一种粘结剂喷射打印高强韧β钛合金的方法
- 国知局
- 2024-11-21 12:06:16
本发明涉及材料成型,特别是涉及一种粘结剂喷射打印高强韧β钛合金的方法。
背景技术:
1、钛及钛合金具有低密度、高比强度、耐腐蚀性高、生物相容性等优点,被广泛应用于航空航天、汽车、医疗、航海、精密仪器等领域。其中,高强韧β钛合金因具有优异的耐腐蚀性能、高强度、低模量,而被广泛应用于航空航天领域。其中,近β钛合金相较于传统β钛合金具有更高的强度和断裂韧性,其具有略高于临界浓度的β化稳定元素。
2、随着航空航天领域的发展,对材料的性能和尺寸精度提出了更高的要求。近β钛合金优异的淬透性使其在热处理后更容易获得优异的机械性能。但是,传统熔铸方法加工的高强韧β钛合金组织粗大,想要进一步热处理还需要热加工协调组织尺度才可,传统熔铸方法费时费力。并且若想制备复杂结构零件还需要机加工,而钛合金的化学性质活泼、质硬,容易磨损刀具。增材制造的方法制备高强韧β钛合金零件可以实现一体化净成形,减少后续的加工步骤,并且增材制造的材料由于快速冷却使其组织细小,因此可以免去传统加工方法中的热加工步骤,可以直接进行热处理工艺。
3、目前,增材制造近β钛合金的方法有粉床熔化(pbf)技术、粉末注射成形(mim)技术以及粘结剂喷射(bjam)技术等。其中pbf技术需要先将三维零件切片导入电脑,利用高能量热源如激光、电子束等逐层熔化粉床,实现逐层沉积,该技术可以实现高致密度成形,并且成形件性能可以比肩锻件,目前已经有许多近β钛合金粉末床熔化技术被报道出来,但该技术存在粉末要求高、生产效率低、残余应力严重等问题。mim、bjam技术在保证零件强度性能的同时残余应力较小,对于粉末的要求不高,可以降低生产成本。
4、粘结剂喷射(bjam)技术也是通过三维零件模型切片将二维数据导入电脑中,利用铺粉辊逐层进行铺粉,再通过喷墨打印头将特定的粘结剂逐层按照二维结构选择性的喷洒在粉末床上,经过固化后将粘结剂与粉末粘结在一起得到零件初坯,再除去初坯表面的粉末,然后经过脱脂去除掉粘结剂,最后烧结成最终致密化零件。与pbf技术相比,bjam技术具有低成本、粉末种类广泛、操作难度小、无需支撑结构等优点。但bjam成形近β钛合金面临烧结收缩率难控制、致密度低、机械性能较差等问题。
5、基于上述现存问题,本发明提出一种粘结剂喷射打印高强韧β钛合金的方法。
技术实现思路
1、本发明的目的是提供一种粘结剂喷射打印高强韧β钛合金的方法,以解决上述现有技术存在的问题。
2、为实现上述目的,本发明提供了如下方案:
3、本发明提供一种粘结剂喷射打印高强韧β钛合金的方法,包括以下步骤:
4、(1)制作高强韧β钛合金三维模型,将三维数据模型导入打印设备,完成模型识别和切片工作;
5、(2)设置打印参数,喷射水基粘结剂至近β钛合金粉末润湿,进行打印:首先铺设#1近β钛合金粉末,之后在所得#1近β钛合金粉末层表面铺设#2近β钛合金粉末;
6、(3)打印完成后,对打印产品进行热固化至所述水基粘结剂干燥;
7、(4)将步骤(3)固化后的产品进行脱脂、烧结、固溶、时效,得到所述高强韧β钛合金;
8、所述#1近β钛合金粉末为90%粒度为15-35μm及10%粒度为60-70μm的近β钛合金混合粉末;所述#2近β钛合金粉末100%粒度为15-35μm的近β钛合金粉末;
9、所述水基粘结剂的原料质量百分比为:55-75%聚乙二醇、15-25%聚甲基丙烯酸甲酯、7-15%乙二醇甲醚、3-10%硬脂酸锌、5-10%聚乙烯吡咯烷酮。
10、进一步地,所述近β钛合金粉末的成分为3%al,8%mo,3%v,2%cr,2%zr,余量为ti。
11、进一步地,所述#1近β钛合金粉末层厚度为80-120μm;所述#2近β钛合金粉末的铺设厚度为10-20μm。
