基于加工追踪的新能源汽车阀体切削成型加工监测方法与流程
- 国知局
- 2024-11-21 12:18:15
本发明涉及新能源汽车阀体切削成型加工,尤其涉及一种基于加工追踪的新能源汽车阀体切削成型加工监测方法。
背景技术:
1、新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。阀体是新能源汽车的重要组成部件,如节气门阀体,节气门体是发动机进气系统上的一个装置,节气门体一般分三部分,执行器、节气门片和节气门位置传感器,节气门体是控制发动机吸气多少的一个阀门,其工作状态的稳定性将直接影响新能源汽车的工作状态。而切削成型加工是新能源汽车阀体的重要加工工序之一,由于加工设备在服役的过程中由于设备的性能退化,加工精度会发生一定的变化,对于一些要求加工精度较高的新能源汽车阀体,当新能源汽车阀体的加工订单量大时,一些不符合加工精度的加工设备继续加工时,就会导致加工出来的新能源汽车阀体不符合要求,导致新能源汽车阀体的加工成本升高。
技术实现思路
1、本发明克服了现有技术的不足,提供了一种基于加工追踪的新能源汽车阀体切削成型加工监测方法。
2、为达上述目的,本发明采用的技术方案为:
3、本发明第一方面提供了一种基于加工追踪的新能源汽车阀体切削成型加工监测方法,包括以下步骤:
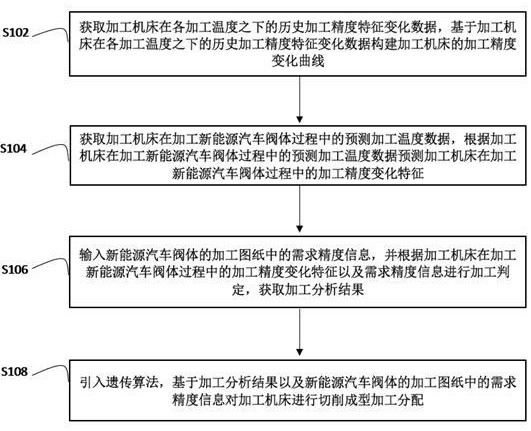
4、获取加工机床在各加工温度之下的历史加工精度特征变化数据,基于加工机床在各加工温度之下的历史加工精度特征变化数据构建加工机床的加工精度变化曲线;
5、获取加工机床在加工新能源汽车阀体过程中的预测加工温度数据,根据加工机床在加工新能源汽车阀体过程中的预测加工温度数据预测加工机床在加工新能源汽车阀体过程中的加工精度变化特征;
6、输入新能源汽车阀体的加工图纸中的需求精度信息,并根据加工机床在加工新能源汽车阀体过程中的加工精度变化特征以及需求精度信息进行加工判定,获取加工分析结果;
7、引入遗传算法,基于加工分析结果以及新能源汽车阀体的加工图纸中的需求精度信息对加工机床进行切削成型加工分配。
8、进一步的,在本方法中,获取加工机床在各加工温度之下的历史加工精度特征变化数据,基于加工机床在各加工温度之下的历史加工精度特征变化数据构建加工机床的加工精度变化曲线,具体为:
9、获取加工机床在各加工温度之下的历史加工精度特征变化数据,构建时间戳,将每一加工机床在各加工温度之下的历史加工精度特征变化数据按照时间戳的先后顺序进行排序,获取每一加工机床的基于时间序列的加工精度特征变化数据;
10、构建加工机床的加工精度变化模型图,将每一加工机床的基于时间序列的加工精度特征变化数据中每个时间戳中加工精度数据依次输入到加工机床的加工精度变化模型图中;
11、当每个时间戳中加工精度数据均在加工精度变化模型图中显示时,将相邻的节点连接,通过平滑的曲线进行连接,生成加工机床的加工精度变化曲线。
12、进一步的,在本方法中,获取加工机床在加工新能源汽车阀体过程中的预测加工温度数据,具体为:
13、获取加工机床在加工新能源汽车阀体过程中的历史温度特征数据,并基于深度神经网络构建加工温度数据预测模型,引入注意力机制;
14、将加工机床在加工新能源汽车阀体过程中的历史温度特征数据组作为训练集,通过注意力机制对训练集中温度特征数据进行处理,获取温度特征图;
15、通过对温度特征图中每个温度特征数据进行softmax操作,获取具有注意力的归一化特征图,并对具有注意力的归一化特征图以及训练集中的温度特征数据进行内积运算;
16、将注意力集中在温度特征数据中,生成温度注意力特征图,将温度注意力特征图输入到隐含层中,并与隐含层中的隐含状态协同工作,更新隐含层状态,
17、获取实时的加工材料数据,将实时的加工材料数据输入到加工温度数据预测模型中进行预测,获取加工机床在加工新能源汽车阀体过程中的预测加工温度数据。
18、进一步的,在本方法中,根据加工机床在加工新能源汽车阀体过程中的预测加工温度数据以及加工机床的加工精度变化曲线预测加工机床在加工新能源汽车阀体过程中的加工精度变化特征,具体为:
19、获取预设时间之内加工机床的加工精度数据,并将加工机床的加工精度变化曲线分为若干子曲线图,获取每一加工精度变化曲线的若干子曲线图;
20、根据预设时间之内加工机床的加工精度数据绘制预设时间之内的加工精度曲线图,并基于加工机床在加工新能源汽车阀体过程中的预测加工温度数据对每一加工精度变化曲线的若干子曲线图筛选;
21、通过筛选,选取出符合预测加工温度数据之下的若干子曲线图,计算每一子曲线图与预设时间之内的加工精度曲线图之间的马氏距离值;
