一种圆弧型芯及圆弧抽芯模具的制作方法
- 国知局
- 2024-11-25 15:08:26
本技术涉及注塑生产,特别涉及一种圆弧型芯及圆弧抽芯模具。
背景技术:
1、管件的圆弧抽芯型芯多数采用整体连杆结构,呈立体弯曲状,具体为镰刀状或马蹄状,其冷却水路加工较为麻烦,出入水孔经外拉杆端侧钻通至型芯内部,摆角度后在圆弧型芯侧钻入两条水路与拉杆水路串通,打通水路后再对工艺钻口进行封堵,形成循环回流。此类型芯装夹钻孔困难,校对次数多,钻偏、钻错、报废时有发生。同时,内部水路加工为直通型,型芯上的注水孔到其圆弧型面点面距离不一致,冷却作业时型芯热量疏散不均匀,塑件收缩不一致,常常出现翘曲、变形、开裂等多种生产缺陷,产品形状及尺寸精度差、合格率较低。对于半边浇口模内切圆弧类的塑件注塑模具,以上缺点尤其明显,扭曲现象更加严重,顶推制件时产品出现偏摆,产品水口切面不一致,高低不平,影响产品质量。
2、中国专利cn201020696282.0公开了圆弧抽芯装置,其中运水管道内置于所述圆弧型芯且所述运水管道外径小于所述圆弧型芯内径,故在圆弧型芯与运水管道内形成一环状管道,该环状管道即为出水管道。低温的水依次经过入水口、入水接口进入运水管道实现给圆弧型芯降温的功能后排出运水管道,经与圆弧型芯呈封闭状的内壁相撞后反向回流,依次经过出水管道、出水接口、出水口渗出,该冷却过程为单一的运水管道,内壁撞击后反向回流,进出水流相互影响,使得冷却效果不佳,不利于散热,影响产品质量;
3、中国专利cn201610787840.6公开了一种机油冷却器上盖模具,其中在圆弧抽芯的上下位置,所述上模芯和下模芯均设有局部冷却装置,所述局部冷却装置由水泵、冷却箱、分配器和多根冷却管组成,所述水泵设有进水管和出水管,进水管与冷却箱相连,出水管与分配器相连,所述冷却管与模具相适配,所述冷却管分别插入上模芯和下模芯的对应位置,冷却管的两端分别与冷却箱、分配器相连,所述冷却箱和分配器分别与该压铸模具的左右两端相固定,该圆弧抽芯的冷却管分布在其周围,距离圆弧抽芯距离较远,冷却效果受到影响,尤其是对于圆弧抽芯与产品之间的冷却效率更低,影响产品生产效率及质量。
4、综上,现有圆弧抽芯模具的圆弧型芯存在加工生产不易,而且冷却效果差的问题。
技术实现思路
1、本实用新型为克服以上至少一个技术问题,本实用新型的技术方案如下:一种圆弧型芯,包括圆弧件、分隔板和封闭盖,所述圆弧件开设有弧形槽,所述封闭盖安装在弧形槽上端,
2、所述分隔板安装在弧形槽内且将弧形槽分隔为上层槽和下层槽,所述圆弧件一端开设有与外部连通的第一通孔、第二通孔,
3、所述下层槽内安装有与分隔板连接的第一立板,所述第一立板将下层槽分隔为第一水路和第二水路,所述第一通孔与第一水路连通,所述第一立板远离第一通孔的一端与圆弧件之间留有间隙形成第一连通口,
4、所述封闭盖下端安装有第二立板,所述第二立板下端与分隔板连接,所述第二立板将上层槽分隔为第三水路和第四水路,所述第二通孔与第四水路连通,所述第二立板远离第二通孔的一端与圆弧件之间留有间隙形成第二连通口,
