多模用无滑移拉丝设备的制作方法
- 国知局
- 2024-12-06 12:14:26
本发明涉及金属加工,特别是涉及一种多模用无滑移拉丝设备。
背景技术:
1、传统的拉丝机为滑移式拉丝机,如塔轮拉丝机,有多少道模具就需要使用一个多少阶梯的塔轮同时转动。各台阶的直径参考模孔尺寸,让每道模具在单位时间内丝材的体积相等,再加上适当的打滑率得出。因为模孔的理论尺寸与实际尺寸不可能完全一致,那么实际打滑率与设计打滑率存在事实上的不同。这样产生的拉拔力与实际需求的拉拔力之间不等,在金属拉拨过程中丝材会出现抖动,从而降低了拉拔质量。
2、随着拉丝技术的发展,金属拉丝趋向更细、质量要求更高。这时,无滑移拉丝机应运而生。相对传统的塔轮拉丝机是利用是金属丝材与塔轮打滑建立起来的动摩擦力来提供拉拔力,无滑移拉丝机是线材与拉丝轮的线速度完全保持一致,利用金属丝材与拉丝轮的静摩擦力来提供拉拔力。
3、但是无滑移拉丝机的结构与复杂程度远大于传统的塔轮拉丝机,因为每道模都需要使用独立的两台伺服电机各做张力摆杆与拉拔传动,而不是像传统拉丝机多道模拉拨采用一个电机同轴旋转、不需要张力机构,它无法做到如传统拉丝机那么紧凑。而且,这种无滑移拉丝机结构需要每道模有单独的拉丝液盒提供拉丝液循环更增加了其长度。一般同样模具道数,其长度一般达到传统拉丝机五倍长度。当采用这样结构来做钨丝的拉拔时,因为钨丝拉拔需要石墨乳润滑,石墨乳在进模具之前需要烘干,模具也需要加热到合适的温度才能工作。那么设备做成多少道模,就需要多少个烘炉及模具盒的加热与控温装置,设备的复杂性直线上升。另外,多个加热使能耗增加,提高了加工成本。据计算,原来塔轮结构拉丝能耗占总成本(包括但不限于机台、模具、人工、拉丝液、能源等成本)的5%提高到这种无滑移拉丝机结构占总成本的20%或以上。
4、那么,研究一种更为合理的无滑移拉丝机结构显得非常必要。
5、因此,市场上已有人作这方面的尝试,他们采用类似套娃的方式,多根空心轴采用一组大小合适的轴承一个个套起来组成同心多轴。每根轴前面加拉丝轮来驱动拉丝,后面采用多个同步带或者齿轮与各拉丝轮的伺服电机传动,张力系统采用多个伺服电机错列对齐各道模。这种结构成功地让无滑移拉丝结合了塔轮拉丝的优点,是一种成功的尝试。但是这结构具有以下缺点:
6、一、套娃结构的无滑移拉丝机是每层轴配一个轴承,轴承厚度加上轴的厚度,整个结构很容易随模数的增加而变得庞大。导致后面选不到适用的轴承,或者即使制作合适的轴承也因结构太大太重不适合使用。
7、二、张力系统采用多个伺服电机错列,但是其错列是有限的。因伺服电机的长度,多了则错列无法达成。因此,这种结构目前最多采用六模,而实际应用中,一台拉丝机最好达到九模甚或更多,也因为其复杂性使得成本高昂,所以这种结构并未获得用户的青睐。
8、有鉴于此,需要提出一种新的技术方案来解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种多模用无滑移拉丝设备,以解决现有技术中产生的纵向排列结构的无滑移拉丝机或者是套娃结构的无滑移拉丝机中存在体积大、能耗大、结构复杂、模具数量限制等问题。
2、为实现上述目的,本发明采用以下技术手段:
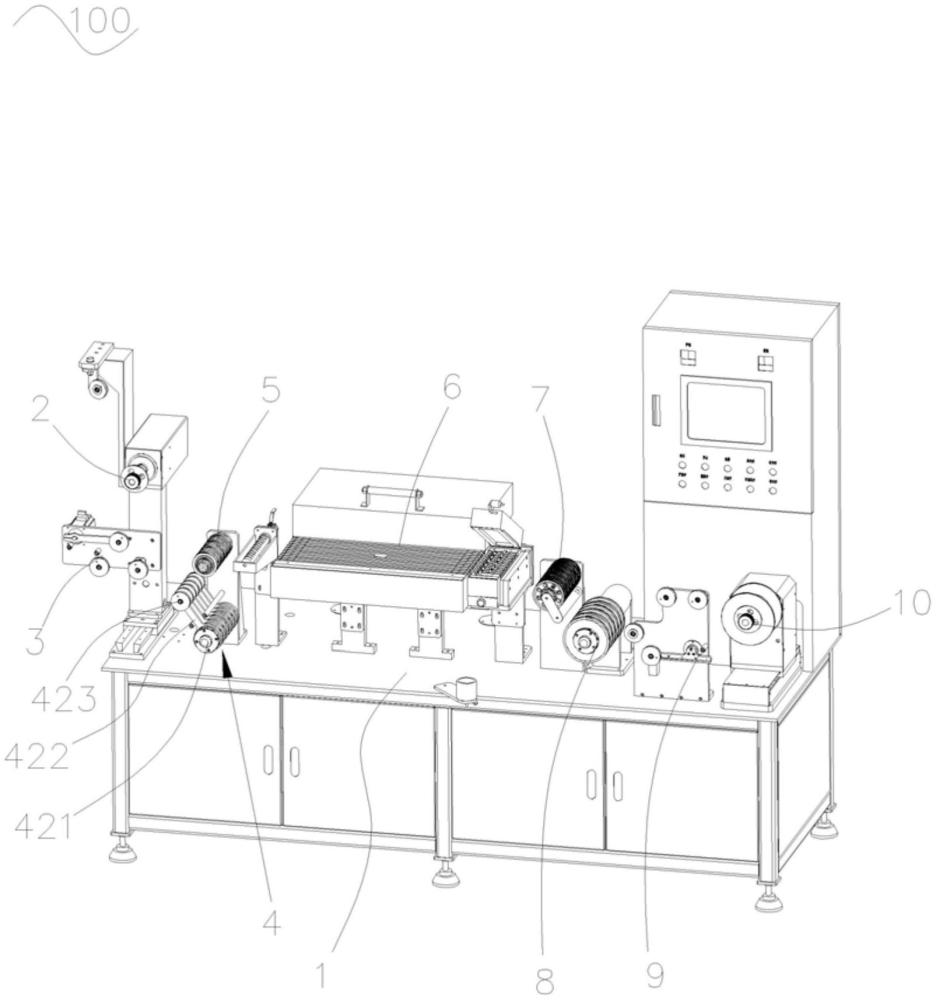
3、一种多模用无滑移拉丝设备,包括工作台,依次设在所述工作台上的放线装置、放线张力装置、中空直流无刷电机张力装置、进线导轮装置、模具安装盒、出线导轮装置、中空直流无刷电机拉丝轮装置、收线张力装置和收线装置,所述模具安装盒设有多个模孔,多个所述模孔依照孔径大小顺序排列;
