一种数控四五轴转台在数控机床上应用的检测方法及系统与流程
- 国知局
- 2024-12-06 12:15:31
本发明涉及数控机床,尤其涉及一种数控四五轴转台在数控机床上应用的检测方法及系统。
背景技术:
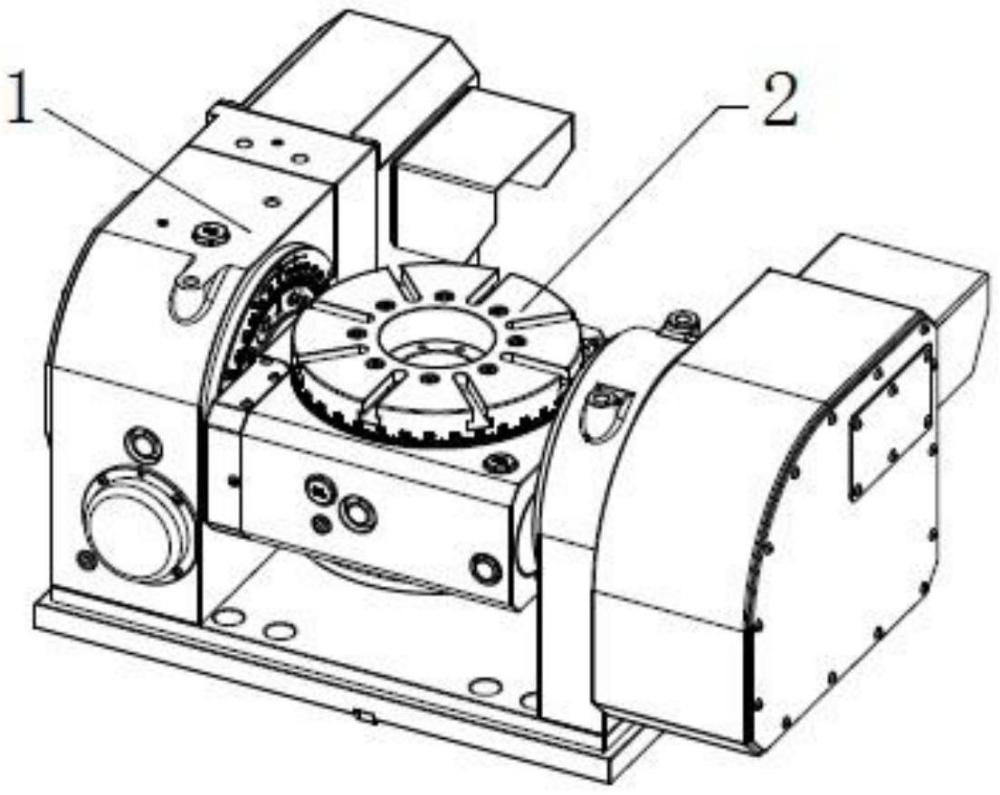
1、数控五轴联动机床是一种包含科技含量、高精密度都非常高且可用于加工复杂曲面的数控机床。目前立式加工中心三个直线轴搭配数控四五轴转台的两个回转轴即可实现五轴五联动功能,一般数控四五轴转台具有两个轴,分别为倾斜轴a轴,旋转轴c轴。通常a轴并非具有360度旋转功能,而是具有正、负方向行程极限硬限位功能,而c轴往往具备360度旋转功能的。
2、现有的应用于机床上的数控四五轴转台通常采用的检测方法是:通过在不同坐标轴的作用下加工一系列具有规定尺寸的工件,测量这些工件的实际尺寸与理论尺寸之间的偏差,以此评估机床的位置精度;同时通过测量不同轴之间的相对位置误差(如水平位移误差和垂直位移误差等)来评估轴间误差;此外,还会通过加工圆柱和球形等特殊形状的工件,测量工件表面的圆度和球度来评估旋转轴的精度。这种方法虽然能够全面评估五轴联动加工中心的位置精度、轴间误差、旋转轴精度、加工重复定位精度和轴向刚度等关键指标,但实际操作起来耗时耗力,需要使用多种不同类型的工件进行测试,这不仅极大地浪费了生产材料,还降低了生产效率。
技术实现思路
1、本申请提供一种数控四五轴转台在数控机床上应用的检测方法及系统,解决了现有技术中数控四五轴转台在数控机床应用各轴坐标系之间的位置关系难以确定,检测方法操作浪费生产材料,降低生产效率的技术问题。
2、本申请提供一种数控四五轴转台在数控机床上应用的检测方法,包括:
3、建立a轴和c轴的机械原点;
4、计算主轴零点于工作台面的z轴机械坐标;
5、获取c轴轴向中心于x/y平面的位置,获取a轴轴向中心相对于c轴轴向中心的坐标,计算a轴轴向中心相对于c轴工作台面的中心点坐标,建立数控机床上系统于c轴工作台面中心点与相对于该中心点的a轴轴向中心位置。
6、在一些实施例中,所述建立a轴和c轴的机械原点,包括:
7、对a轴和c轴执行原点复归;
8、将第一测量模块吸附在主轴上,旋转a轴,测得工作台面处于水平状态下a轴的机械坐标;
9、将c轴机械原点旋转至某一特定位置,测得c轴的机械坐标。
10、在一些实施例中,将a轴和c轴再次执行原点复归,第一测量模块吸附在主轴上的位置不变;
11、再次旋转a轴,测得工作台面处于水平状态下a轴的机械坐标;
12、将c轴机械原点旋转至某一特定位置,测得c轴的机械坐标。
13、在一些实施例中,对a轴和c轴的静态与动能进行检验,测量a轴和c轴的背隙并进行背隙补正。
14、在一些实施例中,将a轴和c轴背隙补正的机械坐标数值转换为0°至360°的角度数值。
15、在一些实施例中,所述计算主轴零点于工作台面的z轴机械坐标包括:
16、在工作台面上设置第二测量模块,移动z轴到指定位置,使第二测量模块测量主轴端面与工作台面之间的距离l,同时测量z轴当前位置无背隙机械坐标zo;
