齿轮倒棱铣床夹具的制作方法
- 国知局
- 2024-12-06 12:16:17
本发明涉及齿轮加工领域,特别涉及一种齿轮倒棱铣床夹具。
背景技术:
1、为提高齿轮齿面棱角应力过于集中的问题,常采取对齿廓端部与齿面形成的尖角进行倒棱。对于齿轮的倒棱加工,针对精度和外观要求较低的齿轮,一般采用砂轮片倒棱机上进行加工。但针对精度和外观要求较高的齿轮,则采用数控铣削或数控倒棱机上进行加工,加工时需校正齿轮基准圆(定位)和单齿的角度(定向),校正工作耗时较多,影响齿轮倒棱的效率。
技术实现思路
1、为了解决上述技术问题,本发明提供一种结构简单、操作方便、工作效率高的齿轮倒棱铣床夹具。
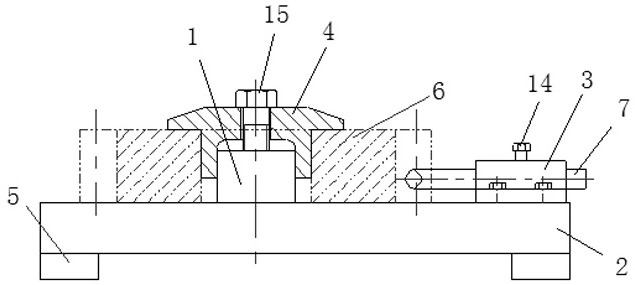
2、本发明解决上述技术问题的技术方案是:一种齿轮倒棱铣床夹具,包括定位轴、底座、定向锁死机构、定位压紧套,所述底座底部两侧对称设置两个定向键,底座通过定向键定位在数控铣削设备的工作台面上,底座上表面中部设有定位轴,待加工齿轮套设于定位轴下部,定位压紧套套设于定位轴上部且压紧待加工齿轮,底座上表面一侧固定设有定向锁死机构,定向锁死机构上设有移动轴,移动轴靠近定位轴一端设有定向球。
3、上述齿轮倒棱铣床夹具,所述定位压紧套包括套体,套体底部中间设有用于供定位轴插入的插槽,定位压紧套上部外圆上向外凸设一圈环形的压紧边,压紧边压在待加工齿轮上,定位压紧套顶部中间设有与插槽连通的通孔,压紧螺栓穿过定位压紧套的通孔后与定位轴顶部的螺纹孔螺纹连接,从而将定位压紧套紧压在待加工齿轮上。
4、上述齿轮倒棱铣床夹具,所述定向锁死机构包括座体,座体通过螺栓固定安装在底座上,座体上设有供移动轴插入的插孔,所述移动轴插设于插孔中,座体上设有用于锁紧移动轴在插孔中所在位置的锁紧螺栓。
5、上述齿轮倒棱铣床夹具,所述套体外圆与待加工齿轮基准内孔配合,插槽槽壁与定位轴外圆配合,配合总间隙小于等于0.015mm。
6、本发明的有益效果在于:本发明可通过更换定位压紧套来满足不同内孔的齿轮定位,移动轴移动不同位置并使定向球贴紧齿槽的两侧面,可满足不同齿数的齿轮定向。本发明结构较简单、制造工艺性好,对于专业齿轮制造企业具有推广价值。
技术特征:1.一种齿轮倒棱铣床夹具,其特征在于:包括定位轴、底座、定向锁死机构、定位压紧套,所述底座底部两侧对称设置两个定向键,底座通过定向键定位在数控铣削设备的工作台面上,底座上表面中部设有定位轴,待加工齿轮套设于定位轴下部,定位压紧套套设于定位轴上部且压紧待加工齿轮,底座上表面一侧固定设有定向锁死机构,定向锁死机构上设有移动轴,移动轴靠近定位轴一端设有定向球。
2.根据权利要求1所述的齿轮倒棱铣床夹具,其特征在于:所述定位压紧套包括套体,套体底部中间设有用于供定位轴插入的插槽,定位压紧套上部外圆上向外凸设一圈环形的压紧边,压紧边压在待加工齿轮上,定位压紧套顶部中间设有与插槽连通的通孔,压紧螺栓穿过定位压紧套的通孔后与定位轴顶部的螺纹孔螺纹连接,从而将定位压紧套紧压在待加工齿轮上。
3.根据权利要求1所述的齿轮倒棱铣床夹具,其特征在于:所述定向锁死机构包括座体,座体通过螺栓固定安装在底座上,座体上设有供移动轴插入的插孔,所述移动轴插设于插孔中,座体上设有用于锁紧移动轴在插孔中所在位置的锁紧螺栓。
4.根据权利要求2所述的齿轮倒棱铣床夹具,其特征在于:所述套体外圆与待加工齿轮基准内孔配合,插槽槽壁与定位轴外圆配合,配合总间隙小于等于0.015mm。
技术总结本发明公开了一种齿轮倒棱铣床夹具,包括定位轴、底座、定向锁死机构、定位压紧套,所述底座底部两侧对称设置两个定向键,底座通过定向键定位在数控铣削设备的工作台面上,底座上表面中部设有定位轴,待加工齿轮套设于定位轴下部,定位压紧套套设于定位轴上部且压紧待加工齿轮,底座上表面一侧固定设有定向锁死机构,定向锁死机构上设有移动轴,移动轴靠近定位轴一端设有定向球。本发明可通过更换定位压紧套来满足不同内孔的齿轮定位,移动轴移动不同位置并使定向球贴紧齿槽的两侧面,可满足不同齿数的齿轮定向。本发明结构较简单、制造工艺性好。技术研发人员:成钢,李楠贵,周敏,谢伟华,张鑫受保护的技术使用者:江麓机电集团有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340350.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
圆管激光打标自动化设备
下一篇
返回列表