一种2A12铝合金挤压棒材组织均匀性的提高方法与流程
- 国知局
- 2024-12-06 12:17:50
本发明涉及铝合金制备,尤其涉及一种2a12铝合金挤压棒材组织均匀性的提高方法。
背景技术:
1、2a12铝合金是al-cu-mg系中的典型硬铝合金,其综合性能较好。该合金具有强度高、耐热性的特点,可用作150°c以下的工作零件,广泛用于飞机结构、铆钉、卡车轮毂、螺旋桨元件及其他结构件。
2、挤压是对放在挤压筒内的金属锭坯从一端施加压力,强迫其从特定的模孔中流出,获得所需要断面形状和尺寸的制品的工艺手段。在挤压过程中,金属锭坯外层受到挤压筒内壁和模具的摩擦作用,导致挤压制品组织在断面与长度方向上都不均匀,一般会出现头部晶粒很大、尾部晶粒细小,中心晶粒粗大、外层晶粒细小(热处理后产生粗晶环的制品除外)的问题。同样的,2a12铝合金挤压的大规格棒材(直径φ250~φ300mm)的低倍组织经常会出现均匀性差的情况,导致用大规格棒材加工后的产品阳极氧化后产生较大色差。
3、2a12铝合金大规格挤压棒材组织的不均匀性,与挤压比有较大关系,还与锭坯的均热处理有关,均热不合理,对挤压棒材的组织均匀性影响较大。因此,提供一种提高2a12铝合金棒材组织均匀性的方法具有重要意义。
技术实现思路
1、本发明解决的技术问题在于提供一种2a12铝合金挤压棒材组织均匀性的提高方法,本申请提供的方法可提高2a12铝合金挤压棒材的组织均匀性,进而提高2a12铝合金挤压棒材的性能均匀性。
2、有鉴于此,本申请提供了一种2a12铝合金挤压棒材组织均匀性的提高方法,包括以下步骤:
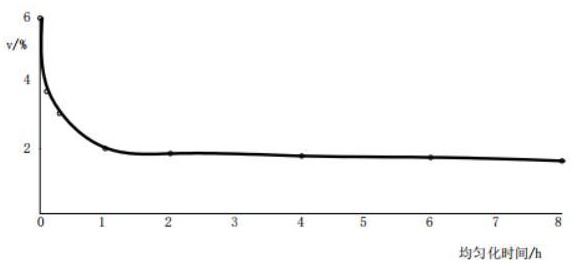
3、s1)将2a12铝合金铸锭进行均匀化退火,所述均匀化退火的温度为480~495℃,保温时间为3~5h;
4、s2)将步骤s1)得到的铝合金铸锭进行加热,将加热后的铝合金铸锭进行盲模镦粗;
5、s3)将步骤s2)得到的铝合金铸锭进行挤压,所述挤压的挤压比为7.1~10.3;
6、s4)将步骤s3)得到的铝合金棒材进行固溶淬火,最后进行自然时效。
7、优选的,步骤s1)中,所述均匀化退火的温度为485~495℃,保温时间为4h。
8、优选的,步骤s2)中,所述加热的温度为440~460℃。
9、优选的,步骤s3)中,所述挤压的挤压速度≤0.6m/min。
10、优选的,步骤s3)中,所述挤压的挤压比为7.11~10.24。
11、优选的,步骤s4)中,所述固溶的温度为490~500℃,所述淬火的水温为20~40℃。
12、优选的,步骤s4)中,所述自然时间的时间>96h。
13、优选的,步骤s1)中,2a12铝合金铸锭的直径为φ550mm,步骤s2)中,所述盲模镦粗的挤压筒的直径为φ800mm,所述镦粗比为2.1。
14、优选的,步骤s3)中,所述挤压的挤压筒直径为φ800mm,所述挤压后的铝合金棒材的直径为φ250~φ300mm。
15、优选的,所述2a12铝合金铸锭中mn的含量为0.30~0.90wt%。
16、本申请提供了一种2a12铝合金挤压棒材组织均匀性的提高方法,其首先将2a12铝合金铸锭进行均匀化退火,再将铝合金铸锭进行加热,然后将铝合金铸锭进行盲模镦粗,之后挤压处理后进行固溶淬火、自然时效,即得到2a12铝合金挤压棒材;在本申请提供的方法中,本申请采用特定的均匀化退火制度,使得合金中的mnal6弥散质点来不及集聚长大,在后续挤压时由于模具几何约束与强烈的摩擦作用,使外层金属流动滞后于中心部分,外层金属内呈很大的应力梯度和附加拉应力状态,因此促进mn的析出,使固溶体的再结晶温度降低,产生一次再结晶,但因第二相由晶内析出后呈弥散质点状态分布在晶界上,阻碍了晶粒的集聚长大,可挤压出组织均匀一致性较好的大规格棒材;而后进行的盲模镦粗,使铝合金铸锭在挤压筒内发生一次预变形,有利于获得组织均匀的棒材,最后限定较高的挤压比进一步保证了2a12铝合金棒材的组织均匀性;综上,本申请提供的方法提高了2a12铝合金挤压棒材的组织均匀性,实现了不同位置性能的均匀性。
技术特征:1.一种2a12铝合金挤压棒材组织均匀性的提高方法,包括以下步骤:
2.根据权利要求1所述的提高方法,其特征在于,步骤s1)中,所述均匀化退火的温度为485~495℃,保温时间为4h。
3.根据权利要求1所述的提高方法,其特征在于,步骤s2)中,所述加热的温度为440~460℃。
4.根据权利要求1所述的提高方法,其特征在于,步骤s3)中,所述挤压的挤压速度≤0.6m/min。
5.根据权利要求1所述的提高方法,其特征在于,步骤s3)中,所述挤压的挤压比为7.11~10.24。
6.根据权利要求1所述的提高方法,其特征在于,步骤s4)中,所述固溶的温度为490~500℃,所述淬火的水温为20~40℃。
7.根据权利要求1所述的提高方法,其特征在于,步骤s4)中,所述自然时间的时间>96h。
8.根据权利要求1所述的提高方法,其特征在于,步骤s1)中,2a12铝合金铸锭的直径为φ550mm,步骤s2)中,所述盲模镦粗的挤压筒的直径为φ800mm,所述镦粗比为2.1。
9.根据权利要求8所述的提高方法,其特征在于,步骤s3)中,所述挤压的挤压筒直径为φ800mm,所述挤压后的铝合金棒材的直径为φ250~φ300mm。
10.根据权利要求1~9任一项所述的提高方法,其特征在于,所述2a12铝合金铸锭中mn的含量为0.30~0.90wt%。
技术总结本发明提供了一种2A12铝合金挤压棒材组织均匀性的提高方法,包括以下步骤:S1)将2A12铝合金铸锭进行均匀化退火;S2)将步骤S1)得到的铝合金铸锭进行加热,将加热后的铝合金铸锭进行盲模镦粗;S3)将步骤S2)得到的铝合金铸锭进行挤压;S4)将步骤S3)得到的铝合金棒材进行固溶淬火,最后进行自然时效。本申请提供的方法中通过缩短2A12铝合金铸锭的均匀化退火保温时间,采用盲模对铸锭进行镦粗以及增大2A12铝合金铸锭挤压比的手段共用,提高了大规格2A12铝合金挤压棒材组织均匀性,从而改善了2A12铝合金棒材的力学性能均匀性,进而改善了铝合金棒材加工后的产品阳极氧化色差。技术研发人员:张玉春受保护的技术使用者:西南铝业(集团)有限责任公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340507.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表