17、移动z轴使主轴端面与工作台面接触,得到主轴零点于工作台面的z轴机械坐标zc=zo-l。
18、在一些实施例中,所述获取c轴轴向中心在xy平面上的位置包括:
19、将工作台面调整至水平状态,在工作台面上设置第三测量模块,调整第三测量模块的中心与c轴的轴向中心重叠,将第一测量模块吸附在主轴上,第一测量模块的探针放置于第三测量模块的内壁,旋转c轴同时调整第三测量模块的位置使第一测量模块的测量数值不变;
20、将第三测量模块固定在工作台面上,移动移动x/y轴使c轴的轴向中心于主轴旋转中心重叠,将第一测量模块吸附在主轴端面上,第一测量模块的探针与第三测量模块的内壁接触,转动主轴使第一测量模块的测量数值不变;
21、记录此状态下x轴所在位置无背隙机械坐标数值xc,y轴所在位置无背隙机械坐标数值yc。
22、在一些实施例中,所述获取a轴轴向中心相对于c轴轴向中心的坐标包括:
23、将第三测量模块同心固定在工作台面上,第一测量模块吸附在主轴上,第一测量模块的探针位于第三测量模块内部,获得x/y轴所在位置无背隙机械坐标数值(x1/y1);
24、上移z轴第一测量模块远离第三测量模块,工作台面朝y-方向移动,调整工作台面至垂直状态,下移z轴至第一测量模块探针与工作台面记录z轴机械坐标数值;
25、工作台面朝y+方向移动,使第一测量模块触碰工作台面且度数为零,记录此y轴所在位置无背隙机械坐标数值y2;
26、将工作台面朝y-方向移动并向下移动z轴至第一测量模块探针量测到第三测量模块内侧下缘面的高度,朝y+方向移动工作台面,使第一测量模块探针位于第三测量模块内,下移z轴使至第一测量模块探针量测到第三测量模块内侧下缘面的高度,记录此z轴所在位置无背隙机械坐标数值z2;
27、将工作台面朝y-方向移动并向上移动z轴至第一测量模块探针量测到第三测量模块内侧下缘面的高度,调整工作台面处于水平状态,朝y+方向移动工作台面,使第一测量模块探针位于第三测量模块内,下移z轴使至第一测量模块探针量测到第三测量模块内侧下缘面的高度,记录此z轴所在位置无背隙机械坐标数值z1。
28、在一些实施例中,所述计算a轴轴向中心相对于c轴工作台面的中心点坐标,计算公式如下:
29、v1=∣y1-y2∣=zca-yca+r………(1)
30、v2=∣z1-z2∣=yca+zca+r………(2)
31、(1)+(2)=v1+v2=2×zca+2×r zca=(v1+v2)/2-r
32、将zac值带入(1)式内,得出yca=∣z1-z2∣-r-zca
33、若∣z1-z2∣-r>zca则yca的解将为正值,则a轴位于c轴左侧;
34、若∣z1-z2∣-r<zca则yca的解将为负值,则a轴位于c轴右侧;
35、yca为a轴1轴向中心相对于c轴2工作台面5中心点之y分量,zca为a轴1轴向中心相对于c轴2工作台面5中心点值z分量,r为环规内圆半径数值。
36、一种检测系统,包括:
37、第一测量模块,其用于测量a/c轴的机械坐标;