5、所述分隔板开设有第三连通口,所述第三连通口位于第二水路与第三水路之间。
6、采用开设第一通孔、第二通孔的方式用于连通冷却水源,圆弧件内部通过第一连通口、第二连通口和第三连通口将各个水路连通,不需要在圆弧型芯侧钻将内部的水路串通,减少生产工艺,而且各个水路分布均匀,距离圆弧型芯外部的距离一致,保证散热均匀。
7、优选的,所述分隔板采用不锈钢材质,经线切割制出,开好回流用的第三连通口。
8、优选的,所述分隔板位于弧形槽的中部,所述第一通孔、第二通孔关于分隔板对称。
9、优选的,所述第一立板位于下层槽的中部,所述第二立板位于上层槽的中部。
10、优选的,所述弧形槽内底部安装有第一支撑圈,所述第一支撑圈与弧形槽内壁连接,所述第一支撑圈顶部连接分隔板。
11、优选的,所述弧形槽内上部安装有第二支撑圈,所述第二支撑圈与弧形槽内壁连接,所述第二支撑圈顶部连接封闭盖底部。
12、优选的,所述弧形槽上端沿内壁设置有第一倒角,所述封闭盖上端沿外壁设有第二倒角。
13、优选的,所述封闭盖下端与第二立板焊接,所述封闭盖与圆弧件焊接,焊接处进行精锣外形打磨抛光与圆弧件弧面吻合。
14、优选的,所述封闭盖与弧形槽之间安装有密封圈。配装密封圈可采用螺丝进行锁紧,最后再用铜堵住螺丝头孔,打磨铜堵部位与弧形槽及封闭盖的型面吻合,此种可拆的安装方式极大方便了生产后期水路隔板更换及污垢清理。
15、优选的,还包括连杆,所述连杆一端与圆弧件连接,所述连杆内沿长度方向分别贯通设有第一连杆水路、第二连杆水路,所述第一连杆水路与第一通孔连通,所述第二连杆水路与第二通孔连通。
16、优选的,所述连杆另一端开设有第一侧向通孔、第二侧向通孔,所述第一侧向通孔与第一连杆水路连通,所述第二侧向通孔与第二连杆水路连通。
17、一种圆弧抽芯模具,包括依次连接的面板、a板、b板、承板、方铁和底板,所述a板、b板之间活动安装有第一型芯和第二型芯,还包括前述的圆弧型芯,所述圆弧件位于a板、b板之间,所述承板上铰接有转动杆,所述连杆上安装有与转动杆端部铰接的滑块,所述连杆另一端通过接头与冷却水水源连通。
18、与现有技术相比,本实用新型技术方案的有益效果是:本实用新型提供了一种圆弧型芯及圆弧抽芯模具,
19、(1)圆弧型芯采用上下两层回旋串通水路结构,内置冷却水流水体量较大,与圆弧型芯外表面各点线的距离较为匀称,内循环水路曲折回旋流速均匀,内循环水路流速均匀,热散性比较好,冷却速度快,冷却效果好。
20、(2)采用圆弧件、分隔板、封闭盖,第二立板和第一立板进行分体生产加工,方便开孔连通水路,加工方便,而且合串水路连接准确,配合精确度高,有效提高产品竞争力。
21、(3)圆弧型芯内部的水路结构冷却效果好,方便加工,可适用于潜浇口、半边浇口、大水口圆弧类塑件注塑模具,应用面广,实用性高。
22、(4)圆弧抽芯模具具有圆弧型芯结构,对于生产过程中冷却定型时间的减少有利,快速的将塑件的热量传递给圆弧型芯,提高冷却效率,使得塑件良品率提高。
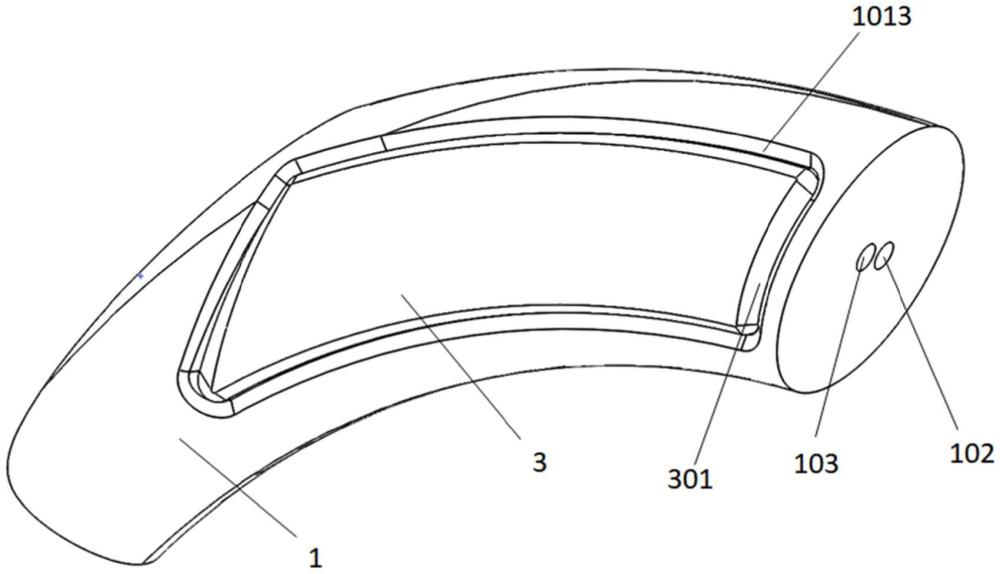
