一种刀片电池顶盖激光满焊焊接机及焊接方法与流程
- 国知局
- 2024-11-21 12:15:29
本发明涉及激光焊接设备,特别涉及一种刀片电池顶盖激光满焊焊接机及焊接方法。
背景技术:
1、刀片电池为一种外部规格长、窄、薄似刀片的锂离子电池,刀片电池的两端分别具有顶盖,目前,刀片电池的两端与顶盖之间主要采用激光焊接方法连接。
2、参见中国专利文件cn113523561b,其公开了一种刀片电池三合一激光焊接设备,该激光焊接设备包括工作台,在工作台的顶部设有三轴滑座,三轴滑座上设有激光焊接振镜,在工作台的台面上设有用于辅助激光焊接振镜焊接刀片电池的第一工位、第二工位以及第三工位。该专利具有供辅助刀片电池焊接的多个工位,任一工位中均可将刀片电池定位至特定姿态并充分暴露焊接位置,再通过激光焊接振镜进行激光焊接。
3、然而,该专利cn113523561b所公开的激光焊接设备还具有如下技术问题:其一、该激光焊接设备没有设置将刀片电池对准机台中心的装置,难以实现精准送料;其二、该激光焊接设备的第一工位、第二工位以及第三工位均仅能够压紧刀片电池两端的上侧、下侧和端盖,而不能同时压紧刀片电池两端的上侧、下侧、前侧、后侧和顶盖,刀片电池和端盖在焊接过程中,不能够从前、后、左、右和顶盖端同时对刀片电池进行定位和固定,从而使得刀片电池的焊接精密性难以得到保证;其三、该激光焊接设备的第一工位、第二工位以及第三工位均未设置气滑环组件,在旋转过程中,气缸容易出现气管缠绕的问题;其四、该激光焊接设备只具有一套激光焊接振镜,不能够同时对刀片电池两端进行焊接,焊接效率较低;其五、该激光焊接设备不能够对不同长度和宽度规格的动力电池进行送料和激光焊接,兼容性差。
技术实现思路
1、本发明要解决的技术问题是根据上述现有技术的不足,提供一种刀片电池顶盖激光满焊焊接机,该激光满焊焊接机的对心送料装置能够将刀片电池对准机台中心并精准送料;该激光满焊焊接机的左焊接压紧装置和右焊接压紧装置能够从前、后、左、右和顶盖端同时对刀片电池进行定位和固定,从而使得刀片电池的焊接精密性能够得到保证;该激光满焊焊接机的左焊接压紧装置和右焊接压紧装置分别设有气滑环组件,在旋转过程中,气缸不会出现气管缠绕的问题;该激光满焊焊接机的左激光焊接装置及右激光焊接装置能够同时对刀片电池两端进行焊接,焊接效率高。除此之外,本发明还要提供一种刀片电池顶盖激光满焊焊接机的焊接方法。
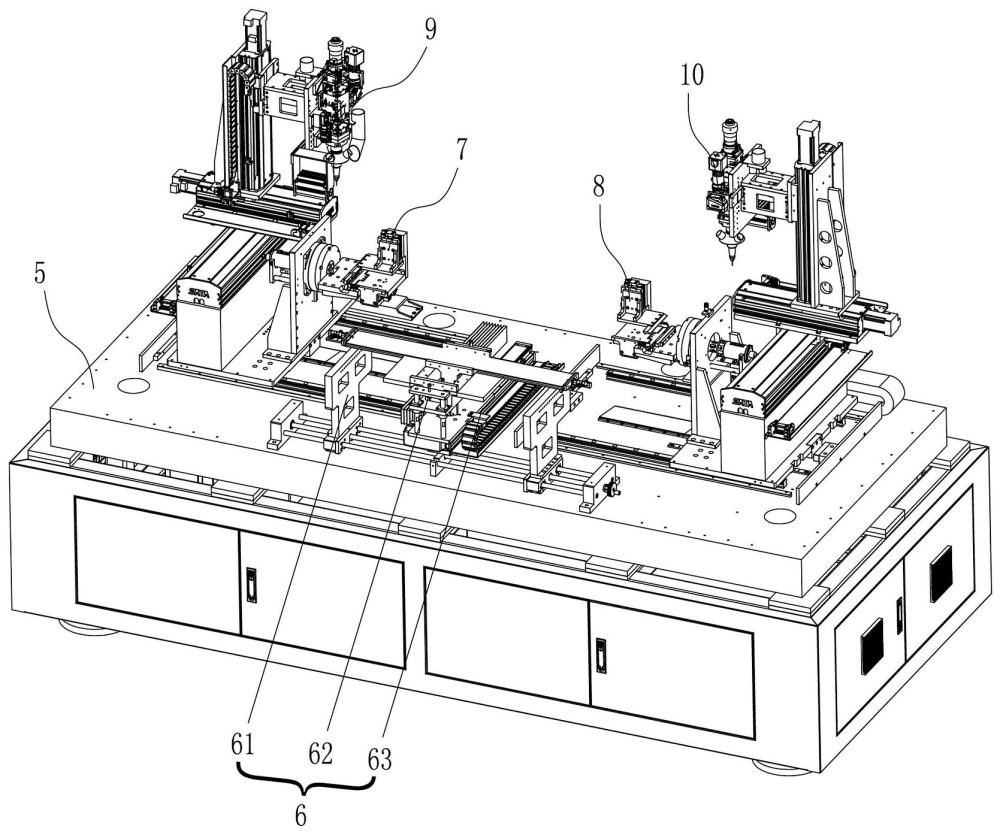
2、为解决上述第一个技术问题,本发明的技术方案是:一种刀片电池顶盖激光满焊焊接机,包括工作台和安装于工作台之上的对心送料装置、左焊接压紧装置、右焊接压紧装置、左激光焊接装置及右激光焊接装置;所述对心送料装置包括对心组件、支撑夹持组件和送料组件,所述对心组件用于对刀片电池的位置进行对心定位;所述支撑夹持组件安装于送料组件之上,用于支撑并夹持住刀片电池的中部;所述送料组件用于移动支撑夹持组件,并使支撑夹持组件之上的刀片电池的左右两端传送至左焊接压紧装置和右焊接压紧装置之上;所述左焊接压紧装置和右焊接压紧装置