厨具面板玻璃的激光成型方法与系统与流程
- 国知局
- 2024-12-06 12:24:34
本发明涉及激光快速成形设备,控制系统,信号传输等,尤其涉及一种厨具面板玻璃的激光成型方法与系统。
背景技术:
1、在厨具玻璃面板的生产工艺中,需要对厨具玻璃面板进行切割、打孔,雕刻图形、字体等成型处理。目前,厨具玻璃面板的切割、打孔,雕刻图形、字体等成型处理工艺主要包括制作图形、字体对应的磨具,通过遮挡,利用酸性物质对玻璃进行腐蚀,制作出对应的图案。这些成型处理工艺中,磨具制作过程步骤繁琐,更换纹路、款式、大小极不方便,生产有耗材,且有废液产生,成本高,不环保。
2、综上所述,现有厨具玻璃面板加工成型存在成本高,不环保,磨具制作过程步骤繁琐,更换纹路、款式、大小不方便等技术问题。
技术实现思路
1、针对上述现有技术存在的不足,本发明提供一种厨具面板玻璃的激光成型方法与系统,以降低厨具玻璃面板的加工成型成本,环保成型,避免磨具制作,实现纹路、款式、大小的便利更换和定义。
2、第一方面,本发明提供一种厨具面板玻璃的激光成型方法,包括:
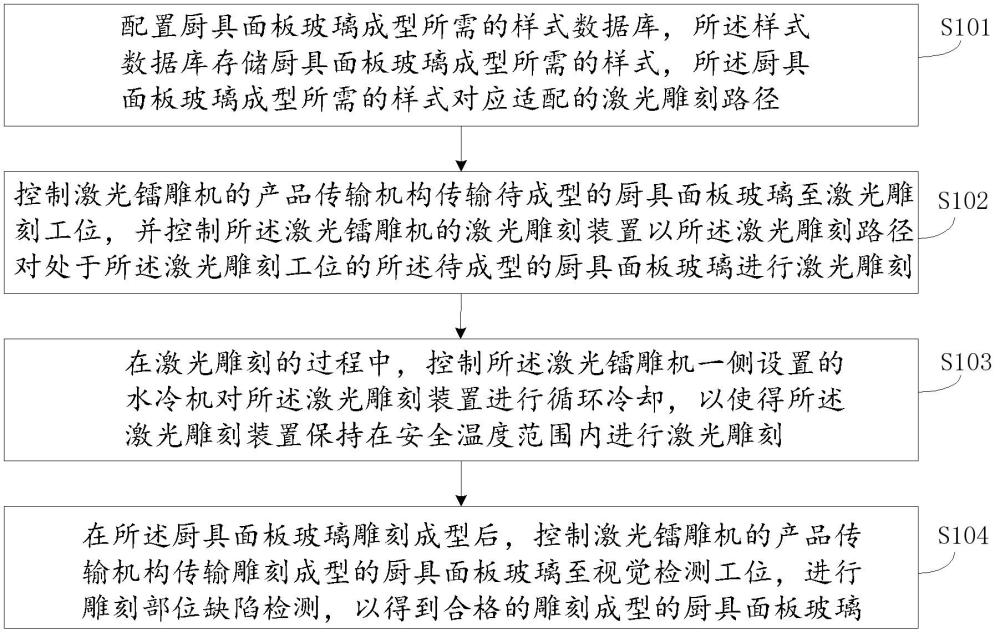
3、配置厨具面板玻璃成型所需的样式数据库,所述样式数据库存储厨具面板玻璃成型所需的样式,所述厨具面板玻璃成型所需的样式对应适配的激光雕刻路径;
4、控制激光镭雕机的产品传输机构传输待成型的厨具面板玻璃至激光雕刻工位,并控制所述激光镭雕机的激光雕刻装置以所述激光雕刻路径对处于所述激光雕刻工位的所述待成型的厨具面板玻璃进行激光雕刻;
5、在激光雕刻的过程中,控制所述激光镭雕机一侧设置的水冷机对所述激光雕刻装置进行循环冷却,以使得所述激光雕刻装置保持在安全温度范围内进行激光雕刻;
6、在所述厨具面板玻璃雕刻成型后,控制激光镭雕机的产品传输机构传输雕刻成型的厨具面板玻璃至视觉检测工位,进行雕刻部位缺陷检测,以得到合格的雕刻成型的厨具面板玻璃。
7、第二方面,本发明提供一种厨具面板玻璃的激光成型系统,包括:
8、控制系统,运行上述厨具面板玻璃的激光成型方法;
9、激光镭雕机,与所述控制系统连接通信,在所述控制系统的控制下工作;
10、水冷机,设置在所述激光镭雕机一侧,与所述控制系统连接通信,在所述控制系统的控制下工作;
11、视觉检测系统,设置在所述视觉检测工位,所述视觉检测工位在所述产品传输机构的出料口或在所述激光镭雕机的机台之外的产线,所述视觉检测系统与所述控制系统连接通信,在所述控制系统的控制下工作。
12、本发明与现有技术相比,其有益效果如下:
13、本发明提供一种厨具面板玻璃的激光成型方法与系统,通过配置厨具面板玻璃成型所需的样式数据库,所述样式数据库存储厨具面板玻璃成型所需的样式,所述厨具面板玻璃成型所需的样式对应适配的激光雕刻路径,控制激光镭雕机的产品传输机构传输待成型的厨具面板玻璃至激光雕刻工位,并控制所述激光镭雕机的激光雕刻装置以所述激光雕刻路径对处于所述激光雕刻工位的所述待成型的厨具面板玻璃进行激光雕刻,在激光雕刻的过程中,控制所述激光镭雕机一侧设置的水冷机对所述激光雕刻装置进行循环冷却,以使得所述激光雕刻装置保持在安全温度范围内进行激光雕刻,在所述厨具面板玻璃雕刻成型后,控制激光镭雕机的产品传输机构传输雕刻成型的厨具面板玻璃至视觉检测工位,进行雕刻部位缺陷检测,以得到合格的雕刻成型的厨具面板玻璃,从而避免磨具制作,避免使用酸性腐蚀产生废液,降低厨具玻璃面板的加工成型成本,环保成型,实现纹路、款式、大小的便利更换和定义。
技术特征:1.一种厨具面板玻璃的激光成型方法,其特征在于,包括:
2.如权利要求1所述的厨具面板玻璃的激光成型方法,其特征在于,所述厨具面板玻璃成型所需的样式包括面板切割形状和/或面板雕刻图案和/或面板雕刻文字;所述面板切割形状对应适配的形状激光雕刻路径,所述面板雕刻图案对应适配的图案激光雕刻路径,所述面板雕刻文字对应适配的文字激光雕刻路径。