22、将马氏距离值不大于预设马氏距离值的子曲线作为迁移目标曲线,提取出迁移目标曲线在预设时间之内的加工精度变化特征,并作为加工机床在加工新能源汽车阀体过程中的加工精度变化特征输出。
23、进一步的,在本方法中,根据加工机床在加工新能源汽车阀体过程中的加工精度变化特征以及需求精度信息进行加工判定,获取加工分析结果,具体为:
24、判断加工机床在加工新能源汽车阀体过程中的加工精度变化特征是否大于需求精度信息;
25、当加工机床在加工新能源汽车阀体过程中的加工精度变化特征大于需求精度信息时,则将对应的加工机床作为可正常加工当前新能源汽车阀体的加工机床;
26、当加工机床在加工新能源汽车阀体过程中的加工精度变化特征不大于需求精度信息时,则将对应的加工机床作为不可正常加工当前新能源汽车阀体的加工机床;
27、基于可正常加工当前新能源汽车阀体的加工机床以及不可正常加工当前新能源汽车阀体的加工机床生成加工分析结果,并将加工分析结果输出。
28、进一步的,在本方法中,引入遗传算法,基于加工分析结果以及新能源汽车阀体的加工图纸中的需求精度信息对加工机床进行切削成型加工分配,具体为:
29、引入遗传算法,基于遗传算法设置遗传代数,根据加工分析结果随机选择加工机床,构建新能源汽车阀体的加工机床组合;
30、判断新能源汽车阀体的加工机床组合是否均为可正常加工当前新能源汽车阀体的加工机床;
31、当新能源汽车阀体的加工机床组合中的加工机床均为可正常加工当前新能源汽车阀体的加工机床时,输出新能源汽车阀体的加工机床组合,按照新能源汽车阀体的加工机床组合对加工机床进行切削成型加工分配;
32、当新能源汽车阀体的加工机床组合中的加工机床非均为可正常加工当前新能源汽车阀体的加工机床时,基于遗传代数进行遗传,更新新能源汽车阀体的加工机床组合,直至新能源汽车阀体的加工机床组合中的加工机床均为可正常加工当前新能源汽车阀体的加工机床。
33、本发明第二方面提供了一种基于加工追踪的新能源汽车阀体切削成型加工监测系统,包括存储器以及处理器,存储器中包括基于加工追踪的新能源汽车阀体切削成型加工监测方法程序,基于加工追踪的新能源汽车阀体切削成型加工监测方法程序被处理器执行时,实现任一项的基于加工追踪的新能源汽车阀体切削成型加工监测方法的步骤。
34、本发明第三方面提供了一种电子设备,包括:
35、加工精度变化曲线构建模块,获取加工机床在各加工温度之下的历史加工精度特征变化数据,基于加工机床在各加工温度之下的历史加工精度特征变化数据构建加工机床的加工精度变化曲线;
36、加工精度变化特征分析模块,获取加工机床在加工新能源汽车阀体过程中的预测加工温度数据,根据加工机床在加工新能源汽车阀体过程中的预测加工温度数据预测加工机床在加工新能源汽车阀体过程中的加工精度变化特征;
37、加工判定模块,输入新能源汽车阀体的加工图纸中的需求精度信息,并根据加工机床在加工新能源汽车阀体过程中的加工精度变化特征以及需求精度信息进行加工判定,获取加工分析结果;
38、加工工作分配模块,引入遗传算法,基于加工分析结果以及新能源汽车阀体的加工图纸中的需求精度信息对加工机床进行切削成型加工分配。
39、本发明第四方面提供了一种计算机可读存储介质,计算机可读存储介质包括基于加工追踪的新能源汽车阀体切削成型加工监测方法程序,基于加工追踪的新能源汽车阀体切削成型加工监测方法程序被处理器执行时,实现任一项的基于加工追踪的新能源汽车阀体切削成型加工监测方法的步骤。
40、本发明解决了背景技术中存在的缺陷,本发明具备以下有益效果:
41、本发明通过获取加工机床在各加工温度之下的历史加工精度特征变化数据,基于加工机床在各加工温度之下的历史加工精度特征变化数据构建加工机床的加工精度变化曲线,进而获取加工机床在加工新能源汽车阀体过程中的预测加工温度数据,根据加工机床在加工新能源汽车阀体过程中的预测加工温度数据预测加工机床在加工新能源汽车阀体过程中的加工精度变化特征,从而输入新能源汽车阀体的加工图纸中的需求精度信息,并根据加工机床在加工新能源汽车阀体过程中的加工精度变化特征以及需求精度信息进行加工判定,获取加工分析结果,最后引入遗传算法,基于加工分析结果以及新能源汽车阀体的加工图纸中的需求精度信息对加工机床进行切削成型加工分配。本发明通过监测以及追踪加工设备的加工精度情况,从而根据加工设备的加工精度情况以及新能源汽车阀体的加工图纸中的需求精度数据进行判定,从而根据判定结果进行加工工作的分配调整,实现加工过程中的追踪以及监测,实现加工订单的动态分配分析。
本文地址:https://www.jishuxx.com/zhuanli/20241120/335122.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表