一种轧机轧制过程中出现推床故障的应急方法与流程
- 国知局
- 2024-11-25 15:08:50
本发明涉及轧机推床故障应急方法,具体是一种轧机轧制过程中出现推床故障的应急方法。
背景技术:
1、宽厚板粗轧机大部分生产方式是:1)板坯出加热,经过除鳞箱,到轧机前先用推床对中,再纵轧一道次,然后将板坯转向90度,用推床对中后,横轧展宽到目标宽度,再将板坯转向90度,用推床对中后,纵轧到目标厚度。2)板坯出加热,经过除鳞箱,到轧机前将板坯转向90度,用推床对中后,横轧展宽到目标宽度,再将板坯转向90度,用推床对中后,纵轧到目标厚度。3)板坯出加热,经过除鳞箱,到轧机前用推床对中后,纵轧到目标厚度。
2、在一个宽厚板轧钢厂里,设备作业率是个重要的指标,设备作业率越高产量越高,效益就越好。设备故障是影响设备作业率重要一方面,对于轧钢厂一台轧机,推床是一个重要的钢板对中设备,发挥着重要作用,一般推床出现故障后,由于无法对钢板进行对中操作,钢板到轧机前是个斜的,不满足轧制条件,只能停机对推床进行非计划检修,检修时间从几十分钟到十几个小时不等,对轧钢厂是个不小的影响和损失。为了减少损失提高作业率,现提出一种轧机轧制过程中出现推床故障的应急方法。
技术实现思路
1、本发明的目的就是为了解决上述问题,提供了一种轧机轧制过程中出现推床故障的应急方法。
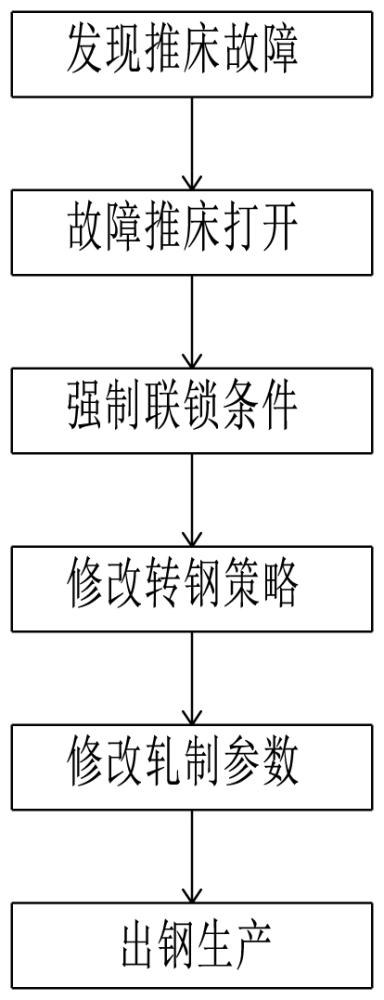
2、本发明的具体方案是:一种轧机轧制过程中出现推床故障的应急方法,包括以下步骤:
3、步骤s1:将故障推床开口度打到最大,推床控制模式切到off;
4、步骤s2:关闭故障边一对推床的液压阀门,并在阀门上挂检修牌,禁止开阀;
5、步骤s3:在input控制界面,修改转钢策略,强制在无故障推床一侧转钢;
6、步骤s4:修改后台控制,使轧机默认为故障推床一直是准备好的状态。
7、进一步的,在步骤s4中,开发制作一键强制按钮,当一边推床发生故障后,把其他准备条件完成,选择对应按钮,即可强制故障推床条件,使故障推床满足可轧钢条件,简化操作,节约时间。
8、进一步的,将轧制出口的推床开口度设置在1200㎜。
9、进一步的,降低轧钢咬入速度、轧制速度。
10、本发明具有以下有益效果:轧机工作过程中,当推床出现故障时,利用本方法,在短时间内设置好轧机的相关参数,并关闭故障推床,使故障推床不影响轧机继续工作,同时不影响故障推床检修,从而能够大幅提高轧机的工作效率,极大的降低因推床故障造成的损失。
技术特征:1.一种轧机轧制过程中出现推床故障的应急方法,其特征在于: 包括以下步骤:
2.根据权利要求1所述的一种轧机轧制过程中出现推床故障的应急方法,其特征是:在步骤s4中,开发制作一键强制按钮,当一边推床发生故障后,把其他准备条件完成,选择对应按钮,即可强制故障推床条件,使故障推床满足可轧钢条件,简化操作,节约时间。
3.根据权利要求2所述的一种轧机轧制过程中出现推床故障的应急方法,其特征是:将轧制出口的推床开口度设置在1200㎜。
4.根据权利要求1所述的一种轧机轧制过程中出现推床故障的应急方法,其特征是:降低轧钢咬入速度、轧制速度。
技术总结本发明公开了一种轧机轧制过程中出现推床故障的应急方法,包括以下步骤:步骤S1:将故障推床开口度打到最大,推床控制模式切到OFF;步骤S2:关闭故障边一对推床的液压阀门,并在阀门上挂检修牌,禁止开阀;步骤S3:在input控制界面,修改转钢策略,强制在无故障推床一侧转钢;步骤S4:修改后台控制,使轧机默认为故障推床一直是准备好的状态。轧机工作过程中,当推床出现故障时,利用本方法,在短时间内设置好轧机的相关参数,并关闭故障推床,使故障推床不影响轧机继续工作,同时不影响故障推床检修,从而能够大幅提高轧机的工作效率,极大的降低因推床故障造成的损失。技术研发人员:张旭辉,张凯,徐琦,陈英受保护的技术使用者:宝武集团鄂城钢铁有限公司技术研发日:技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/336407.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表