一种高速磨削冷却喷嘴
- 国知局
- 2024-12-06 12:19:26
本发明涉及磨削机加工设备,具体为一种高速磨削冷却喷嘴。
背景技术:
1、砂轮在磨削过程中为高速旋转状态,空气层在旋转砂轮周边形成了空气边界层,进而会阻碍冷却液进入磨削弧区,这种现象被称为“气障”现象,砂轮转速越高,空气流动速度就越大,气障现象也越明显,冷却液就越难被注入到磨削区域,从而既严重影响加工质量,又限制了磨削加工的效率。因为“气障”现象的产生,常规的磨削冷却喷嘴在对砂轮进行冷却喷淋时,实际磨削液有效流量不足喷嘴总体流量的50%,难以达到有效冷却。
2、通过检索,现有技术中已有磨削或者机加工冷却喷嘴或者冷却装置的技术文献公开。例如公开号为“cn107081680a”名称为“一种可自动调节磨削液流量的刷式喷嘴”的发明专利。公开了一种可自动调节磨削液流量的刷式喷嘴,包括刷式喷嘴和流量自动调节系统。所述的刷式喷嘴包括万向竹节管和中空纤维束,万向竹节管包裹中空纤维束构成刷式喷嘴,中空纤维束的末端紧贴砂轮工作面能够破坏砂轮表面气障层,使得中空纤维束喷出的磨削液能够有效进入磨削区进行润滑冷却;所述流量自动调节系统包括阀体、阀芯、电机、齿轮和力传感器,当磨削力变化时,安装在夹具上力传感器发出反馈信号,电机通过齿轮调节阀芯转过合适的角度来控制阀体内腔的纤维开口数量,从而控制进入磨削区的磨削液流量,实现磨削液流量的自动调节。该对比文件利用中空纤维束破除气障现象,其效果依然有限。
3、例如公开号为“cn102430982a”名称为“砂轮气流场辅助注入磨削液的方法及装置”的发明专利。公开了一种砂轮气流场辅助注入磨削液的方法及装置,它将供给磨削液喷嘴的位置设在楔形磨削区气流场返回流之上,且与砂轮圆周相切,喷嘴喷出磨削液的速度和砂轮圆周速度相等,借助砂轮速度和在楔形磨削区气流场压力和速度的迅速增高获得的能量,辅助磨削液注入切削区。该对比文件对磨削液喷嘴位置进行了优化调节,可以不需要破除气障现象有效喷淋冷却液,但对喷淋的速度需要精确控制,控制难度较大,并且和本发明目的旨在破除气障现象的初衷不同。
4、例如公开号为“cn219129594u”名称为“一种车用曲轴表面磨削精加工冷却喷嘴结构”的实用新型专利。公开了一种车用曲轴表面磨削精加工冷却喷嘴结构,喷嘴盖通过内六角圆柱头螺钉连接至上喷嘴体,再将两组密封螺栓和密封与上喷嘴体相连接;左右侧喷嘴部分是通过将密封圈、上喷嘴管接头、上喷嘴部件一、上喷嘴部件二、上喷嘴部件三安装在上喷嘴左连接块、上喷嘴右连接块上,形成左右侧喷嘴结构。主喷嘴部分中的上喷嘴体两侧各开一个出水口,将左右侧喷嘴部分安装在两侧出水口位置,并通过内六角圆柱头螺钉连接,形成完整的喷嘴结构。该对比文件设计了双出水口的冷却喷嘴,但其并不能解决气障现象的技术问题。
5、因此提出在本领域内提出一种可以破除气障有效冷却的高速磨削冷却喷嘴具有重要的意义。
技术实现思路
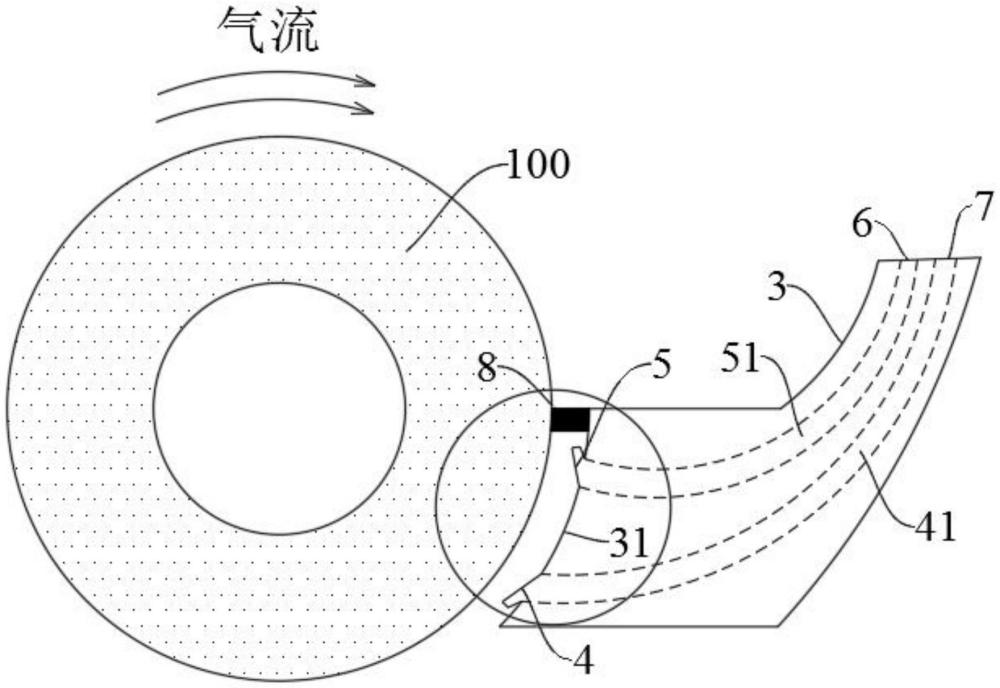
1、针对现有技术的不足,本发明提供了一种高速磨削冷却喷嘴,包括壳体,在壳体一端开设进水口、另一端开设出水口,在进水口上方还设有毛刷,所述出水口包括至少一个上出水口和下出水口,所述上出水口喷淋方向和砂轮旋转方向相反,所述下出水口喷淋方向和砂轮旋转方向相同,上出水口和下出水口均和进水口连通。
2、进一步地,所述上出水口和下出水口的喷淋方向均和砂轮外缘相切。
3、进一步地,所述壳体一端为圆弧段,所述上出水口和下出水口数量各位一个且均开设于圆弧段上,进水口包括进水口一和进水口二,上出水口和进水口一通过空腔一连通,下出水口和进水口二通过空腔二连通。
4、进一步地,所述圆弧段和砂轮同心。
5、进一步地,所述上出水口和下出水口开口端包括和圆弧段连接的切线引导段,所述切线引导段延申方向和砂轮外缘相切。
6、进一步地,所述圆弧段覆盖砂轮外缘弧长的10%~15%,上出水口和下出水口分别开设于圆弧段的上下两端。
