瓷结合剂会填充进球体内,使得球体变成实心陶瓷球,在磨削过程中无法起到容屑,冷却的效果,并且实心陶瓷球硬度较高,在磨削过程中划伤工件;
5、(2)壁厚不均匀,易破碎,在砂轮生产混料,成型过程中,球体破碎,失去原有结构,无法正常使用。
6、本发明提出一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,解决上述部分或全部技术问题。
技术实现思路
1、一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,具体步骤如下:
2、s1:将符合尺寸范围的碳微球与树脂型粘结剂混合、搅拌均匀;
3、s2:将陶瓷结合剂投入s1步骤的混匀物中,继续混匀;
4、s3:将有机隔离剂投入步骤s2的混匀物中混匀,避免相邻的混匀物发生粘连;
5、s4:将步骤s3中混制完成的混匀物烧结得到空心陶瓷空心球。
6、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,步骤s1中碳微球与树脂型粘结剂混匀后表面呈半干状态,碳微球的流动性较好。
7、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,步骤s1中碳微球与树脂型粘结剂的混合方式如下:将碳微球放入一定比例的树脂型粘结剂中,在行星式搅拌机中搅拌均匀。
8、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,步骤s1中碳微球与树脂型粘结剂的混合方式如下:将碳微球投入到压力容器中且所述压力容器中的压强为p1,并打开压力容器内循环风,将树脂型粘结剂加入雾化器且雾化器的出口端延伸到压力容器中,并迅速将雾化后的树脂型粘结剂以大于p1的压强状态冲入压力容器,p1>p0,所述p0为标准大气压。
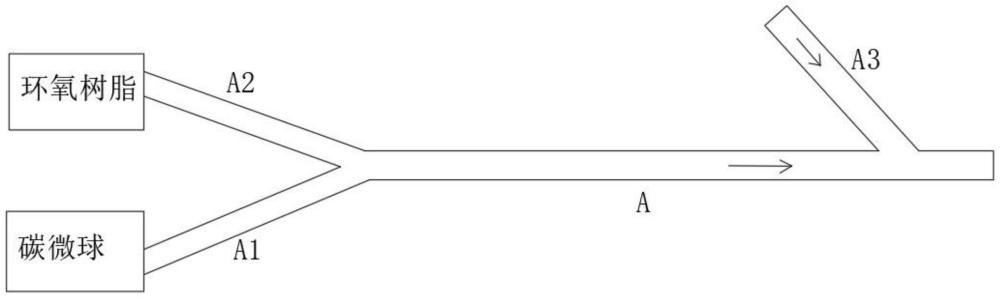
9、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,步骤s1中碳微球与树脂型粘结剂的混合方式采用流体混合方式,具体步骤如下:如图3所示,碳微球、树脂型粘结剂通过设定比例分别通过管道传送,其中碳微球通过a1管道传送、树脂型粘结剂通过雾化器送料且所述雾化器位于a2管道中,a3管道位于所述a管道中的流动方向后方,所述a1管道、a2管道、a3管道均与所述a管道连通,向a3管道中通入正压气体,a3管道中的正压气体沿a管道向后流动的过程中会在a管道流动方向的前方形成负压,树脂型粘结剂的雾化液滴、碳微球在负压引流作用下沿a管道流动,流动过程中完成混合;这种混匀方式可避免碳微球与树脂型粘结剂初始混匀度差的问题,仅依靠机械搅拌混匀的方式不仅会大大延长搅拌周期、更严重的情况下会造成碳微球的破损、变形,直接影响最终陶瓷空心球的成型质量。需要进一步强调的是,初始混匀性差的情况下,仅依靠后期机械式搅拌无法满足高混匀要求。
10、步骤s2中与陶瓷结合剂、步骤s3中与有机隔离剂的混匀都可采用上述流体式混合方式或者可选用行星式搅拌机搅拌的方式。
11、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,a3管道中通入的气体流速不变;或者,a3管道中气体流速在v1、v2之間切換且v2>v1。
12、可选择的,a3管道中正压气体压强在v1、v2之间切换时,碳微球、树脂型粘结剂停止进料,通过间歇性的切换a3管道中正压气体的流速,可在混匀的同时通过突变的气体流速对粘附有树脂型粘结剂的碳微球起到气流冲刷作用,避免碳微球粘附在管道表面;若工作效率需求高的前提下,也可不停止进料,边进料边气流冲刷。
13、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,a管道的流向后方设置有非直线管道长度段(折弯段、曲线段、螺旋段),通过设置非直线管道长度段可局部提高流体混匀度。
14、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,所述a3管道位于所述非直线管道长度段的前方。
15、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,所述树脂型粘结剂为环氧树脂、酚醛树脂或酚醛环氧树脂。
16、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,所述有机隔离剂包括淀粉或聚乙烯粉。
17、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,所述陶瓷结合剂包括硼玻璃、长石、霞石粉、粘土、碳酸锂、三氧化二铬中的一种或多种配制而成。
18、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,所述陶瓷结合剂根据陶瓷空心球的内外径尺寸精确计算用量后,使所述陶瓷结合剂、有机隔离剂的用量均处于过量状态,这样可保证碳微球表面粘附有均匀分布的陶瓷结合剂,相邻碳微球中间体之间有足够的有机隔离剂、避免互相粘连。
19、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,所述步骤s3中有机隔离剂均匀涂抹在碳微球中间体外表面后,将混制完成的碳微球倒入,筛除多余陶瓷结合剂、多余的有机隔离剂。
20、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,步骤s2过程在p4环境中进行;或者,步骤s2、s3之间在p4环境中进行压实处理,其中p4>p0,所述步骤s2中的混匀物进行正压环境压实处理后,有利于陶瓷结合剂压实在碳微球表面,便于提高陶瓷空心球的成型硬度、成型规则度,不能将压实步骤设置在s3之后,否则机脱离剂成分会渗入陶瓷结合剂层,烧结后的陶瓷空心球表面质量不稳定。
21、优选的,所述一种应用于陶瓷cbn砂轮的陶瓷空心球制备方法,步骤s4过程中针对不同的陶瓷结合剂对应不同的烧结温度,主要是保证除陶瓷结合剂外其他原料烧结过程中均燃烧碳化,留下固化的陶瓷外壳。
22、本发明中利用尺寸稳定、形状规则的碳微球作为空心陶瓷球制作的核心支撑结构,通过在碳微球表面依次均匀涂覆树脂型粘结剂、陶瓷结合剂,并通过有机隔离剂防止粘连后,通过烧结将碳微球、有机隔离剂碳化成灰,陶瓷结合剂固化,最终得到尺寸范围稳定、形状规则的陶瓷空心球。本发明中涉及的陶瓷空心球注重碳微球表面树脂型结合剂的涂覆层均匀性,通过设置多种可选的混匀方式,可根据工作效率高要求、空心陶瓷球质量要求等级选择具体混匀方式,满足不同的实际需求,且本发明中陶瓷空心球的成分用料成本低、制作成本低。
本文地址:https://www.jishuxx.com/zhuanli/20241120/334211.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。