一种电子用铝材双模式生产装置及其生产方法与流程
- 国知局
- 2024-12-06 12:16:44
本发明涉及铝材加工制造领域,特别是一种电子用铝材双模式生产装置及其生产方法。
背景技术:
1、电子用铝材具备高表面质量的要求,该类产品的生产制备一般经过拉弯矫、清洗两道次后切边、矫直出成品。由于电子铝材特殊的表面质量要求,原设备清洗道次碱洗使用超高电导率(电导率55us/cm)的碱液,且生产速度控制在≤50m/min,生产效率较低,严重制约了设备产能,同时设备能耗成本较大。实际生产过程中,铝材成品在经过清洗设备时,头部带材还存在水痕或碱液痕缺陷,客户无法正常使用,需要退货处理,因此造成较大的经济损失。
技术实现思路
1、有鉴于此,本发明的目的是提供一种电子用铝材双模式生产装置及其生产方法,提高产品表面质量和生产效率,降低生产成本,节约了生产能耗。
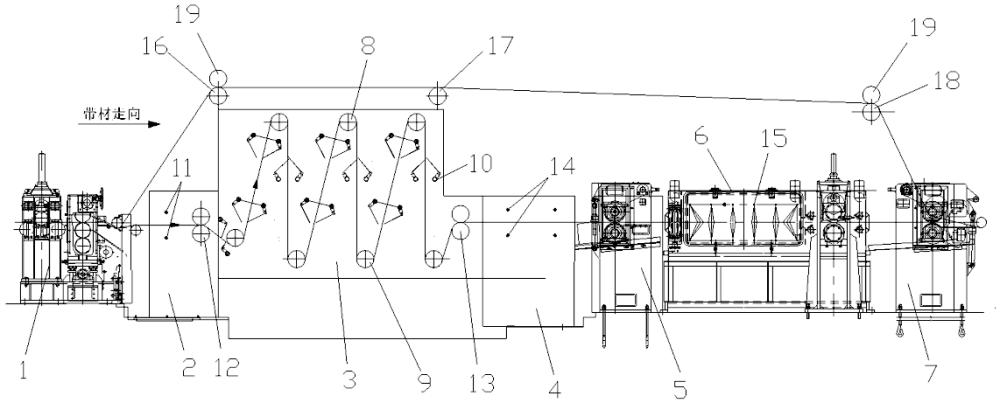
2、本发明采用以下方案实现:一种电子用铝材双模式生产装置,包括依次设置的开卷机、展平辊、圆盘剪、高压清洗箱、碱洗箱、高压漂洗箱、高压漂洗挤干辊、低压漂洗箱、低压漂洗挤干辊、烘干箱、矫直机、卷取机;所述高压清洗箱和低压漂洗箱之间区域的上方设有用以传导铝材的外导辊装置。
3、进一步的,所述碱洗箱内设有用以铝材上下往复蛇形穿带的若干上导辊和若干下导辊;碱洗箱内在铝材的传送路径上设有若干组碱洗管,每组碱洗管为两个并分布在铝材两侧,碱洗管上间隔设置有碱洗喷头,碱洗箱内在出口侧设有碱洗挤干辊。
4、进一步的,所述高压清洗箱内设有两个分布在铝材上下侧的高压清洗喷射管,高压清洗箱内在出口侧设有高压清洗挤干辊。
5、进一步的,所述高压漂洗箱内设有两组高压漂洗喷射管,每组高压漂洗喷射管为两个并分布在铝材上下侧;所述低压漂洗箱内设有若干低压漂洗喷射管,每组低压漂洗喷射管为两个并分布在铝材上下侧。
6、进一步的,所述外导辊装置包括入口导辊、中间导辊和出口导辊,其中入口导辊和出口导管上方设有压辊。
7、本发明另一技术方案:一种电子用铝材双模式生产方法,采用如上所述的电子用铝材双模式生产装置,包括以下步骤:
8、(1)电子用铝在清洗道次:铝材进行展平和圆盘剪切边后,依次进行高压清洗、碱洗、高压漂洗和低压漂洗,然后进行烘干后在卷取机上卷取;
9、(2)电子用铝在成品道次:铝材进行展平和圆盘剪切边后,经过上方的外导辊装置,然后进行矫直形成成品在卷取机上卷取。
10、进一步的,步骤(1)中铝材在碱洗箱内的米数≥12米,碱洗的碱液电导率为20-30us/cm;高压清洗、碱洗、高压漂洗和低压漂洗的温度为62±3℃,高压清洗和高压漂洗的水压为6.5~7.5mpa,低压漂洗的水压为0.3~0.4 mpa。
11、与现有技术相比,本发明具有以下有益效果:本发明电子用铝材双模式生产装置实现电子用铝材的双模式生产功能,促进了的电子用铝材的生产工艺开发优化,提高了产品的清洗质量和清洗效率,降低清洗能耗的同时也解决了成品头部水痕缺陷,提高了成品率和产品收益,降低了碱液痕或水痕造成的退货损失,提高产品表面质量和生产效率,降低生产成本,扩充设备产能,节约了生产能耗,实现了提质增效目标。