分别包括支撑座、气滑环、直接驱动电机、压紧支撑板、电池上压机构、电池侧压机构和电池顶盖压紧机构,所述气滑环和直接驱动电机分别安装于支撑座之上,直接驱动电机设有可旋转的电机连接块,气滑环与电机连接块的中部相连接,压紧支撑板与电机连接块的侧部相连接,所述电池上压机构、电池侧压机构和电池顶盖压紧机构分别安装于压紧支撑板之上,所述电池上压机构用于压紧刀片电池的上侧,所述电池侧压机构用于压紧刀片电池的前后两侧,所述电池顶盖压紧机构用于压紧刀片电池端部的顶盖;所述左激光焊接装置用于激光满焊焊接刀片电池左端的顶盖,所述右激光焊接装置用于激光满焊焊接刀片电池右端的顶盖。
3、在上述技术方案中,所述工作台的左端之上安装有左平移组件,所述左平移组件包括左导轨、左直线电机和左平移支撑板,所述左导轨沿左右方向延伸并设有两条,所述左直线电机安装于两条左导轨之间,所述左平移支撑板滑动安装于左导轨之上,所述左直线电机的动力输出端与左平移支撑板相连接,所述左焊接压紧装置和左激光焊接装置分别安装于左平移支撑板之上;所述工作台的右端之上安装有右平移组件,所述右平移组件包括右导轨、右直线电机和右平移支撑板,所述右导轨沿左右方向延伸并设有两条,所述右直线电机安装于两条右导轨之间,所述右平移支撑板滑动安装于右导轨之上,所述右直线电机的动力输出端与右平移支撑板相连接,所述右焊接压紧装置和右激光焊接装置分别安装于右平移支撑板之上。
4、在上述技术方案中,所述左激光焊接装置和右激光焊接装置分别包括x轴传动装置、y轴传动装置、z轴传动装置、机头、激光切割头和ccd定位摄像头;所述x轴传动装置安装于左平移支撑板或者右平移支撑板之上,所述y轴传动装置安装于x轴传动装置之上,所述z轴传动装置安装于y轴传动装置之上,所述机头安装于z轴传动装置之上,所述激光切割头和ccd定位摄像头分别安装于机头之上,所述ccd定位摄像头用于精确找到刀片电池顶盖的焊缝位置。
5、在上述技术方案中,所述对心送料装置的对心组件安装于工作台的前端中部之上,所述对心组件包括左电池定位架、左对心气缸、左对心挡板、右电池定位架、右对心气缸和右对心挡板;所述左电池定位架的顶部设有用于支撑刀片电池左端的支撑滑面,所述左电池定位架的上端左侧设有左气缸座,所述左对心气缸安装于左气缸座之上,左对心气缸的气缸伸缩杆往右伸出并连接左对心挡板;所述右电池定位架的顶部设有用于支撑刀片电池右端的支撑滑面,所述右电池定位架的上端右侧设有右气缸座,所述右对心气缸安装于右气缸座之上,右对心气缸的气缸伸缩杆往左伸出并连接右对心挡板。
6、在上述技术方案中,所述对心送料装置的对心组件还包括导杆、正反丝杆、左丝杆螺母、左螺母座、左轴承、左轴承座、右丝杆螺母、右螺母座、右轴承、右轴承座和丝杆驱动机构;所述导杆平行设有两根,导杆的左端与左轴承座相连接,导杆的右端与右轴承座相连接;所述正反丝杆的左端设有正向螺纹,正反丝杆的右端设有反向螺纹,所述左螺母座滑动安装于导杆之上,所述左丝杆螺母安装于左螺母座之内,所述正反丝杆的左端活动穿过左丝杆螺母并与左丝杆螺母相螺纹传动配合;所述右螺母座滑动安装于导杆之上,所述右丝杆螺母安装于右螺母座之内,所述正反丝杆的右端活动穿过右丝杆螺母并与右丝杆螺母相螺纹传动配合;所述左轴承安装于左轴承座之内,所述正反丝杆的左端端部安装于左轴承之内;所述右轴承安装于右轴承座之内,所述正反丝杆的右端端部穿过右轴承并连接丝杆驱动机构;所述左电池定位架安装于左螺母座之上,所述右电池定位架安装于右螺母座之上。