4、所述中空直流无刷电机拉丝轮装置包括一根第一安装轴和同轴装设在所述第一安装轴上的多个中空直流无刷电机模组,所述中空直流无刷电机模组包括外转子拉丝驱动轮和静止安装线圈,所述静止安装线圈装设在所述第一安装轴上,所述外转子拉丝驱动轮装设在所述静止安装线圈上并相对所述静止安装线圈进行旋转;根据单位时间内通过模具安装盒的每个模孔的线材体积和每个模孔的面积,得出每个外转子拉丝驱动轮的线速度,进而得出每个外转子拉丝驱动轮的参考转速;
5、所述中空直流无刷电机张力装置包括一根第二安装轴和同轴装设在所述第二安装轴上的多个中空直流无刷张力电机模组,所述中空直流无刷张力电机模组包括大轮、摆杆和小轮,所述大轮和小轮分别设在所述摆杆的两端,所述大轮同轴装设在所述第二安装轴上,所述小轮和所述摆杆以所述大轮为中心进行摆动;
6、基于扭矩模式,通过调节中空直流无刷电机模组的扭矩大小,使线材工作于合适的张力,同时通过中空直流无刷张力电机模组的位置反馈做pid运算来微调所述外转子拉丝驱动轮的转速,使得外转子拉丝驱动轮的线速度与通过外转子拉丝驱动轮的线材的线速度完全相等。
7、本发明多模用无滑移拉丝设备采用外转子直流无刷电机做拉丝驱动轮,外转子直流无刷电机是电机外壳,即电机转动部分使用永久磁铁,静止部分安装线圈,静止安装线圈做成中空结构,利于多个中空直流无刷电机模组固定于一根第一安装轴上进行同心转动,进而实现紧凑的无滑移拉丝,将塔轮拉丝机的每层变成一个个能独立旋转、精确控制速度的驱动轮。外转子直流无刷电机可以做到非常薄,以适应多模拉丝机的模具安装距。
8、作为进一步的改进,所述中空直流无刷电机模组的厚度与所述模具安装盒的模具间距成正比。
9、作为进一步的改进,所述外转子拉丝驱动轮上套设有摩擦套,调节所述外转子拉丝驱动轮的转速,使得摩擦套的线速度与通过摩擦套的线材的线速度完全相等。
10、作为进一步的改进,所述摩擦套的材质为聚氨酯。外转子拉丝驱动轮的表面一层设有聚氨酯或类似的可以增加摩擦力的材料,在外转子拉丝驱动轮上绕一圈或者多圈使得线材与外转子拉丝驱动轮之间的静摩擦力大于拉拔力。
11、作为进一步的改进,在所述第二安装轴的方向上装设有与所述第二安装轴平行的第一限位杆和第二限位杆,所述摆杆位于所述第一限位杆和所述第二限位杆之间。通过摆杆的摆动幅度来调节通过的线材的张力,当没有线材时,小轮靠近第一限位杆,即靠近进线导轮装置的方向,此时中空直流无刷电机张力装置的线材的张力为零;有线材时摆杆摆向靠近第二限位杆,即靠近放线张力装置的方向,当接近第二限位杆时,通过中空直流无刷电机张力装置的线材的张力最大。
12、作为进一步的改进,所述模具安装盒内设有模具加热装置。
13、作为进一步的改进,所述中空直流无刷电机模组上设有位置传感器。
14、作为进一步的改进,所述大轮为驱动轮,所述小轮为从动轮。所述大轮采用中空的外转子直流无刷电机做拉拔张力驱动轮,其结构与中空直流无刷电机模组相似。
15、相比于现有技术,本发明带来以下技术效果:
16、本发明采用中空的外转子直流无刷电机做拉丝驱动轮,利用中空直流无刷电机中间是空的特点,可以把多个中空直流无刷电机串在一根轴上进行同轴心旋转,进而实现紧凑的无滑移拉丝,将塔轮拉丝机的每层变成一个个能独立旋转、精确控制速度的驱动轮。外转子直流无刷电机可以做到非常薄,以适应多模拉丝机的模具安装距。
本文地址:https://www.jishuxx.com/zhuanli/20241204/340164.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表