7、进一步地,在上出水口和下出水口之间的圆弧段上开设进气口,进气口通过空腔三和空腔二连通,进气口开口端包括和圆弧段连接的引导面,引导面延申方向和砂轮旋转方向相反。
8、进一步地,所述空腔三内径从进气口至空腔二单调减小。
9、进一步地,所述上出水口和下出水口开口扁平,厚度不小于砂轮厚度。
10、或者,在上出水口和下出水口之间的圆弧段上连接若干齿状凸起,所述齿状凸起延申方向和砂轮旋转方向相反。
11、与现有技术相比,本申请的技术方案具备以下有益效果:
12、本发明涉及的冷却喷嘴,反向喷淋的上出水口和贴合砂轮的毛刷协同作用,可以有效破除气障,同向喷淋的下出水口,可以在砂轮自转作用下将冷却液带动至磨削区域,从而不受气障影响有效对磨削区域进行冷却。
技术特征:1.一种高速磨削冷却喷嘴,包括壳体(3),在壳体(3)一端开设进水口、另一端开设出水口,在进水口上方还设有毛刷(8),其特征在于:所述出水口包括至少一个上出水口(5)和下出水口(4),所述上出水口(5)喷淋方向和砂轮(100)旋转方向相反,所述下出水口(4)喷淋方向和砂轮(100)旋转方向相同,上出水口(5)和下出水口(4)均和进水口连通。
2.如权利要求1所述的速磨削冷却喷嘴,其特征在于:所述上出水口(5)和下出水口(4)的喷淋方向均和砂轮(100)外缘相切。
3.如权利要求2所述的速磨削冷却喷嘴,其特征在于:所述壳体(3)一端为圆弧段(31),所述上出水口(5)和下出水口(4)数量各位一个且均开设于圆弧段(31)上,进水口包括进水口一(6)和进水口二(7),上出水口(5)和进水口一(6)通过空腔一(51)连通,下出水口(4)和进水口二(7)通过空腔二(41)连通。
4.如权利要求3所述的速磨削冷却喷嘴,其特征在于:所述圆弧段(31)和砂轮(100)同心。
5.如权利要求4所述的速磨削冷却喷嘴,其特征在于:所述上出水口(5)和下出水口(4)开口端包括和圆弧段(31)连接的切线引导段(32),所述切线引导段(32)延申方向和砂轮(100)外缘相切。
6.如权利要求5所述的速磨削冷却喷嘴,其特征在于:所述圆弧段(31)覆盖砂轮(100)外缘弧长的10%~15%,上出水口(5)和下出水口(4)分别开设于圆弧段(31)的上下两端。
7.如权利要求6所述的速磨削冷却喷嘴,其特征在于:在上出水口(5)和下出水口(4)之间的圆弧段(31)上开设进气口(33),进气口(33)通过空腔三(331)和空腔二(41)连通,进气口(33)开口端包括和圆弧段(31)连接的引导面(332),引导面(332)延申方向和砂轮(100)旋转方向相反。
8.如权利要求7所述的速磨削冷却喷嘴,其特征在于:所述空腔三(331)内径从进气口(33)至空腔二(41)单调减小。
9.如权利要求8所述的速磨削冷却喷嘴,其特征在于:所述上出水口(5)和下出水口(4)开口扁平,厚度不小于砂轮(100)厚度。
10.如权利要求6所述的速磨削冷却喷嘴,其特征在于:在上出水口(5)和下出水口(4)之间的圆弧段(31)上连接若干齿状凸起(34),所述齿状凸起(34)延申方向和砂轮(100)旋转方向相反。
技术总结一种高速磨削冷却喷嘴,包括壳体,在壳体一端开设进水口、另一端开设出水口,在进水口上方还设有毛刷,所述出水口包括至少一个上出水口和下出水口,所述上出水口喷淋方向和砂轮旋转方向相反,所述下出水口喷淋方向和砂轮旋转方向相同,上出水口和下出水口均和进水口连通。本发明涉及的冷却喷嘴,反向喷淋的上出水口和贴合砂轮的毛刷协同作用,可以有效破除气障,同向喷淋的下出水口,可以在砂轮自转作用下将冷却液带动至磨削区域,从而不受气障影响有效对磨削区域进行冷却。技术研发人员:张高峰,杨上慧,邓阳,梁昶,肖航,杨兴发,李锟受保护的技术使用者:长沙学院技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340605.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表