3.如权利要求1所述的厨具面板玻璃的激光成型方法,其特征在于,所述产品传输机构采用线性传送带机构,所述线性传送带机构设置在所述激光镭雕机的机台上;在所述线性传送带机构的传输过程中,所述待成型的厨具面板玻璃平放在所述线性传送带机构的传送带上,通过所述传送带传输至所述激光雕刻工位。
4.如权利要求3所述的厨具面板玻璃的激光成型方法,其特征在于,所述激光雕刻工位设置有到位传感器和对位机构;所述对位机构位于所述线性传送带机构的产品传输方向上,具备与所述产品传输方向垂直的对位板面;所述到位传感器检测到所述待成型的厨具面板玻璃到位时,控制所述待成型的厨具面板玻璃与所述对位机构碰撞对位,以使得所述待成型的厨具面板玻璃的碰撞面与所述对位板面保持平行。
5.如权利要求4所述的厨具面板玻璃的激光成型方法,其特征在于,所述激光雕刻工位设置在所述线性传送带机构的所述传送带上,所述到位传感器和所述对位机构设置在所述线性传送带机构上。
6.如权利要求1所述的厨具面板玻璃的激光成型方法,其特征在于,所述激光雕刻装置包括移动组件和激光雕刻组件,所述激光雕刻组件与所述移动组件连接,所述移动组件设置在所述激光镭雕机的机台上;所述移动组件根据所述激光雕刻路径驱动所述激光雕刻组件对处于所述激光雕刻工位的所述待成型的厨具面板玻璃进行激光雕刻。
7.如权利要求6所述的厨具面板玻璃的激光成型方法,其特征在于,所述移动组件包括z轴组件、x轴组件、y轴组件以及龙门架;所述z轴组件连接所述激光雕刻组件,带动所述激光雕刻组件上下移动,用于对焦;所述z轴组件和所述激光雕刻组件设置在所述x轴组件上,所述x轴组件带动所述z轴组件和所述激光雕刻组件左右移动;所述x轴组件设置在所述龙门架上,所述y轴组件带动所述龙门架整体前后移动。
8.如权利要求7所述的厨具面板玻璃的激光成型方法,其特征在于,所述激光雕刻组件包括激光器和振镜;所述激光器通过支撑板与所述x轴组件和所述z轴组件连接,所述振镜通过支撑块与所述z轴组件连接,所述激光器通过激光通道连通所述振镜;所述z轴组件带动所述振镜上下移动,用于对焦;所述x轴组件带动所述z轴组件和所述激光器左右移动。
9.如权利要求1-8任一项所述的厨具面板玻璃的激光成型方法,其特征在于,所述视觉检测工位在所述产品传输机构的出料口或在所述激光镭雕机的机台之外的产线,所述视觉检测工位设置视觉检测系统,所述视觉检测系统对传输到所述视觉检测工位的所述雕刻成型的厨具面板玻璃进行雕刻部位缺陷检测,以得到合格的雕刻成型的厨具面板玻璃。
10.一种厨具面板玻璃的激光成型系统,其特征在于,包括:
技术总结本发明涉及激光快速成形设备,控制系统,信号传输等技术领域,提供一种厨具面板玻璃的激光成型方法与系统,通过配置厨具面板玻璃成型所需的样式数据库,传输待成型的厨具面板玻璃至激光雕刻工位,以激光雕刻路径对处于激光雕刻工位的待成型的厨具面板玻璃进行激光雕刻,在激光雕刻的过程中,通过水冷机对激光雕刻装置进行循环冷却,在厨具面板玻璃雕刻成型后,传输雕刻成型的厨具面板玻璃至视觉检测工位,进行雕刻部位缺陷检测,以得到合格的雕刻成型的厨具面板玻璃,从而避免磨具制作,避免使用酸性腐蚀产生废液,降低厨具玻璃面板的加工成型成本,环保成型,实现纹路、款式、大小的便利更换和定义。技术研发人员:邓传辉,尹辉辉,杨焕,梁凤菊受保护的技术使用者:深圳市鑫镭创科自动化科技有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/341217.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表