38、第二测量模块,其用于测量主轴端面与工作台面接触时的z轴机械坐标;
39、第三测量模块,其用于测量a轴轴向中心相对于c轴轴向中心的坐标,以及x/y轴所在位置无背隙机械坐标。
40、本申请有益效果如下:
41、通过建立坐标系及各轴间位置关系,可以准确抓取数控四五轴转台相对于数控机床x/y/z三轴间的位置关系。
技术特征:1.一种数控四五轴转台在数控机床上应用的检测方法,其特征在于,包括:
2.如权利要求1所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,所述建立a轴和c轴的机械原点,包括:
3.如权利要求2所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,将a轴和c轴再次执行原点复归,第一测量模块吸附在主轴上的位置不变;
4.如权利要求2所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,对a轴和c轴的静态与动能进行检验,测量a轴和c轴的背隙并进行背隙补正。
5.如权利要求1所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,将a轴和c轴背隙补正的机械坐标数值转换为0°至360°的角度数值。
6.如权利要求1所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,所述计算主轴零点于工作台面的z轴机械坐标包括:
7.如权利要求1所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,所述获取c轴轴向中心在xy平面上的位置包括:
8.如权利要求1所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,所述获取a轴轴向中心相对于c轴轴向中心的坐标包括:
9.如权利要求8所述的数控四五轴转台在数控机床上应用的检测方法,其特征在于,所述计算a轴轴向中心相对于c轴工作台面的中心点坐标,计算公式如下:
10.一种检测系统,其特征在于,包括:
技术总结本发明公开一种数控四五轴转台在数控机床上应用的检测方法及系统,包括:建立A轴和C轴的机械原点;计算主轴零点于工作台面的Z轴机械坐标;获取C轴轴向中心于X/Y平面的位置,获取A轴轴向中心相对于C轴轴向中心的坐标,计算A轴轴向中心相对于C轴工作台面的中心点坐标,建立数控机床上系统于C轴工作台面中心点与相对于该中心点的A轴轴向中心位置。通过建立坐标系及各轴间位置关系,可以准确抓取数控四五轴转台相对于数控机床X/Y/Z三轴间的位置关系。技术研发人员:吴圣秋,胡伟,阎哲,邓兵,黄娜受保护的技术使用者:综欣恒盛(天津)科技有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340270.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表