7、在上述技术方案中,所述对心送料装置的送料组件安装于工作台的中部之上,所述送料组件包括直线传动模组、模组垫板和模组支撑座,直线传动模组安装于模组垫板之上,模组垫板安装于模组支撑座之上;所述支撑夹持组件安装于直线传动模组之上,直线传动模组用于驱动支撑夹持组件前后移动。
8、在上述技术方案中,所述对心送料装置的支撑夹持组件包括电池升降机构和电池夹持机构,所述电池升降机构用于支撑和驱动刀片电池升降,所述电池夹持机构安装于电池升降机构之上,电池夹持机构用于夹持或松开刀片电池的中部;所述电池升降机构包括气缸安装板、升降气缸、电池定位槽、导向轴和直线轴承;所述升降气缸安装于气缸安装板的中部之上,所述升降气缸的气缸伸缩杆往上伸出并连接电池定位槽的底部;所述导向轴设有四根,四根导向轴竖向安装于气缸安装板的四角处之上,所述直线轴承设有四个,四个直线轴承安装电池定位槽的四角处之上,所述导向轴往上穿过对应的直线轴承;所述电池定位槽的上端两侧安装有用于支撑刀片电池的支撑平板;所述电池夹持机构包括静夹持板、夹持气缸和动夹持板,所述静夹持板安装于电池定位槽的后端之上,所述夹持气缸安装于电池定位槽之内,夹持气缸的气缸伸缩杆往前伸出并连接动夹持板,动夹持板与静夹持板相互配合,以夹持或松开刀片电池的中部。
9、在上述技术方案中,所述左焊接压紧装置和右焊接压紧装置的支撑座包括支撑垫板、支撑立板和加强支撑板,所述支撑立板和加强支撑板竖向安装于支撑垫板之上,且支撑立板和加强支撑板相互连接;所述支撑立板的上端一侧固定连接有气滑环支撑柱721,气滑环支撑柱721的一端安装有气滑环夹紧块;所述气滑环包括气滑环本体,气滑环本体安装于气滑环夹紧块之上,气滑环本体设有可转动的气滑环转轴;所述支撑立板的上端设有立板通孔,所述气滑环转轴活动穿过立板通孔,并与直接驱动电机的电机连接块相连接。
10、在上述技术方案中,所述左焊接压紧装置和右焊接压紧装置的电池上压机构包括上压气缸安装板、上压气缸、上压气缸驱动板、上压块连接板和上压块,所述上压气缸安装板竖向安装于压紧支撑板的一侧之上,所述上压气缸安装于上压气缸安装板之上,所述上压气缸的动力输出端与上压气缸驱动板相连接,所述上压气缸用于驱动上压气缸驱动板上升或下降,所述上压块连接板水平安装于上压气缸驱动板的下端,所述上压块安装于上压块连接板的靠近直接驱动电机的一端;所述压紧支撑板设有支撑板压块,上压块与支撑板压块的位置上下相对;所述左焊接压紧装置和右焊接压紧装置的电池侧压机构包括静侧压块连接板、静侧压块、侧压气缸、动侧压块连接板和动侧压块,所述静侧压块连接板安装于压紧支撑板的一端之上,所述静侧压块安装于静侧压块连接板的靠近直接驱动电机的一端,所述侧压气缸安装于压紧支撑板的下侧,所述侧压气