焊接辅助构件的制作方法
- 国知局
- 2024-12-06 12:23:56
本发明涉及滤芯生产,尤其涉及一种焊接辅助构件。
背景技术:
1、螺旋滤芯广泛应用于石油天然气、农业、医疗、航天航海、化工、食品加工等行业,主要用于输送管道、过滤系统及高精度设备。这些领域对螺旋滤芯的强度、耐腐蚀性、过滤精度和耐久性要求严格,市场需求不断增长。
2、螺旋滤芯一般通过相关的焊接装置实现制造,在相关技术中,该焊接装置具有引出辊及焊盘,滤膜和骨架在进行螺旋缠绕成型后,需对成型后的螺旋滤芯的骨架和滤膜进行焊接,以提高骨架和滤膜的成型稳定性;申请人在实现本发明的过程中发现,焊接后的螺旋滤芯质量存在质量缺陷。
技术实现思路
1、为了解决螺旋滤芯成型后存在质量缺陷的问题,本申请提供一种焊接辅助构件。
2、第一方面,本申请提供一种焊接辅助构件,采用如下的技术方案:
3、一种焊接辅助构件,包括构件本体,所述构件本体具有引导槽以及第一避让槽,所述引导槽用于与引出辊的周壁配合形成物料通道,所述物料通道用于供成型的螺旋滤芯通过;所述第一避让槽设于所述引导槽内,且所述第一避让槽与螺旋滤芯的骨架在引出辊上的螺旋移动路径部分重合,以实现对骨架的避让;所述第一避让槽内设置有焊接孔,焊接孔用于实现引出辊上焊接电极与焊盘上焊接电极的配合,以将骨架与滤膜焊接。
4、优选的,所述构件本体还具有引入冷却气流的冷却风道,所述冷却风道的出风口设于所述焊接孔的内壁上。
5、优选的,所述冷却风道包括轴向连通的插入段以及导流段,所述插入段用于供外部风管插入,所述导流段远离插入段的一端开口朝向引出辊上焊接电极与焊盘上焊接电极的配合处;所述插入段的内径大于所述导流段的内径,以限制所述外部风管进入所述导流段。
6、优选的,所述焊盘上的焊接电极与所述引出辊上焊接电极的配合位为焊接点位,所述冷却风道的延伸路径与所述焊盘的外周轮廓线在焊接点位处相切。
7、优选的,所述第一避让槽内底壁的最低点处于所述冷却风道的延伸路径的下方,以使从所述冷却风道吹出的冷却气流的部分分量进入所述第一避让槽内,并跟随骨架沿所述第一避让槽流动。
8、优选的,所述构件本体背离第一避让槽的一侧设有第二避让槽,所述第二避让槽用于供焊盘的部分嵌入,所述第一避让槽与第二避让槽之间通过焊接孔相连通,所述焊接点位处于所述焊接孔内。
9、优选的,所述第二避让槽的内底壁的最高点位于所述冷却风道的延伸路径的上方,以使从所述冷却风道吹出的冷却气流的部分分量进入所述第二避让槽内,并沿所述第二避让槽流动;和/或,所述第一避让槽与第二避让槽的连通交界处位于所述冷却风道的延伸路径上。
10、优选的,所述构件本体上背离引导槽的一面为安装面,所述安装面与机架在避开所述第二避让槽的位置可拆卸连接。
11、优选的,所述安装面为曲面。
12、优选的,所述构件本体上靠近所述引导槽的入口端还具有避让缺口,所述避让缺口用于避让缠绕于引出辊上的传送带。
13、本发明具有以下优点及有益效果:
14、在螺旋滤芯的制作过程中,成型的滤芯首先通过物料通道移动,该通道由引导槽与引出辊的周壁配合形成。引导槽的设计确保了滤芯在移动时能够保持稳定性,防止因位置偏移而导致的焊接误差。在这一过程中,滤芯与引出辊之间的摩擦力降低,使得滤芯能够顺利通过,同时减少了外力对焊接位置的干扰,从而保障了焊接过程的一致性和精准度。
15、当滤芯通过物料通道时,第一避让槽的设置使得骨架能够在焊接过程中实现自我调整。具体来说,在焊接时,如果骨架未能与滤膜完全贴合,避让槽提供了必要的空间,允许骨架在移动中进行轻微调整,从而避免产生缝隙或错位。这种灵活性确保了骨架与滤膜的紧密贴合,减少了焊接时可能出现的结构缺陷,从而提升了焊接后的整体强度。
16、此外,第一避让槽内的焊接孔确保了引出辊上的焊接电极与焊盘上的焊接电极之间的精准对接。在焊接过程中,焊接孔的设计使得焊接电极能够精确施加热量和压力于骨架与滤膜之间,确保焊接质量。这种优化的电极对接有效降低了虚焊或焊接不均匀的风险,使得焊接区域的结合力显著增强。