12、为使本发明的目的、技术方案及优点更加清楚明白,以下将通过具体实施例和相关附图,对本发明作进一步详细说明。
技术特征:1.一种电子用铝材双模式生产装置,其特征在于:包括依次设置的开卷机、展平辊、圆盘剪、高压清洗箱、碱洗箱、高压漂洗箱、高压漂洗挤干辊、低压漂洗箱、低压漂洗挤干辊、烘干箱、矫直机、卷取机;所述高压清洗箱和低压漂洗箱之间区域的上方设有用以传导铝材的外导辊装置。
2.根据权利要求1所述的电子用铝材双模式生产装置,其特征在于:所述碱洗箱内设有用以铝材上下往复蛇形穿带的若干上导辊和若干下导辊;碱洗箱内在铝材的传送路径上设有若干组碱洗管,每组碱洗管为两个并分布在铝材两侧,碱洗管上间隔设置有碱洗喷头,碱洗箱内在出口侧设有碱洗挤干辊。
3.根据权利要求1所述的电子用铝材双模式生产装置,其特征在于:所述高压清洗箱内设有两个分布在铝材上下侧的高压清洗喷射管,高压清洗箱内在出口侧设有高压清洗挤干辊。
4.根据权利要求1所述的电子用铝材双模式生产装置,其特征在于:所述高压漂洗箱内设有两组高压漂洗喷射管,每组高压漂洗喷射管为两个并分布在铝材上下侧;所述低压漂洗箱内设有若干低压漂洗喷射管,每组低压漂洗喷射管为两个并分布在铝材上下侧。
5.根据权利要求1所述的电子用铝材双模式生产装置,其特征在于:所述外导辊装置包括入口导辊、中间导辊和出口导辊,其中入口导辊和出口导管上方设有压辊。
6.一种电子用铝材双模式生产方法,采用如权利要求1所述的电子用铝材双模式生产装置,其特征在于:包括以下步骤:
7.根据权利要求6所述的电子用铝材双模式生产方法,其特征在于:步骤(1)中铝材在碱洗箱内的米数≥12米,碱洗的碱液电导率为20-30us/cm;高压清洗、碱洗、高压漂洗和低压漂洗的温度为62±3℃,高压清洗和高压漂洗的水压为6.5~7.5mpa,低压漂洗的水压为0.3~0.4 mpa。
技术总结本发明涉及一种电子用铝材双模式生产装置及其生产方法,包括依次设置的开卷机、展平辊、圆盘剪、高压清洗箱、碱洗箱、高压漂洗箱、高压漂洗挤干辊、低压漂洗箱、低压漂洗挤干辊、烘干箱、矫直机、卷取机;所述高压清洗箱和低压漂洗箱之间区域的上方设有用以传导铝材的外导辊装置。本发明电子用铝材双模式生产装置实现电子用铝材的双模式生产功能,促进了的电子用铝材的生产工艺开发优化,提高了产品的清洗质量和清洗效率,降低清洗能耗的同时也解决了成品头部水痕缺陷,提高了成品率和产品收益,降低了碱液痕或水痕造成的退货损失,提高产品表面质量和生产效率,降低生产成本,扩充设备产能,节约了生产能耗,实现了提质增效目标。技术研发人员:王莹,林世英,张贵昌,刘智强,许日云,严哲清,郑凡,骆青泉,曾红春受保护的技术使用者:中铝瑞闽股份有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340402.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表