缸的动力输出端与动侧压块连接板相连接,所述动侧压块安装于动侧压块连接板的靠近直接驱动电机的一端,静侧压块连接板与动侧压块连接板的位置相对,静侧压块与动侧压块的位置相对;所述左焊接压紧装置和右焊接压紧装置的电池顶盖压紧机构包括顶盖压紧气缸、顶盖压紧块连接板和顶盖压紧块,所述顶盖压紧气缸安装于压紧支撑板的下侧,所述顶盖压紧气缸的动力输出端与顶盖压紧块连接板相连接,所述顶盖压紧块安装于顶盖压紧块连接板的上端。
11、为解决上述第二个技术问题,本发明的技术方案是:一种采用上述技术方案中所述刀片电池顶盖激光满焊焊接机的焊接方法,包括如下焊接步骤:
12、s1.将刀片电池的两端分别与顶盖通过点焊方式预固定;
13、s2.将刀片电池置于对心送料装置的对心组件上,对心组件将刀片电池对准机台中心;
14、s3.对心送料装置的支撑夹持组件支撑并夹持住刀片电池的中部;
15、s4.对心送料装置的送料组件移动支撑夹持组件,并使支撑夹持组件之上的刀片电池的左右两端传送至左焊接压紧装置和右焊接压紧装置之上;
16、s5.对心送料装置的支撑夹持组件松开对刀片电池的支撑和夹持作用,左焊接压紧装置和右焊接压紧装置同步工作,左焊接压紧装置和右焊接压紧装置的电池上压机构、电池侧压机构、电池顶盖压紧机构一起压紧刀片电池的两端和顶盖;
17、s6.左激光焊接装置和右激光焊接装置同步工作,左激光焊接装置对刀片电池的左端与顶盖进行激光焊接,右激光焊接装置对刀片电池的右端与顶盖进行激光焊接;在此过程中,左焊接压紧装置和右焊接压紧装置的直接驱动电机带动压紧支撑板、电池上压机构、电池侧压机构、电池顶盖压紧机构和刀片电池一起旋转,使刀片电池的两端分别与对应的顶盖焊接一圈,完成激光满焊焊接。
18、本发明的有益效果是:1)本发明设置对心送料装置,对心送料装置包括对心组件、支撑夹持组件和送料组件,本发明能够利用对心组件对刀片电池的位置进行对心定位,使刀片电池对准机台中心,能够利用支撑夹持组件支撑并夹持住对心定位结束之后的刀片电池的中部,再利用送料组件移动支撑夹持组件,使支撑夹持组件之上的刀片电池的左右两端传送至左焊接压紧装置和右焊接压紧装置之上,从而实现精准送料;2)本发明的左焊接压紧装置、右焊接压紧装置分别设有电池上压机构、电池侧压机构和电池顶盖压紧机构分别安装于压紧支撑板之上,其中,电池上压机构能够压紧刀片电池的上侧,电池侧压机构能够压紧刀片电池的前后两侧,电池顶盖压紧机构能够压紧刀片电池端部的顶盖,从而能够从前、后、左、右和顶盖端同时对刀片电池进行定位和固定,使得刀片电池的焊接精密性能够得到保证;3)本发明的左焊接压紧装置和右焊接压紧装置分别设有气滑环组件,在旋转过程中,左焊接压紧装置和右焊接压紧装置的各个气缸均不会出现气管缠绕的问题;4)本发明设置左激光焊接装置及右激光焊接装置,能够同时对刀片电池两端进行焊接,焊接效率高。
本文地址:https://www.jishuxx.com/zhuanli/20241120/335039.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表