12、进一步地,打印过程中,粉末床的温度为20-50℃。
13、进一步地,所述水基粘结剂的饱和度(水分质量百分含量)为70-90%。
14、进一步地,所述热固化的温度为100-200℃,时间为2-3h。
15、进一步地,所述脱脂的温度为400-600℃,时间为3-5h;所述脱脂的气体环境为氩气环境。
16、进一步地,所述烧结为真空微压烧结,烧结真空度为10-3pa;
17、所述烧结的温度为1000-1200℃,时间为3-4h;所述固溶的温度为750℃,时间为2-3h,所述时效的温度为400℃,时间为5-8h。
18、本发明还提供上述制备方法制备得到的高强韧β钛合金。
19、本发明公开了以下技术效果:
20、本发明采用水基粘结剂进行高强韧β钛合金的打印,具有绿色环保、无污染的特点,并且在粘结剂中添加了乙二醇甲醚,可以促进粘结剂渗透粉床,保证粘结剂的均匀,提高粘结效果。
21、本发明采用不同尺度的高强韧近β钛合金粉末打印,在铺设#1粉末后铺设#2粉末层,进而避免了样品粘结不均匀的情况,减少了粘结剂残留,降低了粉末孔隙率和产品收缩率。
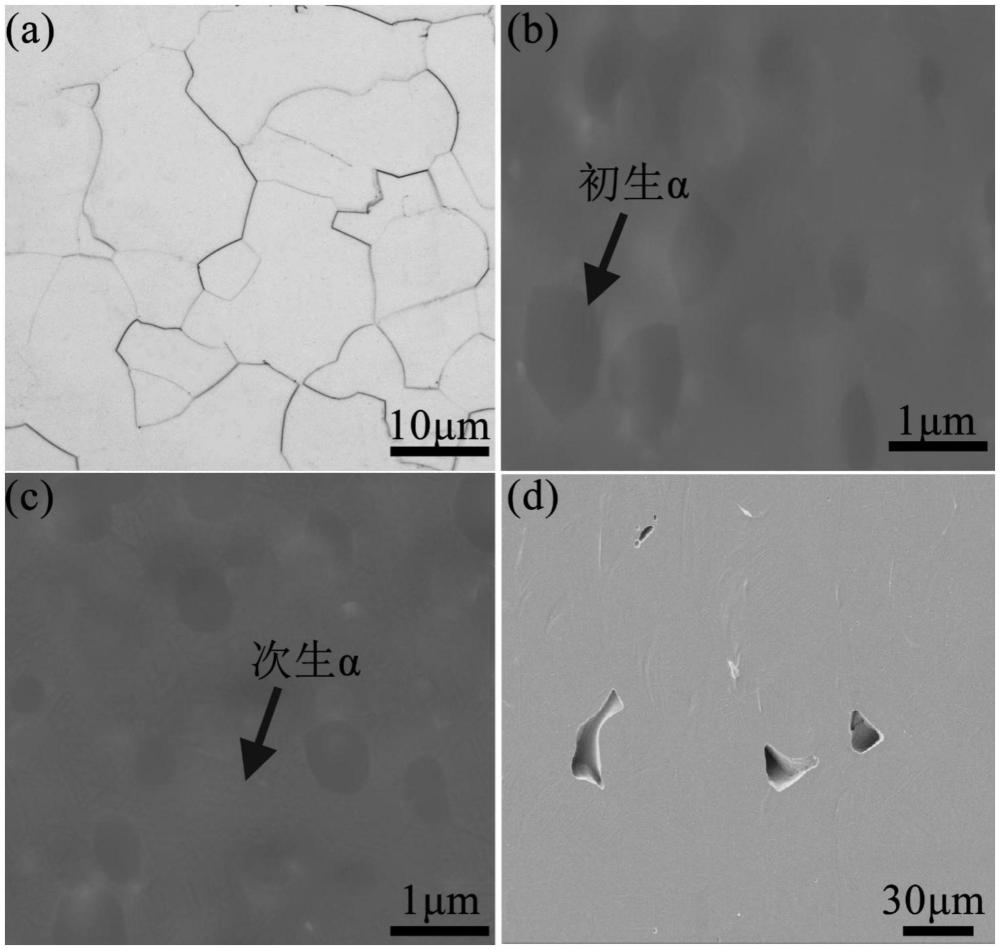
22、本发明采用了固溶+时效的处理方式,通过双相区固溶近β钛合金析出微米级初生α相,时效析出纳米级次生α相,形成多尺度微观结构,提高材料的性能。
技术特征:1.一种粘结剂喷射打印高强韧β钛合金的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,按照质量百分含量计算,所述近β钛合金粉末的成分为3%al,8%mo,3%v,2%cr,2%zr,余量为ti。
3.根据权利要求1所述的方法,其特征在于,所述#1近β钛合金粉末层厚度为80-120μm;所述#2近β钛合金粉末的铺设厚度为10-20μm。
4.根据权利要求1所述的方法,其特征在于,打印过程中,粉末床的温度为20-50℃。
5.根据权利要求1所述的方法,其特征在于,所述水基粘结剂中水分质量百分含量为70%-90%。
6.根据权利要求1所述的方法,其特征在于,所述热固化的温度为100-200℃,时间为2-3h。
7.根据权利要求1所述的方法,其特征在于,所述脱脂的温度为400-600℃,时间为3-5h;所述脱脂的气体环境为氩气环境。
8.根据权利要求1所述的方法,其特征在于,所述烧结为真空微压烧结,烧结真空度为10-3pa;所述烧结的温度为1000-1200℃,时间为3-4h;所述固溶的温度为750℃,时间为2-3h;所述时效的温度为400℃,时间为5-8h。
9.如权利要求1-8任一项所述制备方法制备得到的高强韧β钛合金。
技术总结本发明公开了一种粘结剂喷射打印高强韧β钛合金的方法,涉及材料成型技术领域。该方法包括以下步骤:(1)制作高强韧β钛合金三维模型,将三维数据模型导入打印设备,完成模型识别和切片工作;(2)设置打印参数,喷射水基粘结剂至近β钛合金粉末润湿,进行打印:首先铺设#1近β钛合金粉末,之后在所得#1近β钛合金粉末层表面铺设#2近β钛合金粉末;(3)打印完成后,对打印产品进行热固化至水基粘结剂干燥;(4)将步骤(3)固化后的产品进行脱脂、烧结,得到高强韧β钛合金;本发明采用不同尺度的高强韧近β钛合金粉末打印,搭配水基粘结剂,并采用固溶+时效的热处理方式,制备得到高强韧β钛合金。技术研发人员:张长江,项炜明,霍军涛,彭凡,董鹏,郭瑞鹏,侯赵平,冯弘受保护的技术使用者:太原理工大学技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/334332.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表