技术特征:1.一种圆弧型芯,其特征在于:包括圆弧件(1)、分隔板(2)和封闭盖(3),所述圆弧件(1)开设有弧形槽(101),所述封闭盖(3)安装在弧形槽(101)上端,
2.根据权利要求1所述的一种圆弧型芯,其特征在于:所述分隔板(2)位于弧形槽(101)的中部,所述第一通孔(102)、第二通孔(103)关于分隔板(2)对称。
3.根据权利要求1所述的一种圆弧型芯,其特征在于:所述第一立板(4)位于下层槽(1012)的中部,所述第二立板(8)位于上层槽(1011)的中部。
4.根据权利要求1所述的一种圆弧型芯,其特征在于:所述弧形槽(101)内底部安装有第一支撑圈(12),所述第一支撑圈(12)与弧形槽(101)内壁连接,所述第一支撑圈(12)顶部连接分隔板(2)。
5.根据权利要求1所述的一种圆弧型芯,其特征在于:所述弧形槽(101)内上部安装有第二支撑圈(13),所述第二支撑圈(13)与弧形槽(101)内壁连接,所述第二支撑圈(13)顶部连接封闭盖(3)底部。
6.根据权利要求1所述的一种圆弧型芯,其特征在于:所述弧形槽(101)上端沿内壁设置有第一倒角(1013),所述封闭盖(3)上端沿外壁设有第二倒角(301)。
7.根据权利要求1所述的一种圆弧型芯,其特征在于:所述封闭盖(3)与弧形槽(101)之间安装有密封圈。
8.根据权利要求1-7任一所述的一种圆弧型芯,其特征在于:还包括连杆(14),所述连杆(14)一端与圆弧件(1)连接,
9.根据权利要求8所述的一种圆弧型芯,其特征在于:所述连杆(14)另一端开设有第一侧向通孔(1403)、第二侧向通孔(1404),所述第一侧向通孔(1403)与第一连杆水路(1401)连通,所述第二侧向通孔(1404)与第二连杆水路(1402)连通。
10.一种圆弧抽芯模具,包括依次连接的面板(100)、a板(200)、b板(300)、承板(400)、方铁(500)和底板(600),所述a板(200)、b板(300)之间活动安装有第一型芯(700)和第二型芯(800),其特征在于:还包括权利要求8或9所述的圆弧型芯,所述圆弧件(1)位于a板(200)、b板(300)之间,所述承板(400)上铰接有转动杆(15),所述连杆(14)上安装有与转动杆(15)端部铰接的滑块(16),所述连杆(14)另一端通过接头(17)与冷却水水源连通。
技术总结本技术提供一种圆弧型芯及圆弧抽芯模具,属于注塑生产技术领域;包括圆弧件、分隔板和封闭盖,所述圆弧件开设有弧形槽,所述封闭盖安装在弧形槽上端,圆弧型芯采用上下两层回旋串通水路结构,内置冷却水流水体量较大,与圆弧型芯外表面各点线的距离较为匀称,内循环水路曲折回旋流速均匀,内循环水路流速均匀,热散性比较好,冷却速度快,冷却效果好。技术研发人员:刘国占,雷世俊,曾杰强,陈东武,甄涛受保护的技术使用者:安徽联塑科技实业有限公司技术研发日:20240124技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/336379.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。