17、综上所述,该焊接辅助构件通过引导槽的稳定性、第一避让槽的灵活性以及焊接孔的精准配合,形成了一种高效的焊接过程。这一系列设计共同作用,不仅有效解决了螺旋滤芯焊接过程中常见的质量缺陷,还显著提高了滤芯的整体强度和使用寿命,确保其在各种高要求环境中的可靠过滤性能。
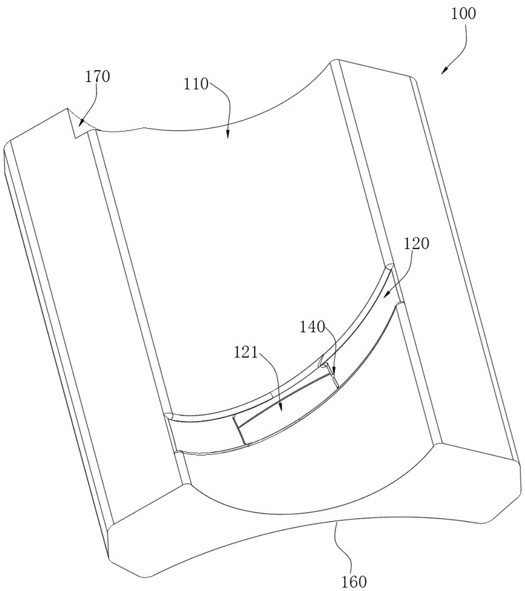
技术特征:1.一种焊接辅助构件,其特征在于,包括构件本体(100),所述构件本体(100)具有引导槽(110)以及第一避让槽(120),所述引导槽(110)用于与引出辊(300)的周壁配合形成物料通道(130),所述物料通道(130)用于供成型的螺旋滤芯通过;所述第一避让槽(120)设于所述引导槽(110)内,且所述第一避让槽(120)与螺旋滤芯的骨架在引出辊(300)上的螺旋移动路径部分重合,以实现对骨架的避让;
2.根据权利要求1所述的焊接辅助构件,其特征在于,所述构件本体(100)还具有引入冷却气流的冷却风道(140),所述冷却风道(140)的出风口设于所述焊接孔(121)的内壁上。
3.根据权利要求2所述的焊接辅助构件,其特征在于,所述冷却风道(140)包括轴向连通的插入段(141)以及导流段(142),所述插入段(141)用于供外部风管插入,所述导流段(142)远离插入段(141)的一端开口朝向引出辊(300)上焊接电极与焊盘(500)上焊接电极的配合处;
4.根据权利要求2所述的焊接辅助构件,其特征在于,所述焊盘(500)上的焊接电极与所述引出辊(300)上焊接电极的配合位为焊接点位,所述冷却风道(140)的延伸路径与所述焊盘(500)的外周轮廓线在焊接点位处相切。
5.根据权利要求2所述的焊接辅助构件,其特征在于,所述第一避让槽(120)内底壁的最低点处于所述冷却风道(140)的延伸路径的下方,以使从所述冷却风道(140)吹出的冷却气流的部分分量进入所述第一避让槽(120)内,并跟随骨架沿所述第一避让槽(120)流动。
6.根据权利要求4所述的焊接辅助构件,其特征在于,所述构件本体(100)背离第一避让槽(120)的一侧设有第二避让槽(150),所述第二避让槽(150)用于供焊盘(500)的部分嵌入,所述第一避让槽(120)与第二避让槽(150)之间通过焊接孔(121)相连通,所述焊接点位处于所述焊接孔(121)内。
7.根据权利要求6所述的焊接辅助构件,其特征在于,所述第二避让槽(150)的内底壁的最高点位于所述冷却风道(140)的延伸路径的上方,以使从所述冷却风道(140)吹出的冷却气流的部分分量进入所述第二避让槽(150)内,并沿所述第二避让槽(150)流动;
8.根据权利要求6所述的焊接辅助构件,其特征在于,所述构件本体(100)上背离引导槽(110)的一面为安装面(160),所述安装面(160)与机架(200)在避开所述第二避让槽(150)的位置可拆卸连接。
9.根据权利要求8所述的焊接辅助构件,其特征在于,所述安装面(160)为曲面。
10.根据权利要求1-9任一项所述的焊接辅助构件,其特征在于,所述构件本体(100)上靠近所述引导槽(110)的入口端还具有避让缺口(170),所述避让缺口(170)用于避让缠绕于所述引出辊(300)上的传送带(400)。
技术总结本发明提供了一种焊接辅助构件,涉及滤芯生产技术领域,本发明包括构件本体,所述构件本体具有引导槽以及第一避让槽,所述引导槽用于与引出辊的周壁配合形成物料通道,所述物料通道用于供成型的螺旋滤芯通过;所述第一避让槽设于所述引导槽内,且所述第一避让槽与螺旋滤芯的骨架在引出辊上的螺旋移动路径部分重合,以实现对骨架的避让;所述第一避让槽内设置有焊接孔,焊接孔用于实现引出辊上焊接电极与焊盘上焊接电极的配合,以将骨架与滤膜焊接。本发明与现有技术相比,具有可以解决螺旋滤芯成型后存在质量缺陷的问题的优点。技术研发人员:徐健,高颖珊受保护的技术使用者:四川意聚维科技有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/341154.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表